
Nanotechnology: Into the realm of real
Fast, scalable process grows nanostructures directly on composite reinforcements for a “drop-in” use in volume production processes.

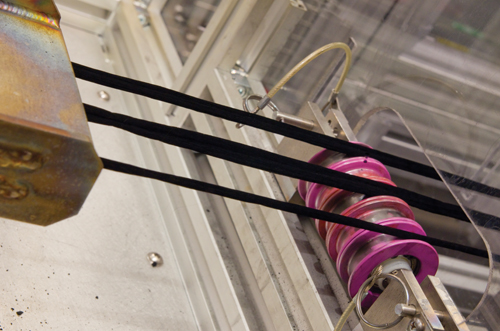
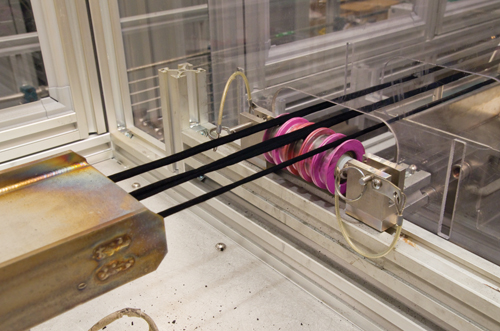
A new partnership between Applied Nanostructured Solutions (ANS) and Owens Corning seeks to commercialize nano-enhanced reinforcements infused with carbon nanostructures (CNSs). In this photo, fiberglass rovings covered with black CNS are pulled from the processing equipment for respooling. Source: ANS

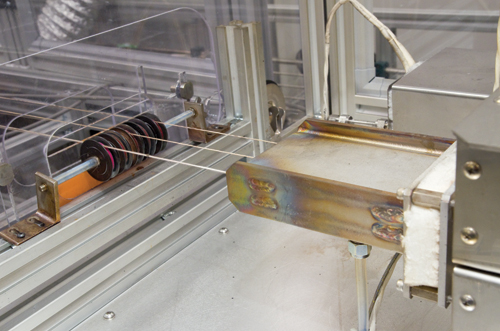
Step 1: The enclosed production line, designed and built by ANS. Creeled fiberglass at the left side is pulled into the production line for infusion. Source: ANS

Step 2: A separate enclosed production line is used for infusing carbon fiber towpreg with CNS. Note the enclosed and refrigerated creel area (at right). Source: ANS
Step 3: This close-up photo shows the glass rovings as they enter the heated CNS growth chamber, after they have gone through the aqueous catalyst bath. Source: ANS
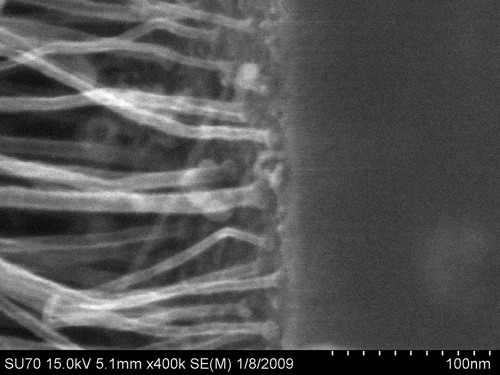
Step 4: Inside the growth chamber, the atmosphere, a mixture of acetylene, nitrogen and hydrogen, is conducive to CNS growth. Here, a scanning electronic micrograph (SEM) shows CNS forming to the left on the surface of a glass fiber. Source: ANS
Step 5: A second SEM shows fully grown CNS on a single fiber. Source: ANS
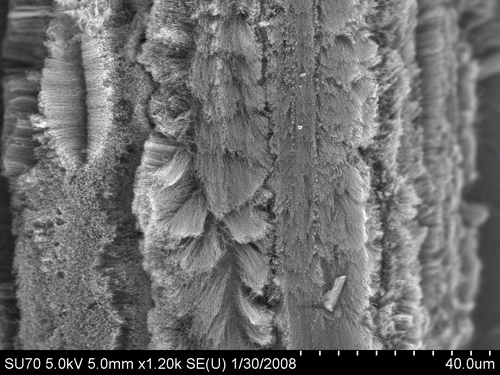
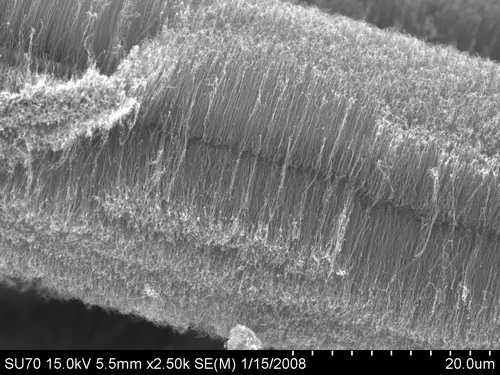
Step 6: This SEM shows multiple glass filaments with high CNS loadings, with a brush-like appearance. Source: ANS
Step 7: The treated, infused glass rovings, now black with the infused nanostructures, are taken up at the end of the process line. Source: ANS

