
Fast and Faster: Rapid-cure resins drive down cycle times
New systems include sub-1-minute cures ideal for higher automotive production volumes.



Ask automakers why they’d like to use more composites on passenger vehicles and most of them will list familiar attributes: low weight-to-strength or -stiffness, tooling costs at low-to-medium production volumes that are modest vs. those for metal parts, better damage tolerance (e.g., high resistance to dents and scratches), elimination of corrosion, and greater component design freedom at no additional cost. Ask them what’s holding back greater uptake and they’ll point to immature design tools that don’t yet accurately predict the performance of anisotropic composites (leading to slow and costly redesign), to higher part costs vs. legacy materials — particularly for advanced composites — and to conversion technologies that are still too slow to keep up with the auto industry’s medium-volume programs, let alone production schedules for high-volume models, which are the ultimate targets.



“Most-proven” system
Hexion Inc. (Columbus, OH, US) spent five years developing and commercializing three grades of fast-cure epoxies for the automotive production line. In fact, the company claims its technology is the market’s most proven, thanks to BMW 7 Series vehicles (from BMW AG, Munich, Germany), which feature 16 carbon fiber-reinforced composite (CFRP) parts mainly produced via liquid compression molding (LCM – also called wet pressing) or high-pressure resin transfer molding (HP-RTM), using Hexion’s fast-cure epoxies. The company says it developed the resin system to match BMW’s performance and production-speed requirements for both the LCM and HP-RTM processes.
The work’s nexus was the twin desire among automakers for higher productivity (via faster cycle times) and excellent impregnation (regardless of part type) explains Sigrid ter Heide, Hexion’s global market development manager – transportation. “This necessitated very low viscosity [20-40 cps] and a long injection window — or thermal latency — vs. cure time,” she explains. “We developed these materials for liquid molding processes [e.g., LCM and RTM] and to be fiber agonistic — to work equally well with carbon or glass, continuous rovings, chopped fibers or fabrics.”
Two additional, specially designed components help round out the system. The first is an internal release agent that enables an entire shift’s worth of demoldings before it becomes necessary to stop and clean the tool, yet reportedly does not interfere with adhesion-sensitive postmold finishing, such as bonding or painting. The second is a multi-ingredient curing agent that helps ensure thermal latency with snap cure. “The system is really pretty well developed and balances processing attributes with excellent mechanical properties, such as toughness and high thermal resistance,” notes Roman Hillermeier, Hexion global transportation technology leader – automotive. He also cites strict control of ingredients and narrow specs that ensure excellent and consistent performance.
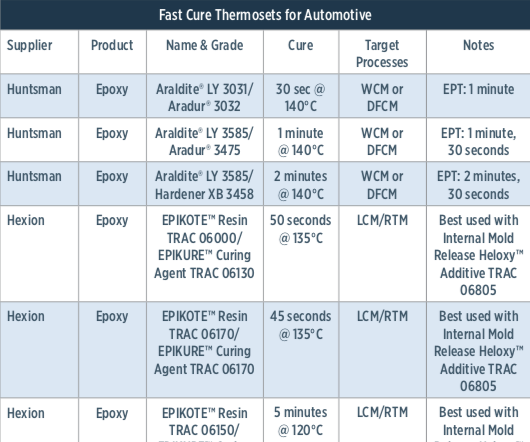
The EPIKOTE resin TRAC 06000 (EPTRAC 06000) with EPIKURE curing agent TRAC 06130 (EKTRAC 06130) is used on BMW 7 Series parts. The more recently introduced EPTRAC 06170/EKTRAC 06170 system offers higher Tg for the same types of parts. And EPTRAC 06150/EKTRAC 06150 is preferred by tier suppliers for easier molding/demolding when processes aren’t fully automated. Cure times are temperature dependent: EPTRAC 06000/EKTRAC 06130 cures in 120 seconds at 120°C, and 50 seconds at 135°C, while EPTRAC 06170/EKTRAC 06170 is 5 seconds faster at the same temperatures (e.g., 45 seconds at 135°C).
All system components are described as Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH)-compliant. Although the resin system’s Tg is technically lower than both the European and North American E-coat (electrophoretic rust-coat) systems applied to the body-in-white (BIW), Hillermeier says that so long as parts are supported (via attachment to a body structure) during E-coat or painting, no surface or dimensional changes should be seen. The system is solvent-free and, therefore, exhibits low volatile organic compound (VOC) emission, regardless of whether the resin is processed in an open or closed mold. Shelf life is comparable to standard epoxies (12 months at room temperature).
Asked if there are exotherm issues, especially with thick parts, both ter Heide and Hillermeier say, no, but add that it’s unrealistic to expect sub-1-minute cures in 10-mm thick parts; however, they say, it is possible with part thicknesses of 1-5 mm. They acknowledge that problems could arise (e.g., premature cure in runners and injection ports), so the emphasis is on the importance of good tool design for any fast-reactive system. No major equipment changes are needed to run these materials other than avoiding corrosion-sensitive metals and natural rubber seals, which are vulnerable to the epoxy chemistry, and selecting faster mixing and injection rates at given temperatures. There already is substantial commercial experience running these materials on processing systems from KraussMaffei Technologies GmbH (Munich, Germany), Hennecke GmbH (Sankt Augustin, Germany) and Cannon USA Inc. (Cranberry Township, PA, US).
Even faster system
Huntsman Advanced Materials (The Woodlands, TX, US) also offers a sub-1-minute-cure epoxy system for automotive. Although one resin grade, Araldite 3031, is offered, it can be paired with one of several curatives to provide four to five different variations. The system was developed at the request of European automakers who wanted advanced composite throughput rates close to steel-stamping speeds. Depending on molding temperatures and part size, cure times reportedly can be as fast as 30 seconds at 140°C, yielding a 1-minute button-to-button molding cycle.
