
C-Series composite wing
The C-Series and Learjet 85 feature wing structures manufactured with dry fiber placement, but with cure in an autoclave. CW looks at how it's done.




The Bombardier C-Series website features a video on the construction of its composite wing: Transonic Wing — Belfast Wing Story. It’s also available on YouTube: www.youtube.com/watch?v=4aNoA3krV6g.


Note that both the C-Series (about 51 ft/15.5m long) and the Learjet 85 (about 28 ft/8.5m long) composite wing structures are made at Bombardier’s facility in Belfast, Northern Ireland (acquired from Shorts Brothers in 1989). Both feature integrally stiffened upper and lower wingskins, front spar and rear spar, all made from carbon composites, which are mechanically fastened together along with aluminum ribs.
Both wings are the first in commercial aircraft to use dry fiber composites (for other aircraft parts see www.drycomposites.com/aerospace-looking-to-dry-fiberinfused-composites) versus prepreg. Belfast developed the manufacturing process — called resin transfer infusion or resin transfer injection (RTI) — and patented it via Great Britain patent GB2316036, published in 1998.
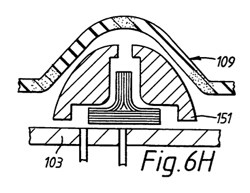
The patent helps to understand parts of the video. At approximately 1:20, a large gantry rises up from traingular cross-sectioned, two-piece stringer mold elements (151 in Fig. 6H) which hold T-stringer preforms in place against the already layed wingskin plies. A Seattle Times article credits Janicki Industries (Sedro-Woolley, WA) as the supplier of these inserts.
The dry fiber reinforcement used includes uni- and mutidirectional non-crimp fabrics (NCF) from Saertex (Saerbeck, Germany), which have been reported as two to four times thicker than equivalent prepreg plies, enabling more efficient layup and reduced chance for errors. An automated cutter produces precise ply shapes which are then layed by hand or applied using automated pick-and-place equipment. Virtek’s LaserEdge (Gerber Technologies; Tolland, Conn., USA) 3-D laser templating system provides the next generation of efficiency for both.
The RTI process is basically a precise version of light RTM (LRTM, also called RTM light) using a flexible bag (109, Fig. 6H) as the upper tooling or B-side surface, and a rigid (probably Invar) tool (103, Fig. 6H) supplied by Coast Composites (Santa Ana, Calif., USA) as the outer mold line tool (A-side). Vacuum pressure is applied and Cytec 890 RTM epoxy resin is injected into the completed, bagged layup. Injection can by aided by up to 14 psi pressure. However, deviating from true LRTM, Bombardier is injecting after the layup has been placed in its 70 ft/21.3m long by 18.5 ft/5.6m diameter autoclave, enabling temperature and pressure to be maintained at the level required for reduced viscosity and wetout — Cytec 890 is injectable at 80˚C/175˚F according to its datasheet.
The patent explains how the flexible bag can be a polyacrylic material reinforced with a knit fabric to permit extension in any direction, but has soft regions and semi-stiff regions (reinforced with cured composite) that work together to open up a pathway for resin to completely wetout all fibers. After resin injection is complete, positive pressure is applied in the autoclave during consolidation, causing the tooling elements to close, compact the wet laminate and eject excess resin back out of the resin inlet into a specifically designed resin dump. In other words, bleeding of the laminate is achieved to produce higher fiber volume fraction before cure is completed. This represents a very traditional process used with aerospace prepreg construction.
Articles written in 2011 noted maximum cure temperatures up to 370˚C/698°F, which was probably meant to be 370˚F/188°C, as the Cytec 890 datasheet shows cure after two hours at 180˚C/355˚F with a hot/wet performance of 170˚C/338˚F after a two-hour post-cure at 200˚C/390˚F.
Though the C-Series wings are assembled in Belfast, the Learjet 85 wing parts are shipped to and assembled in Bombardier’s Querétaro, Mexico facility.
These wings are indeed an engineering and manufacturing marvel, and achieve a large step forward for dry fiber composites. However, AeroComposit (Moscow, Russia) will progress even further with the first composite wing and wingbox for a commercial aircraft to use automated dry fiber placement and out-of-autoclave curing. Make sure to check the November issue of HPC for this story.
So what’s left? Get rid of the fasteners! GKN has already demonstrated this ability via its recent out-of-autoclave wingbox featuring integrally stiffened skins and four different stringer shapes using vacuum bag only cure and impregnated Pi joints instead of riveting the various parts together.







Related Content

Plataine unveils AI-based autoclave scheduling optimization tool
The Autoclave Scheduler is designed to increase autoclave throughput, save operational costs and energy, and contribute to sustainable composite manufacturing.
Read More
Advanced autoclaves, ovens provide efficiency, precision and intelligent control
CAMX 2025: Olmar is highlighting its next-gen autoclaves and industrial ovens for composites curing to improve throughput, scale production and achieve tighter quality control.
Read More
Industrial curing autoclaves with advanced control systems
CAMX 2025: Turnkey Akarmak autoclaves support various composite curing needs with enhanced process control, international specification compliance and optimal heat distribution.
Read More
Plant tour: Airbus, Illescas, Spain
Airbus’ Illescas facility, featuring highly automated composites processes for the A350 lower wing cover and one-piece Section 19 fuselage barrels, works toward production ramp-ups and next-generation aircraft.
Read MoreRead Next

Ceramic matrix composites: Faster, cheaper, higher temperature
New players proliferate, increasing CMC materials and manufacturing capacity, novel processes and automation to meet demand for higher part volumes and performance.
Read More
Ultrasonic welding for in-space manufacturing of CFRTP
Agile Ultrasonics and NASA trial robotic-compatible carbon fiber-reinforced thermoplastic ultrasonic welding technology for space structures.
Read More
Next-gen fan blades: Hybrid twin RTM, printed sensors, laser shock disassembly
MORPHO project demonstrates blade with 20% faster RTM cure cycle, uses AI-based monitoring for improved maintenance/life cycle management and proves laser shock disassembly for recycling.
Read More