Step 8: Infused glass fiber rovings, rerolled and ready for shipment to customers. Source: ANS



Nanocomposites research and the massive benefits it promises have attracted considerable press coverage over the past decade. Actual commercial development of nano-based products for composites, however, has been slow. But a new partnership between Applied NanoStructured Solutions LLC (ANS, Baltimore, Md.), a Lockheed Martin subsidiary, and Owens Corning (Toledo, Ohio) is about to accelerate growth. ANS has worked for more than three years to develop a rapid, scalable manufacturing process that can produce reinforcements infused with carbon nanostructures (CNS) for composites fabrication. With Owens Corning now on board as a joint development partner, ANS seeks to commercialize the process for high-volume applications.
From the beginning, says Dr. Tushar Shah, ANS’ chief technology officer, the focus of the research has been on development of a robust manufacturing technology. “Our main purpose was to determine how to produce high-value, low-cost materials, under reasonable conditions,” he recalls, noting that the emphasis was on practicality. “That was the breakthrough. We’ve developed a drop-in, multifunctional technology for composites processors, with performance built into the reinforcement.”


The technology, known as CER (carbon-enhanced reinforcements), is now under consideration for a number of applications. Electronics applications, such as electromagnetic interference (EMI) shielding or lightning strike protection, are the initial targets, but others are in the sights. CNS-infused glass fiber is the “most mature” at present, says Shah. HPC got an exclusive first look at the process and the product’s potential applications during a recent tour of the pilot plant.
Nanotech background
Nanotechnology involves the creation and manipulation of particles at the nanoscale, that is, particles that range in size from 1 to 1,000 nanometers (nm), where 1 nm equals 1 billionth of a meter. Nanomaterials include single-wall carbon nanotubes (CNTs), which are long, thin cylinders of carbon atoms arranged in a graphitic lattice structure, and multiwall carbon nanotubes, which are concentric cylinders of carbon atoms in a similar graphite structure held together by weak intermolecular forces. These carbon-based particles have aspect ratios that range from 100:1 to 10,000:1.
Other examples of nanoscale materials include nanoclays, metal oxide particles and graphene nanoplatelets, also characterized by very large aspect ratios (surface area to thickness). The key to nanoparticle benefits is this high ratio of surface area to total volume; as the surface area or length increases, the number of atoms at or near the particle’s surface increases exponentially, creating more bonding sites and, thus, enhanced properties in the composite (for an expanded discussion of nanotechnology basics, see "From specialty filers to space elevators," under “Editor's Picks,” at top right).
The trend in composites has been to use nanomaterials as a kind of “super filler” in polymer resins — nanoelement-filled resins can achieve the same performance properties achieved with traditionally filled resins but with a smaller filler volume fraction. In addition, nanofilled resins often exhibit other novel beneficial characteristics, such as improved thermal and electrical conductivity or reduced flammability. But adding nanoscale fillers to resins is often difficult, and thorough dispersion throughout the resin is a greater challenge, requiring surface treatment of the tiny particles. Resin loading is usually limited to no more than 3 percent, because additional filler would make the resin too viscous.
Given this, Shah says he wanted ANS to focus on reinforcements instead of resins. The more elegant solution, he reasoned, was to incorporate the nanoparticles directly into the fibers themselves and eliminate the handling issues associated with CNS fillers in resins. Starting in 2007, the ANS team began to develop a process for directly “infusing” fabrics or tows with nanostructures.
The result? “We have developed a way to grow carbon nanostructures on fabrics,” Shah says, adding that a wide range of nanostructure volumes can be achieved by varying the process speed. “We’re not making CNTs and then transferring them,” he clarifies. “This is a continuous, direct growth process, directly onto the reinforcing fibers.” The process has been successful at the pilot scale. ANS is ramping up low-volume production to support commercial development, in partnership with Owens Corning, at a dedicated plant located in Middle River, Md., near Baltimore. “Joining together with Owens Corning is a natural next step as we look to scale up our production capabilities,” says Jeff Napoliello, president of ANS. “We expect that this agreement will permit us to shorten the development time to produce customizable material attributes for commercial and defense applications.”
Nano-infusing fabric reinforcements
The process developed by Shah and his team is based on continuous, rapid, high-temperature, catalyzed chemical vapor deposition (CVD). Deposition is conducted in an enclosed production line so that no particles are released during production. “It’s a completely dust-free and solvent-free environment,” says Dr. Amy Jones, who leads product stewardship for ANS. The company developed all of the equipment and controls in-house, including process control software and a heated growth chamber. The pilot line can handle reinforcement forms up to 12 inches/300 mm wide, but work is underway on a 36-inch/1m wide line. Eventually, ANS will have a 60-inch/1.5m wide production line, a width more consistent with typical broadgoods.
