
Deepsea submersible incorporates composite pressure capsule
Spencer Composites Corp. (Sacramento, Calif.) fabricates the inner carbon/epoxy composite pressure capsule for a submersible deepsea vessel the late Steve Fossett was to take to the depths of the Pacific Ocean's Mariana Trench.


A filament-wound cylinder, the DeepFlight Challenger’s cylindrical pressure capsule tube, when complete, will have a thick glass viewing dome on one end and a titanium foot dome on the other. Source: Spencer Composites
An artist's conception fo the finished winged submersible craft. Source: Spencer Composites
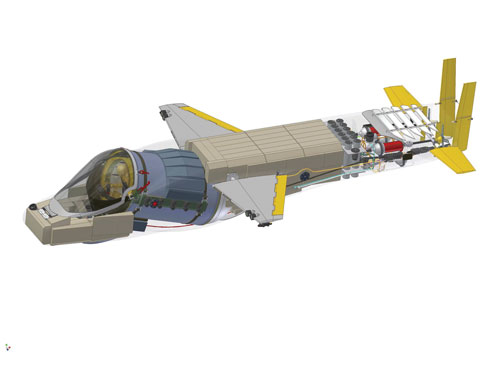
The artist's conception, with external covering removed, shows the pressure capsule's canted position near the submersible's nose. Source: Spencer Composites



Prior to his untimely death in 2007, record-setting aviator and adventurer Steve Fossett — the first balloonist to fly nonstop around the world — was preparing to make a solo journey to the bottom of the Challenger Deep in the Pacific Ocean’s Mariana Trench, the deepest point in the undersea world. He aimed to exceed a 36,000 ft/19,500m dive made in 1960 in the same location by Jacques Piccard and U.S. Navy lieutenant Don Walsh in the bathyscaphe Trieste. His self-financed, one-person winged submersible vessel, the DeepFlight Challenger, was designed by Hawkes Ocean Technologies (HOT, San Francisco, Calif.).
HOT subcontractor Spencer Composites Corp. (Sacramento, Calif.) was given the task of designing and fabricating the DeepFlight Challenger’s inner carbon/epoxy composite pressure capsule. A filament-wound cylinder, the capsule has a thick glass viewing dome on one end and a titanium foot dome on the other. The domes would be attached to the composite laminate via bonded titanium rings. The tube wall thickness had to be sufficient to resist a biaxial stress field exerted by the deep ocean pressure of approximately 16,000 psi/1,100 bar, with a 1.5 factor of safety. According to Spencer Composites’ principal Brian Spencer, all other design factors, which included water ingress, temperature performance and ability to withstand handling loads in and out of the water, were insignificant compared to the external pressure load.



“A vessel for containing internal pressure, such as a hydrogen storage tank, puts carbon fiber in tension, which is the preferred loading state to achieve maximum composite performance. A pressure vessel for external pressure is more demanding because the composite strength in compression is much less than in tension.” Fiber volume, voids and delaminations become much more important, he adds, because these characteristics significantly impact the composite’s compressive strength and buckling resistance.
Using the finite element software code COSMOS/M orignially developed by Structural Research and Analysis Corp. (Santa Monica, Calif.) but now licensed by Dassault Systèmes SOLIDWORKS (Concord, Mass.), Spencer developed and optimized a laminate that uses only hoop and axial plies, in a ratio of about two hoops for every axial, using a repeated sequence that reduces strain variation through the laminate wall. “To reduce the strain variation and allow a higher overall applied load, we varied the hoop modulus through the wall thickness,” he explains. “The inner laminate has higher hoop stiffness than the outer laminate.” To ensure that the capsule would withstand full ocean pressure, the hoop compressive strain capability was targeted at 0.45 percent.
Spencer built a number of half-scale tubes to test several designs, including different hoop-to-axial fiber ratios, variations of fiber type and fibers of different moduli in the laminate. Tests were conducted at Pennsylvania State University’s (State College, Pa.) test laboratory, one of a handful in the U.S. able to generate the necessary compressive stress loads. Results were compared to the finite element model and anticipated failure modes. Spencer reports that the subscale samples withstood a maximum fiber compressive stress of more than 125 ksi/1,250 MPa and exhibited compressive strain capability that exceeded 0.48 percent.
The full-scale capsule was fabricated using a Spencer Composites-designed 4-axis CNC machine adapted for filament winding. The machine layed down a 2-inch/50-mm wide band of carbon fiber supplied by Grafil Inc. (Sacramento, Calif.). The toughened epoxy resin matrix was custom formulated by Spencer. The resulting oven-cured laminate, 5.15 inches/130 mm thick, has a fiber volume of 67 percent and “essentially zero voids,” claims the company. The finished capsule was delivered to HOT shortly before Fossett’s 2007 airplane accident.
The capsule is oriented at an angle within the 17.67 ft/5.4m long, 13 ft/4m wide, 5.5 ft/1.7m high submersible craft (see renderings above). The total weight is 4,730 lb/2,150 kg.
Currently owned by the Fossett estate, DeepFlight Challenger reportedly is capable of diving to deeper than 36,000 ft and returning to the surface in about five hours, claims HOT founder Graham Hawkes.
Mitsubishi Chemical Carbon Fiber & Composites Inc.








Related Content

Developing bonded composite repair for ships, offshore units
Bureau Veritas and industry partners issue guidelines and pave the way for certification via StrengthBond Offshore project.
Read More
Pultron Composites GFRP rebar addresses facility, marina project challenges
The company’s Mateenbar GFRP rebar has led to more durable solutions for production of a new medical research center, and to improve structures regularly exposed to harsh marine conditions.
Read More
Evolving natural fiber technology to meet industry sustainability needs
From flax fiber composite boats to RV exterior panels to a circularity model with partnerships in various end markets, Greenboats strives toward its biomaterials and sustainable composites vision in an ever-changing market.
Read More
FIDAMC expands composites R&D into new markets and advanced manufacturing centers
Pioneering technocenter advances RTM, thermoplastic composites, additive manufacturing, microwire, novel lighter weight LSP and more.
Read MoreRead Next

Polestar 5 takes aesthetics and circularity approach to biocomposite seatback design
The 2026 Polestar 5 expands the company’s use of sustainable materials design in the interior, including flax fiber/thermoplastic seatbacks that save 7 kilograms of weight and reduce overall plastics use.
Read More
Bonded fastening meets the digital factory
Automation and XR tools aim to scale adhesive fastening for composites at next-gen aerospace production rates.
Read More
Kaneka BMI material attains >25% lead time, >20% tool cost reductions in Janicki evaluations
Process evaluations find that novel BMI polymer chemistry addresses longstanding manufacturing challenges of BMI tooling prepregs while maintaining high temperature performance and durability.
Read More