
Composite repair: Lessons learned, challenges and opportunities, Part I
As aerospace companies look to increase the scope and quality of repairs, through standardized training and increased automation, their lessons learned (outlined here in Part 1 of a two-part examination) can smooth the repair path for other industries.

Lou Dorworth has been involved with the advanced composites industry since 1978 and has worked with Abaris Training (Reno, NV, US) since 1983, where he currently manages the Direct Services Division. Lou’s experience includes composite material and process (M&P) engineering, manufacturing engineering, tool engineering/design and tool fabrication. He is a member of the Society for the Advancement of Material & Process Engineering (SAMPE, Covina, CA, US), the Society of Manufacturing Engineers (SME, Dearborn, MI, US) and the Society of Plastics Engineers (SPE, Bethel, CT, US), as well as a frequent conference presenter and co-author of the popular textbook, Essentials of Advanced Composite Fabrication & Repair, published by Aviation Supplies & Academics Inc.
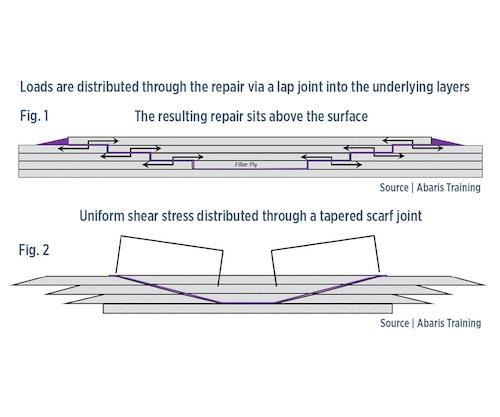
Figs. 1 & 2: In Fig. 1, Loads a distributed through the repair via a lap joint into the underlaying layers. The result is that the repair sits above the original part surface. In Fig. 2, there is uniform shear tress distribution through a tapered scarf joint.

Fig. 3: Stepped repair area created by DMG Mori’s automated mobileBLOCK system. Source: DMG MORI



Over three decades, the aerospace industry has collaborated successfully to produce standard composite repair designs, materials and methods and foster confidence in the ability to repair composite structure. As aerospace companies look to increase the scope and quality of repairs, through standardized training and increased automation, their lessons learned (outlined here in Part 1 of a two-part examination) can smooth the repair path for other industries. The opportunity to avoid costly repair issues, however, could be missed if the OEMs and owner/operators in these industries resist collaboration and the resulting standards and technology necessary for an effective repair supply chain.
From bolted doublers to bonded repair.
At Lear Fan Ltd. in the early 1980s, the common repair method for composite structures was bolted doubler repair, because this was the way metal struc- tures were repaired. Applying CFRP doublers to CFRP structures, we quickly learned that the common aluminum alloy fasteners experienced galvanic corrosion in contact with carbon fiber. So we switched to stainless steel, and later, titanium fasteners.
The bonded patch step repair followed soon thereafter, which was the standard approach used for a multi-layered metal structure. The damaged material from each layer was removed in progressively larger diameters, creating a stepped surface in which to replace plies (Fig. 1, at left). For composites, this posed serious challenges. The first was to remove the damaged material down to the undamaged layer without intruding into that ply, which would make the repair larger, and require more time, labor and risk to return the structure to acceptable performance. The second was to actually make repair plies fit into each stepped recess without overlap or gaps — an extremely difficult, operator-dependent task.
The transition from step repairs to tapered scarf repairs began around 1984-1987. These were easier to perform and provided better results. Boeing specified them in its aircraft structural repair manuals (SRMs). Without the steps, you no longer had to worry if you were 1.0 mm off in the repair ply location (Fig. 2).
However, companies making general aviation (GA) aircraft and Airbus were still prescribing step repairs, or alternately, upside-down “wedding cake” taper-scarf repair patches — i.e., the largest diameter ply at the bottom and smallest at the top, covered by a final layer that seals the repaired area. This technique came from the marine industry, which typically used heavy woven roving, where the thick exposed edges were easily accessed later for removal of trapped air and ease of finishing. The approach became unnecessary in the aerospace industry, when thin harness-satin and plain-weave fabrics were used, vacuum bagging was employed for compaction and gas removal, and portable hot bonder equipment monitored and logged repair patch vacuum and cure temperatures. Through the 1990s, the “big ply down” vs.“little ply down” debate continued. Airlines and repair-station tech- nicians were frustrated with the inconsistency in repair methods, and sought simple, efficient techniques. (Note: the big-ply-down method is still employed in some GA repair schemes.)
Bonded and bolted doublers on thin-skin laminates also were prescribed. However, in the early days, there weren’t a lot of fasteners specifically developed for composites, and it was common for wear around the holes to cause fastener pull-out failure. Huck (now Alcoa) and others eventually introduced now common fasteners with larger heads, which dramatically improved performance. Bolted doublers have been used on thick laminates since the 1980s and are often used in non-aerodynamic, flight- critical areas today. The common rule of thumb is to use bolted doublers on thick laminates (>13 mm) and bonded, tapered scarf repair on thin laminates (<3.2 mm), with sufficient analysis to substantiate the appropriate repair design.
Automation, training and increasing allowable bonded repair limits.
Since the 1990s, taper-scarfed repairs have become the method of choice on thin laminate structures, using the small-ply-down-first approach, ensuring a flush overall final ply for an aerodynamic surface. The focus now is on developing standardized repair technician training and adapting repair patch preparation methods, including double vacuum debulk (DVD) processing and automation to extend bonded repairs to increasingly larger areas of damage and flight-critical primary structures (see endnote). The goal is reduced human error and increased precision in nondestructive inspection, damage removal, adhesive bond preparation and repair patch application and cure.
Today’s robotic systems can, indeed, CNC mill each damaged ply from the digitally scanned and verified repair area with preci- sion. Some systems, such as mobileBLOCK from DGM Mori (Bielefeld, Germany) can mill both step and taper scarf surfaces (Fig. 3). However, many of these automated systems still create a stepped repair area, which ironically brings back the old issue of matching the repair plies — although more precision is possible with digital ply cutting capabilities — because repair patch application is typically still done manually. Obviously, the next objective is to automate the patch application and cure.
The increased standardization in requirements for repair technicians and their training has largely been the result of collaboration through the Commercial Aircraft Composite Repair Committee (CACRC), which is administered by SAE International (Warrendale, PA, US), with technician certification provided through the Performance Review Institute (PRI). This group, along with OEMs, operators, suppliers and service providers, has provided a forum for discussion, research and dissemination of repair knowledge (and archiving), and serves as a model for development in other areas.
In Part II, Dorworth will discuss how the automotive and wind energy industries can and are benefitting from aerosapce industry experience. He also will treat this topic in detail at CompositesWorld’s Carbon Fiber 2016 conference (Nov. 9-11, Scottsdale, AZ, US)












Related Content

Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Thermoplastic composites welding advances for more sustainable airframes
Multiple demonstrators help various welding technologies approach TRL 6 in the quest for lighter weight, lower cost.
Read More
Novel dry tape for liquid molded composites
MTorres seeks to enable next-gen aircraft and open new markets for composites with low-cost, high-permeability tapes and versatile, high-speed production lines.
Read More
Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More