
Day One highlights from 2016 CFK Valley Stade Conference
Automotive and aerospace developments led Day One including bio-inspired designs, BMW 7 Series firsts and amping GLARE fuselage production to meet 70 aircraft/month.





Avner Ben Bassat from Plataine Technologies presenting on how Industry 4.0 will push the productivity envelope in composite part manufacturing.
SOURCE: CFK Valley Stade Convention, 15-16 June 2016.
Bionic Lightweight Design
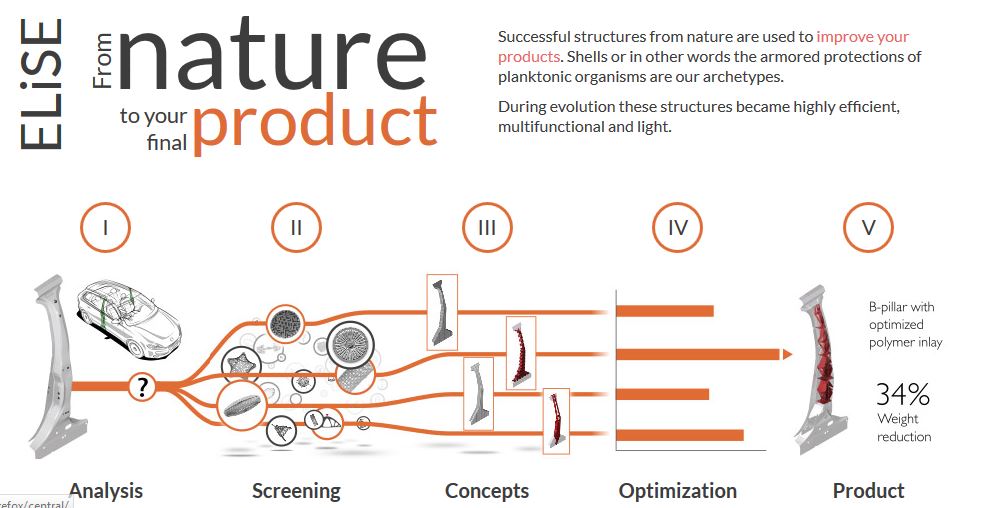
The Day 1 keynote speech was given by Dr. Moritz Meier, head of R&D in the Bionic Lightweight Design department at the Alfred-Wegener-Institute (AWI, Bremerhaven, Germany) and Markus Hollerman, innovation manager/biomimetics specialist at Pumacy Technologies AG (Berlin, Germany). AWI has developed ELiSE, a systematic product development process for lightweight bionic design. The idea is to achieve the efficiency of structures in nature but with reduced development time.
The approach reportedly excels at multifunctionality and weight savings of 50% vs. traditional designs. Applications include a hybrid automotive B-pillar using high strength steel with glass fiber/polymer inlay, a bionic automotive side bumper, innovative concepts for carbon fiber reinforced plastic (CFRP) grid structures and optimized injection molding tools. (Click on images below for enlarged versions.)



Hybrid B pillar (left) and bionic automotive side bumper (right)
designs developed using the ELiSE product development process.
SOURCE: Alfred-Wegener-Institute Helmholtz Centre for Polar and Marine Research.
Carbon Fiber at BMW
Dr. Lutz-Eike Elend, vice president of fiber reinforced plastics and composite design for BMWi (Munich, Germany) summarized BMW’s application of CFRP, with a concentration on its most recent use in the new, top-of-the-line 7 Series luxury sedan.

The new 7 Series features a body-in-white combining aluminum, high-strength steel and CFRP called the Carbon Core. SOURCE: BMW AG
The Carbon Core in the new 7 Series marks the first time BMW has combined aluminum, high-strength steel and CFRP in a painted body. It also saves 120 kg vs. the previous model. Over 4,000 CFRP parts/day are produced at BMW’s Dingolfing facility outside of Munich. The 7 Series body-in-white (BIW) uses 16 CFRP parts, made using four different CFRP technologies:
- Resin transfer molding (RTM)
- Recycled carbon fiber sheet molding compound (SMC)
- Wet compression molding
- Hybrid B pillar pressing (CF prepreg bonded to high-strength steel)
Elend discussed new CFRP joint concepts, including the use of increased thickness adhesive to achieve bonding and isolation against galvanic corrosion. Also new is the use of carbon fiber SMC made from recycled production waste, both in the C pillar and the rear member/trunk upper cover.