In the initial step, conventional glass fiber, which can be in the form of tow, unidirectional tape or a woven broadgood, is pulled from creels at the start of the production line. Depending on the fiber type, sizing and other unique attributes, the fiber or fabric might first need to be treated in a plasma etching process. This creates a “nanomorphology” on the individual filaments that will facilitate surface bonding of a catalyst and the CNS to the fiber filaments, explains Shah. The fiber/fabric then goes through a dip bath where it is coated with a proprietary aqueous catalyst. Next, it passes through a high-temperature chamber to dry the liquid catalyst. The catalyzed fibers are drawn into an enclosed heated chamber. The chamber supports an atmosphere — a mixture of acetylene, hydrogen and nitrogen — in which, as catalysis proceeds, the carbon nanostructures grow on the individual filaments. ANS says the processing temperature is not only proprietary but also subject to change as process modifications are implemented during this pilot stage. The fiber form emerges from the growth chamber with a black coating of nanostructures and is re-spooled for storage and shipment.
The production line typically moves at a rate of 50 to 60 inches (1,270 to 1,524 mm) per minute, but the processing speed can be slowed to less than 1 inch/25.4 mm per minute to produce denser, thicker growth. The speed and, therefore, the growth rate is customized to a specific application, and the volume percentage of infused CNTs can be varied from less than 1 percent to more than 30 percent.
Scanning electron microscopic (SEM) analysis reveals that the CNS grow radially outward from the glass filaments in a highly random and structurally entangled manner and that the nanostructures have “shared walls,” notes Shah. “It’s a combination of single-walled, multiwalled and highly branched forms, held together via physical bonds and Van der Waals forces.”
Testing shows that the CNS typically exhibit 2 to 10 shared walls, are 5 to 20 nm in diameter and are 5 to 200 µm in length. “Our data show that the CNS produced are chemically pure and thermally stable,” Shah maintains. The team also is working to encourage CNS growth along the fiber axis, aligned with the fiber, for undisclosed applications.
ANS’ process can grow CNS on carbon fiber filaments, but Shah reports that it is tough to grow carbon on carbon, without a few tweaks. The carbon process line, located in another section of the facility, is similarly enclosed, but its growth chamber must operate at a higher temperature. Other materials, such as ceramic fibers and metal fibers, also have supported CNS growth on an experimental basis.
Applications for infused fabrics
Based on initial tests, the ANS/Owens Corning team is excited about the potential applications for the CER materials. The fact that CNS are already bonded to the fiber surface ensures a better fiber/matrix bond than can be achieved with CNT-filled resin systems during the composite molding process, says Shah, resulting in better composite part performance. The CER reinforcements are easily prepregged or resin-infused, and they are compatible with a number of different resin systems.
Compared to untreated glass fiber in a standard epoxy resin, a CER glass/epoxy composite delivers improved in-plane shear strength and greater interlaminar shear strength. When CER carbon/epoxy and untreated carbon in epoxy are compared, the former shows strength increases similar to that achieved with CER glass/epoxy and demonstrates significantly higher fracture toughness than conventional carbon/epoxy. Because the nanostructures are so small, says Shah, they add little weight to the reinforcement, yet deliver tremendous functionality.
One of the team’s initial focus areas has been the use of CER material as a replacement for the metal grids and meshes now used in composite laminates for lightning strike protection. According to Shah and Owens Corning’s senior research associate for composites, David Hartman, through-thickness electrical conductivity testing has demonstrated that a CER glass/epoxy laminate offers 14 orders of magnitude greater conductivity than an untreated glass/epoxy — not as conductive as copper but competitive with many metals. Says Hartman, “This technology allows us to make a composite laminate more metal-like for applications where metal is the typical solution.” Initial lightning strike tests show that the material functions well: It can dissipate a charge without damage to the laminate.
Shah adds that the inherent conductivity of the CER materials makes it a candidate for structural health monitoring (SHM) applications as well. That is, the material itself could act as an in situ electrically conductive nanosensor in “smart” body armor, for example. CER also could function in a de-icing system, acting in the capacity of a resistive heating element. Further, tests demonstrate that CER composites provide better EMI shielding than many metals and that effectiveness increases as the volume percentage of infused CNS in the fabric increases.
ANS and Owens Corning expect that the rapid, continuous CER production process will scale up to meet the demands of large-volume applications, providing mechanical properties as well as customizable electrical and thermal conductivity. The two companies insist that the process is not only possible, but also practical. “In the end,” concludes Byron Hulls, Owens Corning product and programs director, “any technology brought to market has to be cost-competitive.” Although the team has not publicly targeted a specific price, Hulls maintains, “We’re in this project because we believe the process is economically viable.”
If they’re right, CER has the potential to bring nanotechnology down to earth and into the hands of composites
fabricators.








