
Electroimpact’s 6-axis continuous fiber 3D printer, one part of future multi-functional manufacturing cell
The Scalable Composite Robotic Additive Manufacturing (SCRAM) system 3D prints with continuous fiber tape or filament and seamlessly swaps end effectors for large-scale pellet deposition and CNC machining.




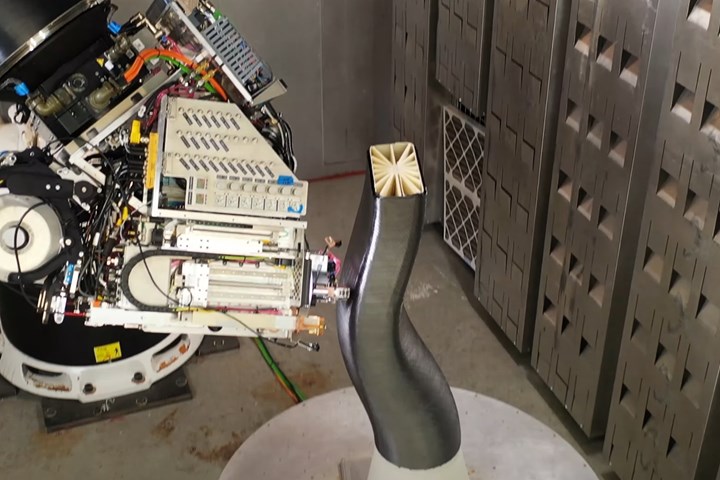
Source | Electroimpact
Electroimpact (Mukilteo, Wash., U.S.) has integrated an out-of-autoclave (OOA) in-situ consolidated thermoplastic automated fiber placement (AFP) process and an advanced fused filament fabrication (FFF) 3D printing process into a unified Scalable Composite Robotic Additive Manufacturing (SCRAM) system. SCRAM is a true 6-axis, industrial continuous fiber-reinforced 3D printer, which enables the tool-less rapid fabrication of aerospace-grade integrated composite structures. High-performance thermoplastics combined with a high percentage of continuous fiber reinforcement are used to produce parts with exceptional material properties previously unheard of in the world of additive manufacturing. Electroimpact asserts this technology has no equal in the industry.
“True 3D” printing
Most 3D printing processes are accurately described as “2.5D” printing, because material is deposited successively in flat slices, which are then stacked together to form a 3D object. The SCRAM process, however, can be considered “true 3D” printing because layers of continuous fiber-reinforced thermoplastic can take the shape of complex contours, such as aerodynamic surfaces and ducts for fluid flow. Furthermore, because it is a 6-axis process, fiber orientation within each layer can be tailored to the specific application to provide optimal strength and stiffness distribution throughout the part, much like a conventional AFP system.



Tooling printed on demand
Each SCRAM cell is equipped with not only a reinforced thermoplastic printing system – a scaled-down, more dexterous AFP with in-situ consolidation (ISC) – but also a rapid tool fabrication system based on an advanced FFF printing process. Conventional automated fiber layup requires a substantial investment in hard tooling that is inflexible, expensive and requires long-lead times. In contrast, SCRAM can simply print the support tool on demand, starting from just a flat plate. Later, after the part has finished printing, the tool material is dissolved away, enabling rapid design iterations. It also allows creation of part geometries such as internal channels that are difficult or impossible to produce via conventional means.
Multi-material system

Loading of continuous carbon fiber-reinforced thermoplastic composite tape into Scalable Composite Robotic Additive Manufacturing (SCRAM) system. Source | Electroimpact
In addition to the continuous fiber-reinforced thermoplastic printing process (AFP ISC) and the FFF support tool printing process, SCRAM cells are also fitted with an FFF nozzle optimized for deposition of thermoplastic material reinforced with short or “chopped” fiber. A proprietary laser heating system is incorporated, producing exceptionally strong bonds between layers. This process is ideal for situations where laying up continuous fiber is geometrically impossible or otherwise doesn’t make sense.
Like the continuous fiber process, this is a “true 3D” printing process where the layers are not constrained to a stack of planes. Complex geometries such as variable-density core and other internal structures can be printed directly onto continuous fiber-reinforced layers with widely varying curvature. If desired, continuous fiber-reinforced layers can then be deposited on top of the chopped fiber-reinforced core structure, forming an upper skin. Example materials include:
- PAEK (polyarylketone) family thermoplastics (PEEK, PEKK, etc.)
- Nylons and other low-temp thermoplastics (PA12, ABS, etc.)
- Water-soluble thermoplastics
- Carbon fiber
- Glass fiber
- Boron fiber.
SCRAM cell configuration
Electroimpact’s SCRAM system uses a Siemens 840D CNC controller and 6-axis robot with its patented Accurate Robot package, including a continuous 6th robot axis for utilities pass-through with unlimited rotation. The tool change interface allows end effectors to be picked up and dropped off seamlessly including a multi-material deposition end effector.
The cell includes a heated build platform with rotating hot plate and is housed in a heated build chamber to control thermal expansion and shrinkage. SCRAM also comes standard with a coupon and calibration stand, CAM part programming software suite and training for operators, mechanics, and programmers.
Optional features include:
- High-throughput plastic pellet extrusion end effector, for depositing
large support tools quickly from inexpensive feedstock;
- Subtractive machining end effector, for trimming parts and conditioning support tool surfaces for optimal finish and accuracy;
- Partially reusable support tool system incorporating a water-soluble sacrificial layer for short production runs.
About Electroimpact

Scalable Composite Robotic Additive Manufacturing (SCRAM) system team includes (left to right) Cody Brown, Jordan Peterson, Ryan Bischoff and Reese Allen. Source | Electroimpact
Electroimpact is an experienced supplier of manufacturing automation and tooling to the aerospace industry. The company is a haven for engineers, who are vertically responsible for all work from concept to customer acceptance with minimal bureaucracy. Their projects include complete automation assembly systems for commercial aircraft wings, AFP (automated fiber placement) systems, high-accuracy robotic drilling and fastening machines, riveting machines for wing panel and fuselage assembly and spacecraft and satellite handling equipment.












Related Content

The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
One-piece, one-shot, 17-meter wing spar for high-rate aircraft manufacture
GKN Aerospace has spent the last five years developing materials strategies and resin transfer molding (RTM) for an aircraft trailing edge wing spar for the Airbus Wing of Tomorrow program.
Read More
Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More