SMC made from recycled carbon fiber is used in the 7 Series C pillar.
SOURCE: BMW AG.
Elend ended by saying the technologies developed and lessons learned from the i3, i8 and 7 Series will be combined in future new products. Answering audience questions, Elend said BMW has looked at glass fiber, but it doesn’t offer enough weight reduction, though CF/GF hybrids are being investigated. When asked if the amount of CFRP will increase in future BMW vehicles, Elend said CF must compete with other materials and the main thing holding back increased use is price.
Nanosilica-containing Sizing for Carbon Fiber
Dr. Stephan Sprenger from Evonik Hanse GmbH (Geesthacht, Germany) reviewed work to improve CFRP performance by including nanosilica in sizing applied to carbon fibers. Nanosilica particles (20 nm in size) have been added to epoxy matrix resins (40 wt% silica nanoparticles) to improve mechanical properties of composites — e.g., +25% modulus, +50% compressive strength, +30% toughness, +400% fatigue performance — using all types of processes. This work is well understood, but the method is too expensive for mass-produced parts. But what if you concentrated the nanosilica at the fiber/matrix interface? Evonik trialed TORAYCA T700SC carbon fibers in a unidirectional VARTM laminate using Epikote RIMR 135 / Epikure RIMH 137 epoxy resin from Hexion and blends of NEOXIL 965 sizing from DSM, now Aliancys.The old sizing was removed, followed by application of new nanosilica-modified sizing, with <1 wt% on fiber performing best.
Results included a 35-60% increase in interlaminar shear strength (ILSS) and a doubling in GIC fracture toughness from a baseline of .35 to .65-.80. However, this was cited as the probable cause of a 14-17% drop in modulus. Cyclic fatigue via dynamic 3-point bending test showed a 20-30% reduction in dissipated energy, which means less matrix damage and more cycles the laminate can withstand before failure.
Sprenger said Evonik is talking to all of the major fiber manufacturers and the first carbon fibers with nanosilica sizing will, hopefully, be on the market by the end of 2016.
-350px.jpg;maxWidth=600)
SOURCE: Laser Zentrum Hannover e.V.
Automated 3D Laser Machining of CFRP Automotive Structures
Dr. Olaf Heintze from INVENT GmbH (Braunschweig, Germany), a spin-off of the German Aerospace Center (DLR), presented work accomplished to date in the HolQueST 3D project led by Volkswagen AG and TRUMPF Laser GmbH.
Composites Formatting to Raise Productivity and Reduce Waste
Patrick Markert and Sebastian Fehl from Web Industries (Stade, Germany) talked about their efforts to help the aerospace composites industry increase production rates and reduce weight, including:
- Optimizing automated fiber placement (AFP) spool package density;
- Combining materials such as UD, bias plies, glass fiber layers for impact protection and lightning strike protection (LSP);
- Elimination of splices in continuous fiber thermoplastic slit tape to enable “fly-away” splices that don’t require removal at the AFP line.
They commented that requests for thermoplastic slit tapes are increasing, and Web is responding with increased offerings including PEEK, PEKK, PEI and PPS.


Scraps from cutting tailored blank plies — e.g., for an 11-ply automotive door crash beam — can be reused in high-aesthetic, high-performance molding compounds for automotive interiors and other applications.
SOURCE: CFK Valley Stade Convention, 15-16 June 2016, Efficient and High-volume Production of Composite Tailored Blanks using UD and Crossply Technology, Rien van den Aker, Van Wees BV.
Composite UD Chips
Van Wees UD and Crossply Technology BV (Tilburg, the Netherlands) develops, builds and commissions turnkey equipment for producing composite materials and technical textiles based on unidirectional (UD) and crossply technology:
- 1993 — Built 1.6m wide production line
- 2006 — Delivered its first thermoset prepreg machine
- 2007 — Began thermoplastic composites development
- 2010 — Developed multiaxial UD crossply machine
- 2014 — Developed tailored blank technology
One of the most interesting things that presenter Rien van den Aker discussed was the recent use of UD chips, which are production waste from cutting tailored prepreg blanks into shapes, converted into a moldable material. The chips are irregular shapes less than 50mm by 50mm with good formability. Applications include interiors for the Lamborghini Huracan and Aston Martin DB11. Van den Aker said the material was similar to Sereebo developed by Toray.

