
Composites recycling becomes a necessity
Boeing and Airbus each is generating as much as a 1 million lb of cured and uncured carbon fiber prepreg waste each year from 787 and A350 XWB production. If you include the entire supply chain for these planes, the total is closer to 4 million lb/year. And with the automotive industry poised to consume (and waste) more carbon fiber than ever, recycling of composite materials has become an absolute necessity. The technology is there, but the markets are not. Yet.





SGL Automotive Carbon Fibers (Wackersdorf, Germany) processes CF scrap from weaving and preform kitting operations for reuse in the BMW i-series CFRP Life Module. Reclaimed fiber is incorporated into stitched nonwoven materials (see next photo), which are then molded into the i3’s rear seat structure and roof sections for both the BMW i3 (pictured) and i8. Source: BMW.



Boeing and Airbus each is generating as much as a 1 million lb of cured and uncured carbon fiber prepreg waste each year from 787 and A350 XWB production. If you include the entire supply chain for these planes, the total is closer to 4 million lb/year. And with the automotive industry poised to consume (and waste) more carbon fiber than ever, recycling of composite materials has become an absolute necessity. The technology is there, but the markets are not. Yet.
The problem is not a technological one. In fact, there are now more companies than ever that offer composites recycling services and are able to reprocess everything from dry fibers to uncured prepreg to cured parts and structures. The fiber that results from these processes, however, is discontinuous and almost always chopped, which makes it suitable for a limited range of products, applications and processes. Because of this, the challenge facing recycled composites revolves around application and market development, which is only in its infancy. One promising application is aircraft interiors, which could benefit substantially from the lightweighting opportunities presented by recycled carbon fiber.
The Composite Technology Center (CTC, Stade, Germany), a subsidiary of aircraft manufacturer Airbus (Toulouse, France), is dedicated to developing new technologies for the production and assembly of carbon fiber-reinforced plastic (CFRP) composites for aircraft. In December 2014, CW reported on a CTC project designed to demonstrate the use of recycled carbon fiber (RCF) materials in a full-scale aircraft interior sidewall panel (see “Recycling carbon fiber for structural applications” under “Editor's Picks,” at top right). Demonstration panels are now complete and in testing. When CW revisited the project, CTC researcher Tassilo Witte explained more about its motivation and future implications. “Currently, production of recycled carbon fiber exceeds the market demand because too few potential applications using these materials have been investigated up to now,” he noted. “With a recycling capacity of more than 1,000 MT per year in Germany alone, there is a significant source of raw material to be tapped!” And more recyclate is generated each day.
The CTC’s project’s goal, then, was to begin developing parts using this RCF stockpile. “Instead of using continuous glass fiber,” says Witte, “we use short-length recycled carbon fiber, which competes directly, performance-wise.”