The materials are described as so reactive that they must be used in conjunction with injection or 2K mixing/dispensing systems, making them ideal for liquid molding processes (RTM and LCM) or, more specifically, Huntsman’s own dynamic-fluid compression molding (DFCM) variant (see Learn More). The latter is said to provide higher fiber-volume fractions (to 65%) than epoxy typically achieves in RTM. “Folks are comfortable with prepreg cure speeds and know-how to take advantage of those systems,” notes Matt Pogue, Huntsman’s market development manager. “The real trick is to bridge the gap between niche production runs of 1,500 and medium-production volumes of 30,000 to 75,000 units annually on a single tool set. To achieve that level of productivity, you have to have a 30-second cure. Right now, industry is still trying to understand what kind of investment is required to achieve those speeds.” He notes that Huntsman did a full analysis of cost/weight saved for mid- and high-volume vehicle classes. Although he acknowledges that a number of assumptions were made in the study, he also says that even at volumes above 100,000 parts/yr, advanced composite part costs are in the same range as those for reinforced polyamides. “With these numbers, we’re getting a lot of interest from people who already know a bit about structural thermoplastics,” adds Pogue, referring to those familiar with injection overmolding. “On top of that, we’re giving them a process that fits into the cultural norms of automotive, as we’re not asking them to do closed mold injection with preforms.”
The new resin system is fiber agnostic, works equally well with fine- or heavy-tow fibers and heavy fabrics, offers the year-plus shelf life of conventional epoxies and works on conventional epoxy processing equipment. That said, it is definitely designed for continuous- rather than discontinuous-fiber systems, such as SMC. The technology is no more prone to exotherm issues than RTM, and typical parts are up to 2 mm thick. Can it handle paint and E-coat temperatures? “That depends on how the part’s supported [e.g., on the BIW],” says Carl Holt, Huntsman technical service manager. “We’re doing studies on that now, but our focus when designing this system was to make it cure fast and be affordable, not to have a high Tg. To get those kinds of changes, you have to start giving something up somewhere.” The technology is in commercial trials and customers are reportedly pleased with the results.
One advantage Huntsman says it offers customers is in-house expertise in flow-reaction modeling, using commercial codes like PAM-RTM (ESI Group, Paris, France). “Our expertise in modeling resin reactions comes into play when we start running trials,” adds Holt. “Rather than spending days figuring out pressures, temps and injection speeds, we load a customer’s part design into the software and do all that work up front. Then, on the day of the trial, we go in, dial in the numbers, and within one to two tries we’re consistently making good-quality parts.”
Snap-cure latecomers
Solvay Composite Materials (Alpharetta, GA, US) entered the snap-cure resins market in early 2017 with the introduction of SolvaLite 730, developed for high-volume automotive applications. SolvaLite 730 is a thermoset prepreg comprising what the company says is novel chemistry (i.e., not based on an existing resin matrix). Designed for high-volume applications, SolvaLite 730 reportedly offers low tack, a 3-minute cure at 150°C, a 1-minute cure at 170°C and storage stability at room temperature for up to six months. The company is targeting compression molding with this material. The resin also offers low enthalpy, a Tg of 130°C, demoldability at 170°C and a reduced total cost of ownership thanks to longer tool life, ease of storage and reduced scrap rates. Carbon fiber formats offered initially are UD fabrics of 150 or 300 gm2, made with high-strength 5K carbon fiber. Solvay also is offering a 380-gm2, 2x2 twill, made with high-strength 12K carbon fiber.
Dow Automotive (Auburn Hills, MI, US) also introduced in 2017 its Vorafuse Epoxy P6300, a prepreg offered in conjunction with carbon fiber supplier DowAksa (Marietta, GA, US). It also is targeted toward automotive compression molding, offering a 2-minute cure and is room-temperature stable for up to 30 days. This material was originally developed for the Ford GT (Ford Motor Co, Dearborn MI, US) and was applied as well in an Aston Martin automotive trunk frame structure manufactured by Faurecia (Nanterre, France) via RTM using Dow’s Voraforce 5300 epoxy and chopped carbon fiber mat. Dow officials say the part has a post-injection cure time of 90 seconds.
What’s next?
These new systems help position advanced composites to compete with steel and aluminum. Is it possible to squeeze even more time out of reaction chemistry? Both companies say, yes, but note other hurdles must be overcome first. “We know what levers to pull to go even faster, but you will give something up to do that, and we haven’t heard anyone say that 30-second cures are too slow,” quips Pogue, adding, “That won’t impact the cost of CFRP parts the way taking cost out of carbon fiber will.”
“While industry is looking for ways to make advanced composites technology more cost-competitive, rather than pushing for even faster cure times, greater cost reductions will be seen with more efficient carbon fiber usage, switching to recycled materials or through scrap reduction,” adds ter Heide. “In fact, the best performance may be achieved with a hybridization of technologies."














.jpg;maxWidth=300;quality=90;format=webp)

Related Content

Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
Read More
Multi-material steel/composite leaf spring targets lightweight, high-volume applications
Rassini International was challenged by Ford Motor Co. to take weight out of the F-150 pickup truck. Rassini responded with a multi-material steel/composite hybrid leaf spring system that can be manufactured at high volumes.
Read More
Materials & Processes: Fibers for composites
The structural properties of composite materials are derived primarily from the fiber reinforcement. Fiber types, their manufacture, their uses and the end-market applications in which they find most use are described.
Read More
Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More