
Recyclable epoxy proven in HP-RTM
Recyclamine hardener performs well in global processing trials and cradle-to-cradle recycling demo.





RECYCLAMINE epoxy hardener enables cleavage of cross-links
leaving a thermoplastic epoxy polymer. SOURCE: Fig. 1,
“Recyclable HP-RTM molding epoxy systems and their composite properties”, CAMX 2016.
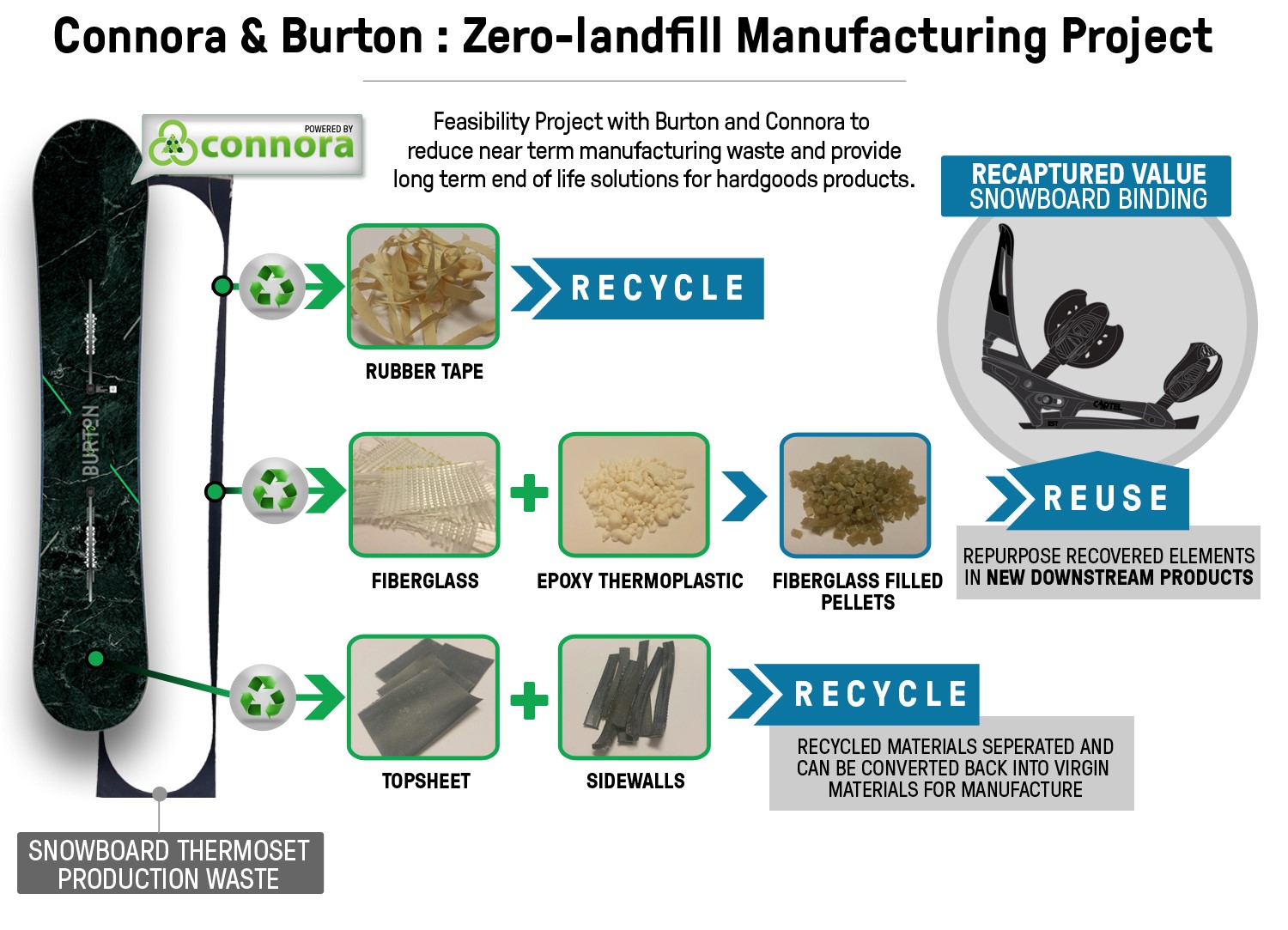
Most of you know about Connora Technologies' (Hayward, CA, US) RECYCLAMINE hardener for epoxy resins that enables recycling of thermoset composites without pyrolysis. (If not, read my blog "Connora makes epoxy truly recyclable".) This is achieved by designing the thermoset cross-links to be broken, which converts the epoxy into long polymer strands, a.k.a. thermoplastic epoxy. Thus, not only can the fibers be captured without chopping or shredding, the resin is also recovered for reuse.



|

|
SOURCE: Connora Technologies.
Great. But does it really work? According to work published by two separate groups in 2016: Yes.
Connora had already presented work in 2013 and 2014 ( CAMX 2014"Recyclable by Design: A Chemical Approach to Recyclable Epoxy Composites,") that explored how RECYCLAMINE works in composites and post-recycled fiber performance. Though RECYCLAMINE can be used in a variety of processes (infusion, filament winding, etc.), the 2016 presentations mainly demonstrated RECYCLAMINE in high-pressure resin transfer molding (HP-RTM) and characterized laminates made from virgin and recycled materials.