The STAXX Compact 1700 automated preforming cell.
SOURCE: BA Composites.
Low Scrap for High Volume Parts Production
Dr. Matthias Meyer from BA Composites (Grenzach-Wyhlen, Germany), a subsidiary of Broetje Automation (Rastede, Germany), reviewed the STAXX Compact 1700 automated fiber placement (AFP) workcell as a means for low-scrap, high-volume composite parts production. Meyer explained that rising carbon component production for the automotive industry demands short cycle times and high volumes without an extra NDT step. He asserts that increased automation with integrated, traceable QA is the solution.
With regard to AFP, Meyer noted two large trends of using 50k fibers directly impregnated into towpreg, thus avoiding slitting-induced production waste, and thermoplastics, including those heavily used in automotive such as polypropylene (PP) and polyamide (PA) derivatives. Meyer stated that the latter is being achieved with organosheets (OS), but claimed the scrap rate for OS production is still very high. Indeed, he asserted that scrap rates for textile production methods may cause scrap rates as high as 50% for small parts.
Thus, the Staxx Compact 1700 was put forward as a way to use 24k or 50k towpreg (reportedly costing 20-25 €/kg) to build net-shape parts up to 1525 mm x 900 mm
(1700 mm diagonal) with variable thickness and local reinforcements. The resulting carbon fiber prepreg stacks are said to be easily molded into 2D parts using a heated press. Meyer also discussed a tailored wave layup (TWL) method to improve molding of the CF prepreg stacks into more complex shapes.
The video below illustrates the touted features and benefits of the Staxx machine:
- 16-lanes of AFP for layup rates >30 kg/hr and feed rate of 40m/min
- Rotary table for laminate stacks with tailored fiber orientations
- Air conditioned environmental control
- Uses standard materials, with or without backing film
- Claims to reduce scrap by 80%.

Meyer explained that the Staxx as a stand-alone solution required developing more robust fiber placement technology combined with a flexible positioning system (e.g. rotary table), which provided a mechanism to achieve complex layups efficiently and accurately. The Staxx also features a palette system which enables demolding a finished preform and reloading into the machine while simultaneously fiber placing another preform, similar to the high-capacity CNC mills common in automotive production. Meyer claims the Staxx Compact 1700 can produce preforms for 1500 parts/day (target is 100-second cycle time) and is aimed not only at automotive and aerospace, but at consumer electronics and industrial parts.
BA Composites completed a demonstration trunklid part with Mitsubishi, reducing total scrap from roughly 50% for RTM to 1.7%. When asked if it was possible to use the Staxx 1700 to produce a 3D preform, Meyer responded, “Yes, but I am a fan of simple processes. If you make a 3D preform, you always have a shape limitation due to the compaction roller and the special handling devices for 3D shapes are more expensive. My suggestion is to avoid 3D layup as long as possible.”
New Chance for Fiber-Metal-LaminatesThe final presentation of the day was given by Patrick Köhnke from the Premium AEROTEC (Augsburg, Germany) facility in Varel, Germany. Premium Aerotec produces five different fuselage shell panels for the Airbus A380 made from fiber metal laminates (FML), also known as GLARE. The material is comprised of alternating layers of thin aluminum sheets and S2 glass fiber prepreg. AGY claims the material offers 15-30% weight reduction vs. conventional aluminum alloys.
However, Premium AEROTEC’s production of FML fuselage panels has traditionally included myriad manual steps, including trimming, pre-treatment and primer application of aluminum sheets, followed by layup into the mold with the glass prepreg. After vacuum bagging, autoclave cure and NDT, the skin is milled and layed again into the mold with an additional bonding process needed to apply stringers and doublers. After a second vacuum bag, cure and NDT cycle, completed shells receive surface protection and are ready for assembly. The current production rate, according to Köhnke, is 200 m2/month.