Related Content

Composite products designed for efficiency, performance and sustainability
CAMX 2025: Whether through weight reducing or strength enhancements, 3M designs its microspheres, ceramic fibers, films and LSP materials and composite resins to meet its customers application demands.
Read More
Composite, adhesive and core solutions focus on performance, reducing carbon footprint
JEC World 2025: Gurit celebrates 190 years with a display of its product variety — from Spabond 400, resins, prepregs and Gurit PET to BalsaFlex, Opticore and other core systems.
Read More
Innovations deliver improved composite bonding, sealing and structural reinforcement
JEC World 2025: L&L Products is exhibiting newly announced and proven technology solutions for composites fabricators, addressing core, adhesive and sealant needs.
Read More
BiDebA project supports bio-based adhesives development for composites
Five European project partners are to engineer novel bio-based adhesives, derived from renewable resources, to facilitate composites debonding, circularity in transportation markets.
Read MoreRead Next

From specialty fillers to space elevators
Nanomaterials research and early commercialization set stage for promising future of nanocomposites.
Read More
Cutting 100 pounds, certification time for the X-59 nose cone
Swift Engineering used HyperX software to remove 100 pounds from 38-foot graphite/epoxy cored nose cone for X-59 supersonic aircraft.
Read More
Ceramic matrix composites: Faster, cheaper, higher temperature
New players proliferate, increasing CMC materials and manufacturing capacity, novel processes and automation to meet demand for higher part volumes and performance.
Read More