Recycling process for RECYCLAMINE 301-SuperSap300 epoxy/8-ply T300 carbon fiber twill fabric laminate. SOURCE: Fig. 2, “Recycling treatment of carbon fibre/epoxy composites …,”
Composites Part B 104 (2016) 17-25, by
Gianluca Cicala, S.D. La Rosa, A. Latteri, R. Banatao, S. Pastine.
The Recycling Process
RECYCLAMINE hardeners feature amino end groups connected by a central group, which is where cleavage of the cured epoxy cross-links is achieved with temperature (70-100°C) and pH (acidic). The composite laminate is placed into hot vinegar, and after 1-3 hours (time depends upon temp.), the resin is dissolved away from the fiber, maintaining the original architecture without degradation or loss of fiber length. The fiber is dried and ready for reuse, while the epoxy is collected as a thermoplastic material akin to a stiff polyamide but with reportedly exceptional adhesive properties.
HP-RTM, Recycle, HP-RTM
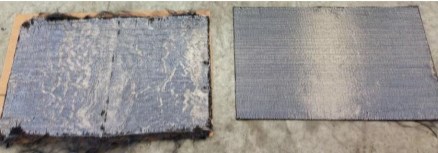
The project completed by Fraunhofer Project Center for Composites Research (FPC, London, Ontario, Canada) and the Dept. of Polymer Engineering at the Fraunhofer Institute for Chemical Technology (ICT, Pfinztal, Germany) aimed to demonstrate cradle-to-cradle recycling of a thermoset composite made using HP-RTM.
A series of 0.5 m2 panels were fabricated using RECYCLAMINE 101 hardener with Entropy Resin’s (Hayward, CA, US) SuperSap 300 bio-epoxy. Unidirectional carbon fiber preforms supplied by SGL (Wiesbaden, Germany) were placed into a heated mold, resin was injected and cured, and parts were demolded for testing.
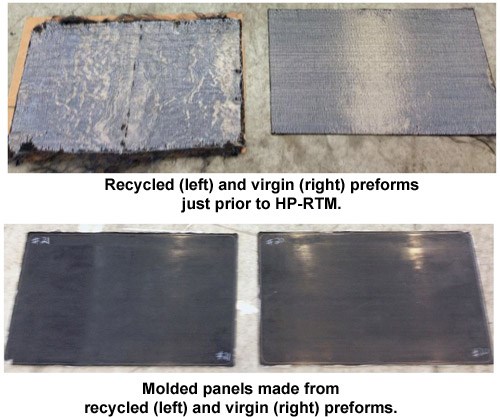
SOURCE: Fig. 2 and 3, “Recyclable HP-RTM molding epoxy systems and their composite properties”, CAMX 2016.
Mechanical testing of the panels made with virgin and recycled preforms showed all moduli values (tension, compression, flexure) to be nominally the same and no significant difference in 0º panel properties. There was a 10-20% decrease in 90º panel strength and corresponding failure strain, which is believed to be due to sample handling during recycling.
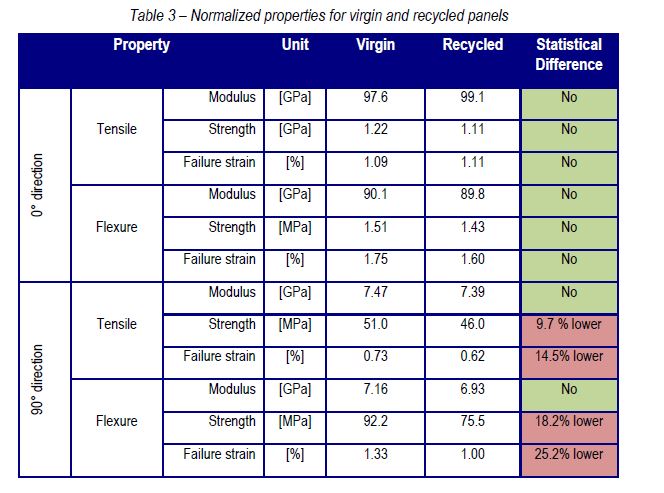
SOURCE: “Recyclable HP-RTM molding epoxy systems and their composite properties”, CAMX 2016.
Italian HP-RTM Studies
The second set of projects was conducted by the University of Catania (Catania, Italy), Dept. of Civil Engineering and Architecture (DICAR) with findings published in Volume 104 of the journal Composites Part B.
HP-RTM panels were made with eight plies of a 190 gsm twill fabric from T300 carbon fiber supplied by Prochima (Calcinelli di Saltara, Italy) in a biaxial layup [0/90]8 and SuperSap 300 epoxy resin with RECYCLAMINE 301 hardener. They were molded using HP-RTM technology developed by Cannon-Afros (Saronno, Italy).
The composite laminates were tested with the following results:
- DSC characterization: Tg of 100°C
- DMA characterization:
Tg of 88°C after 5-min cure at 120°C
Tg of 102°C after 1hr- post-cure at 120°C - Tensile strength: 580 MPa
- Modulus: 23 GPa
- Elongation to break: 3.33%
Composite laminate samples were recycled in a 25 vol % acetic acid solution at 80°C for 1.5 hours. Scanning electron microscope (SEM) analysis showed no significant difference between virgin and recycled fibers and that chemical treatment does produce clean fibers with no damage.
