
Proving viability of dry fabrics, infusion for large aerostructures
Danobat’s ADMP is used to produce a wing demonstrator with non-crimp fabrics.


Composites displacing metal wing skins
The C295 is a twin-turboprop tactical military transport aircraft currently manufactured in aluminum by Airbus Defense and Space in Spain. A recent collaborative project in Spain produced a composite version of the upper wing skin for the outer wing section of a C295.
Source | Airbus
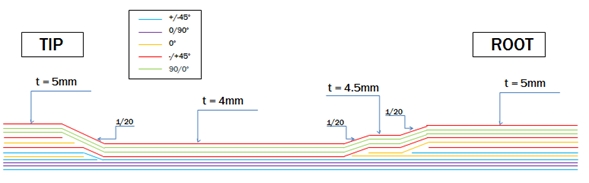
Fig. 1 Layup architecture
This diagram shows the layup architecture for the wing skin and the order in which the plies were placed. Eight plies make up the majority of the skin, with a final thickness of 4 millimeters, while 12 plies were placed in the root area and wing tip, for a final thickness of 5.5 millimeters in those areas.
Source | Danobat
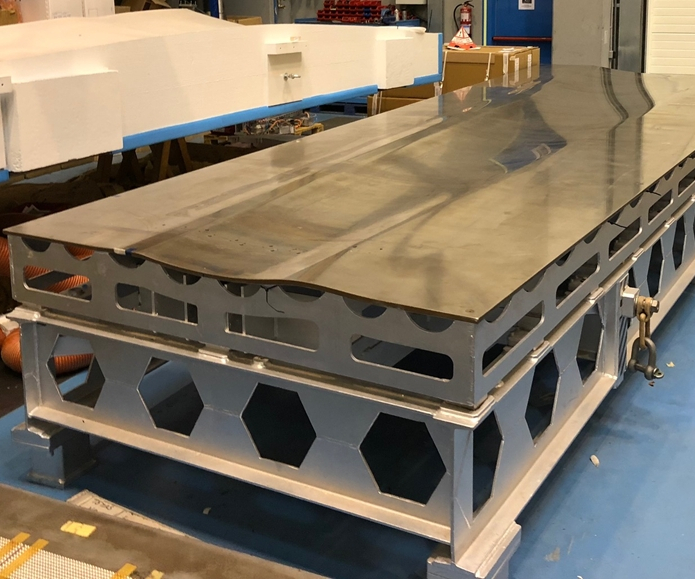
Fig. 2 Steel tooling
The tool used for the wing demonstrator was an almost flat steel tool with Invar face that had been used for an earlier phase of C295 research. Layup time using the ADMP technology was 48 minutes.
Source | Danobat
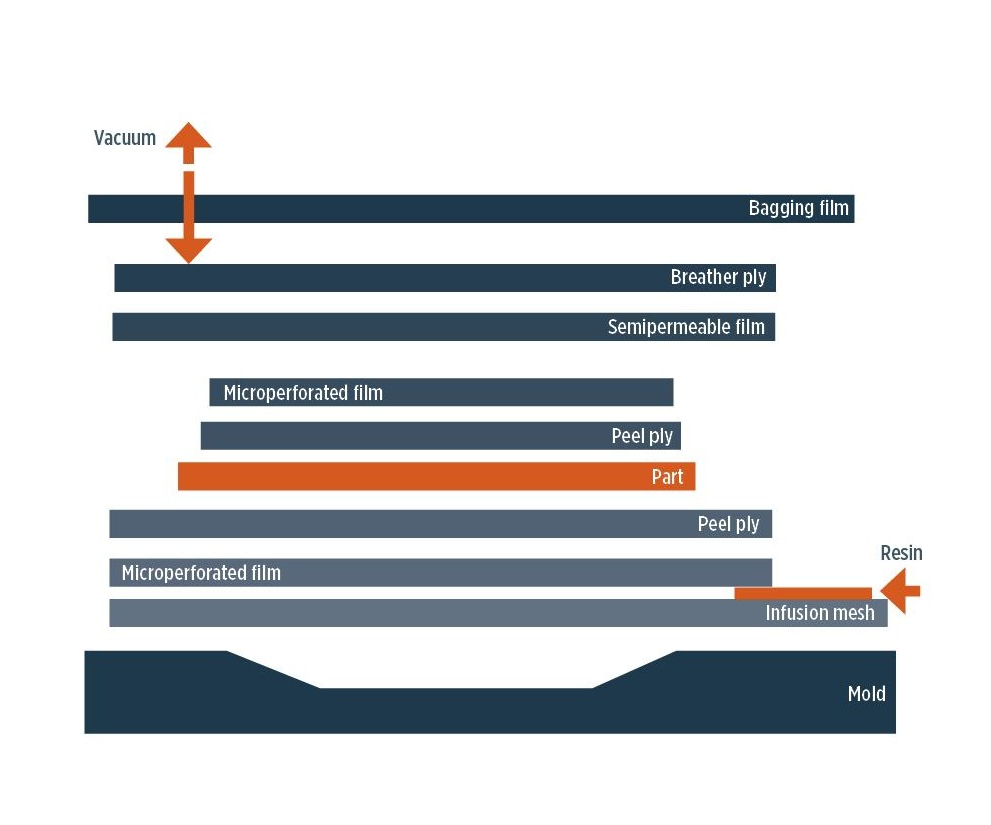
Fig. 3 Layers for infusion
The team employed the Airbus VAP technology for the infusion. The various consumable layers are shown, starting with (from the top down) bagging film over a breather ply, a semipermeable film, a microperforated film, peel ply, the part layup (in orange), with a second peel ply, microperforated film and an infusion mesh beneath the part layup in the metallic mold.
Source | Danobat