RCF for cabin panels: Four full-size aircraft interior sidewalls, made using carboNXT recycled carbon fiber veil prepregged with Gurit standard phenolic resin, were produced at Diehl Aircabin’s facility and are now undergoing tests. One of the four is shown here at far left, half covered with decorative foil (white) and the other half, showing the uncoated RCF composite (black). It reportedly has a surface finish equal to or better than that achieved on conventional glass sidewalls like the sample (coated and uncoated) displayed to its right. Source: CTC.
Targeted development
Witte walks CW through project’s timeline. “At the beginning of 2013, we started looking at CFRP recycling and talking to recycling companies, analyzing the supply chain from raw material production all the way to companies who use the recycled CF products.” Witte then assembled a team that included CarboNXT (Stade, Germany), RCF materials supplier; Gurit (Kassel, Germany), a phenolic prepregger; cabin lining manufacturer Diehl Aircabin (Laupheim, Germany) and aircraft OEM Airbus.
“Our first goal was to investigate the performance of RCF materials,” Witte recalls, noting one of the first questions the team faced: “Was it even possible to reuse the reclaimed fibers in an aircraft application?” CTC characterized veils made from CarboNXT RCF materials as well as monolithic laminates made with the veils. Produced by CFK Valley Recycling (Wischhafen, Germany), these RCF veils began as either dry fiber scraps, prepreg waste or parts. The materials were sorted according to state of processing and type of carbon fiber, and then crushed in preparation for pyrolysis. Temperatures of 400-500°C in the oxygen-excluded pyrolysis furnace removed any remaining matrix materials but preserved fiber properties. CFK Valley Recycling then conditioned the fiber surface for optimum adhesion as required by its prospective end-use. The fibers then were cut to a standard length and processed into a nonwoven veil, using either wet-lay or air-lay textile machines (see “Recycled carbon fiber update: Closing the CFRP lifecycle loop” under “Editor's Picks”). After six months of testing, CTC had evaluated the RCF material properties and determined that they could meet basic composite laminate requirements.
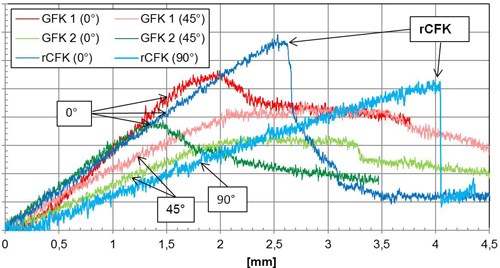
Recycled carbon fiber vs. glass fiber: Three-point bending test results After evaluating myriad RCF material and composite properties, CTC determined that they could meet basic aircraft composite laminate requirements and compete well with current glass fiber materials used in sidewalls. These three-point bending test results show that sandwich panels made using RCF veil prepregs (dark and light blue curves) outperform glass fiber fabrics in both 0° (direction of veil production) and 90° directions. Source: CTC.
“Our next goal,” says Witte, “was to identify a part for demonstration.” Interior panels were a good candidate, because they serve as aesthetic surfaces but are not primary structures —a use for which RCF materials have already demonstrated a good fit, for example, in automotive seat components (see “CAMISMA’s car seat back: Hybrid composite for high volume" under “Editor's Picks”). By August 2014, a typical airliner interior cabin sidewall was chosen. Considered secondary structure, these curved liners are attached to the fuselage by clips and provide an interior surface with cutouts for windows but carry no fuselage loads, as do window frames.
Only the woven S-glass fabric of the liners was targeted for replacement. “We decided to leave everything else unchanged,” says Witte, “because it offered the most practical approach to demonstrate usability, near term.” The team outlined the process requirements and began work to optimize the RCF material for process and equivalent performance at the same or less weight.
By the end of 2014, CTC and its supply chain team had produced the first batch of short-fiber RCF veil materials prepregged with phenolic resin and measured their properties. Several months later, the first sandwich specimens were made using RCF veils and honeycomb core.
“Now we began to look at the final part design and proceeded through several rounds of optimizing the RCF veil for fiber length, areal weight and thickness,” says Witte. By July 2015, the product design and semi-finished product (prepreg) specification were completed. The following month, the first production run of RCF veil prepreg, with phenolic resin, was completed at Gurit. By September, the project team had made four full-size (1.2m tall by 1m wide) demonstrator parts at the Diehl Aircabin facility.
Success on the first try
Full-scale demonstration sidewalls were molded via the conventional “crushed core” process (see “Advanced materials for aircraft interiors” under “Editor's Picks”) that is typically used by Boeing, Airbus and their Tier 1 suppliers to produce curved interior panels. Honeycomb core, typically made from Nomex aramid paper, is crushed down to a predetermined thickness in a large press by heated steel molds under pressures greater than 10 bar. Processing times are approximately 15 minutes, after which a decorative, wear-resistant film is typically applied (see the photo at left).
The process reportedly went more smoothly than anyone expected. “After 18 months of development, we wouldn’t have thought that the first part produced in the serial machines would be perfect, ready to use,” recalls Witte. “But we produced four parts, one after each other, in two hours with no issues, and I was amazed at how good the surface quality was.”
Although there often is a dimpling effect where the laminate bridges the honeycomb cells in conventional sidewall production, “with the RCF material we didn’t see that effect,” Witte notes. Beyond its potential to reduce molding time and cost in post-finishing, the RCF sidewalls also achieved a 22% weight reduction.
The sidewalls are currently undergoing mechanical properties testing and tests against conventional sidewalls in categories that include noise abatement (acoustic damping) and thermal performance. Acceptable fire, smoke and toxicity (FST) performance was confirmed during coupon and laminate plate testing before full-scale parts were molded. “The plan is that by mid-2016, we will reach TRL 6 and start preparing for serial production,” says Witte.
“The entire composite industry must start to change from a linear supply chain to a circular supply chain,” says Witte, “and we are now one step closer to a circular lifecycle loop for CFRP materials!”
For more about carbon fiber recycling technology and market development, read "Recycled carbon fiber update: Closing the CFRP lifecycle loop."
Recycling at CAMX 2016
At CAMX 2016, leading experts and industry professionals will share their insights and experiences in composite recycling. The CAMX featured session, "The Road Ahead for Composite Recycling: Obstacles, Options, and Opportunities," will feature a panel of global leaders from top companies in markets such as automotive, aerospace and wind currently involved in recycling projects. The panelists will detail what challenges they currently face and also foresee in composite recycling, and what the business case for composites could be. This session, along with other education offered at CAMX, will address what new innovations companies are working on related to waste material, opportunities in joint ventures recycling programs, and challenges running an effective recycling program.








Related Content

Prepreg compression molding supports higher-rate propeller manufacturing
To meet increasing UAV market demands, Mejzlik Propellers has added a higher-rate compression molding line to its custom CFRP propeller capabilities.
Read More
Bladder-assisted compression molding derivative produces complex, autoclave-quality automotive parts
HP Composites’ AirPower technology enables high-rate CFRP roof production with 50% energy savings for the Maserati MC20.
Read More
Cutting 100 pounds, certification time for the X-59 nose cone
Swift Engineering used HyperX software to remove 100 pounds from 38-foot graphite/epoxy cored nose cone for X-59 supersonic aircraft.
Read More
Low-cost, efficient CFRP anisogrid lattice structures
CIRA uses patented parallel winding, dry fiber, silicone tooling and resin infusion to cut labor for lightweight, heavily loaded space applications.
Read MoreRead Next

Post Cure: 3D printed plastic, composite mouthstick designs assist limited-mobility users
Three M Tool and Machine has used its in-house additive manufacturing capabilities to rethink medical devices like mouthsticks, which must be stiff, lightweight and comfortable enough for everyday use.
Read More
Advancing bonding, coating and sealing to 4.0 systems for composites, metals and more
Brighton Science uses decades of experience, 2-second surface measurements and a framework of data-based specs and KPIs to help manufacturers advance toward reliable, predictable bond quality for faster, high-performance production.
Read More
Dialing in composites performance via dynamic digital twins
Sport Dynamics Lab uses Flexdynamics testing, digital models and AI tools to compare designs, materials and systems, enabling optimization with potential for propellers, drones and vibrational structures.
Read More