The thermoplastic polymer recovered is described as a poly-hydroxyamino ether (PHAE) with a Tg of 79.5°C obtained via DSC and a tensile strength of 55 MPa and modulus of 2.4 GPa obtained from testing per ASTM D638.
The virgin and recycled materials were determined to be suitable for automotive structural applications and processed well using HP-RTM. A baseline life cycle analysis (LCA) was established with the next step to incorporate results from recovery and re-use of the epoxy thermoplastic. Once this is complete, the LCA will be updated and a life cycle cost (LCC) analysis of the recycling process will be carried out.
Hybrid Carbon and Natural Fiber Composites
Further work demonstrating RECYCLAMINE with hybrid laminates of carbon and natural fibers was presented at CAMX 2016. The same resin and carbon fabrics from above were combined with a Biotex 400 gsm twill flax fiber fabric from Composites Evolution (Chesterfield, UK). Panels were fabricated using HP-RTM and vacuum-assisted resin transfer molding (VARTM) and then tested. VARTM panels were cured at room temperature for 6 hours with a 1-hr post-cure at 120°C.
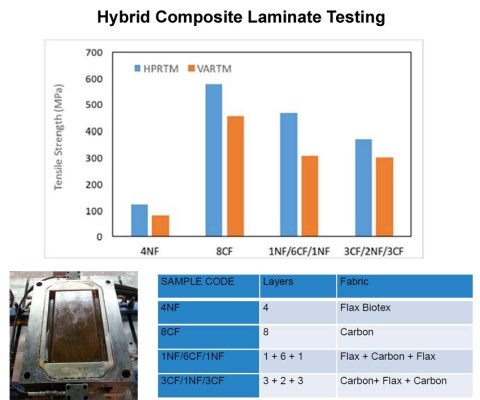
Test results, omega-shaped HP-RTM mold and hybrid sample composition.
SOURCE: “The use of recyclable epoxy and hybrid lay up for biocomposites: technical and LCA evaluation,” by Gianluca Cicala, A.D.La Rosa, A.Latteri, R.Banatao, S.Pastine, CAMX 2016.
Cured laminates were then soaked in acetic acid at 80°C for 3 hours until matrix was fully dissolved and fibers were clean. Both natural and carbon fiber reinforcements were recovered and analyzed with no detected degradation. Thermoplastic epoxy recovered tested per ASTM D790 showed a tensile strength of 42.3 MPa and modulus of 2.85 GPa.
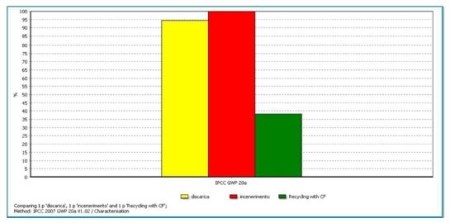
IPCC GWP indicator analysis for different end of life options for 8-ply carbon fiber laminates.
SOURCE: Fig. 11, “The use of recyclable epoxy and hybrid lay up for biocomposites: technical and LCA evaluation,” by Gianluca Cicala, A.D.La Rosa, A.Latteri, R.Banatao, S.Pastine, CAMX 2016.
An LCA was performed with the 8-ply all-carbon laminates having the most environmental impact. Compared to landfill (yellow) and incineration (red), the RECYCLAMINE-enabled chemical recycling method demonstrated (green) offers a 60% improvement in global warming potential (GWP) using the carbon dioxide equivalents (CO2e) established by the Intergovernmental Panel on Climate Change (IPCC) in 2014.
Connora will continue this work in its Phase II SBIR awarded October 2016, specifically analyzing the performance of RECYCLAMINE composites in HP-RTM. Stay tuned for future updates.









.jpg;maxWidth=300;quality=90;format=webp)


Related Content

Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
Multi-flange RTM frames enable radical rear fuselage design
The Clean Sky 2 Advanced Rear End (ARE) demonstrator combines patented new frame design, thermoset and thermoplastic composites and smart tooling to advance aircraft design and cut weight, cost and production time.
Read More
Plant tour: ÉireComposites, Galway, Ireland
An in-house testing business and R&D focus has led to innovative materials use and projects in a range of markets, from civil aerospace to renewable energy to marine.
Read More
Plant tour: Dowty Propellers, Gloucester, U.K.
Transforming decades of design and RTM production reliability into more sustainable, next-generation composite propellers.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More