GLARE is made from alternating layers of thin aluminum and unidirectional S2 glass fiber prepreg bonded with film adhesive (left) which has traditionally been produced manually, including two autoclave cure and NDT cycles.
SOURCE: AGY and Premium Aerotec.
In order to meet Airbus’ announced production target of 60+ aircraft/month, Premium AEROTEC established a development program to automate this process. Their target is 10,000 m2/mo, an increase of 50X, and a single-shot bonding process where sheet metal, prepreg, doublers and stringers are all co-cured in a single autoclave cycle.
An ATL head was developed capable of laying 460mm wide material, with a full roll of prepreg mounted on a standard robot for positioning. The prepreg is guided through the robot's end effector to a draping device, which deposits the material with an adjustable force into the mold. This device is separated into smaller rolls, able to adjust to the mold curvature, down to a radius of 1600mm. Two ultrasonic knives automatically cut the material by length and width, enabling even contoured edges, corners or freeform shapes. Cylindrical and spherical parts can be layed as well. Process control comes directly from the CAD model, improving quality management because every layer can reportedly be checked in situ for position, fiber direction and gap.
A second end effector with linear actuators handles the aluminum sheets, including directional positioning and 3D shape adjustment to fit the mold. Again, geometry and final position of each sheet is derived directly from the CAD model.
For automated application of stringers, doublers and other parts, Premium AEROTEC worked with an automation partner with experience in A350 stringer integration control using sensors.
The company has demonstrated a 2m x 2m cylindrical part which included all of the splice-geometries possible in current aircraft designs. It also demonstrated a 2m x 2m spherical part. The next milestone is a 2m x 6m panel in 2016 and a 4m x 10m panel in 2017. Stringer integration and single-shot bonding will also be demonstrated and new designs for fuselage shells will be investigated.
Köhnke said Premium Aerotec is working with partners Fokker, Stelia and others from the R&D sector and will soon be able to meet aircraft production rates of up to 70 aircraft/month.








Related Content

Matrix Composite highlights carbon fiber SMC prepreg Quantum-ESC
Prepreg produced by LyondellBasell features high flow, rapid tool loading capabilities.
Read More
AFP with very-thin plies of carbon fiber/LMPAEK prepreg for sustainable helicopter structures
DLR, Airbus Helicopters, Fraunhofer and TU Dresden work in the NATURE project for environmentally friendly aviation
Read More
Fraunhofer IGCV develops helicopter door shell using SMV composite
SMC-replacement material subjected to vario-thermal pressing cycle achieved a 1.2-millimeter-thick, complex-shaped door shell, demonstrating feasibility for future aerospace components.
Read More
PulPro-SMC project achieves weld-free composite rail vehicle joints in single pressing step
SNAPSHOT: Three-year R&D collaboration led by HÖRMANN Vehicle Engineering has demonstrated a pultrusion-SMC bonding method that eliminates separate joining hardware and reduces weight by 20% versus conventional steel construction.
Read MoreRead Next

Advancing bonding, coating and sealing to 4.0 systems for composites, metals and more
Brighton Science uses decades of experience, 2-second surface measurements and a framework of data-based specs and KPIs to help manufacturers advance toward reliable, predictable bond quality for faster, high-performance production.
Read More
Dialing in composites performance via dynamic digital twins
Sport Dynamics Lab uses Flexdynamics testing, digital models and AI tools to compare designs, materials and systems, enabling optimization with potential for propellers, drones and vibrational structures.
Read More
Post Cure: 3D printed plastic, composite mouthstick designs assist limited-mobility users
Three M Tool and Machine has used its in-house additive manufacturing capabilities to rethink medical devices like mouthsticks, which must be stiff, lightweight and comfortable enough for everyday use.
Read More