The Danobat design team
The team that worked on the project is shown here. Automated lamination, infusion and curing of the component was carried out at Danobat facilities (Elgoibar, Spain), while component finishing operations and all testing was done at CBC (Airbus DS) facilities (El Puerto de Santa María, Spain). The design was based on the activities performed at Airbus DS Design Office (Getafe). All manufacturing processes were conducted in collaboration between Airbus DS and Danobat personnel.
Source | Danobat



CW has covered several new aerostructure fabrication innovations unheard of a decade ago. Joining those now is a demonstrator wing skin project, unveiled at JEC World 2018, that also breaks new ground. The project is a result of collaboration between Danobat (Elgoibar, Spain) and Airbus Defense and Space (Airbus DS, Cadiz, Spain) and comprises a composite wing skin fabricated using Danobat’s high-speed Automated Dry Material Placement (ADMP) technology, which is well known for rapidly laying wide multiaxial and broadgoods preforms for infusion in wind blade and aerospace manufacturing. The wing skin development partners agreed to share some of this breakthrough project’s details with CW.
Swapping prepreg for NCF
Almost all aerostructures are made today with prepreg materials, which require autoclave cure. But a definite trend is emerging that aims to get aerostructures out of the autoclave. That’s the premise behind the wing demonstrator, says Asier Gandarias Mintegi, Danobat’s manager of composites business development: “Our goal is to show the feasibility of manufacturing aircraft components by means of fully automated, dry, multiaxial non-crimp fabric deposition, to achieve disruptive high production rates.”



First, a bit of explanation and background on Danobat’s trademarked and proprietary ADMP technology. The ADMP automated work cell, with its layup end effector, deposits dry multiaxial or woven material, or dry tape, in any type of tooling. Gandarias Mintegi says that depending on the requirements of the final application, ADMP can lay down widths from 100 millimeters up to 2 meters or more at rates of up to 2 meters per second. Further, the system has the capability to lay a constant-width roll, or to follow a pattern previously cut to the final dimensions required by the application. Because of the high deposition speed, the system, says the company, provides preforms with improved quality for higher productivity and throughput, at reduced labor cost.
To test this technology in a practical way for aerostructure manufacturing, the Airbus DS and Danobat team employed ADMP to make the upper skin for the outer wing section of a C295 aircraft. The C295 is a twin-turboprop tactical military transport aircraft currently manufactured in aluminum by Airbus DS in Spain. The outer, upper wing skin was 5,700 millimeters long, 1,170 millimeters wide at the root, 650 millimeters wide at the tip; and 4-5.5 millimeters thick. Luis Rubio Garcia, senior expert in composite manufacturing engineering at Airbus DS, says that the wing skin, dimensioned according to the known operational loads of an integral composite wing box based on a multispar configuration, is just a first step in technology development: “While the design was dimensioned for prepreg, we adapted it for NCF fabrics. Our design tools are the standard software packages used by Airbus.”
Fabrics chosen for the dry layup were a combination of 0/90, ±45 and 0 degrees non-crimp fabrics (NCF), supplied by Saertex GmbH & Co. KG (Saerbeck, Germany). Rubio Garcia explains that these multiaxial carbon fiber fabrics are made with a customized stitching pattern and areal weight. The fabrics included a Hexion Inc. (Columbus, Ohio, U.S.) Epikote powder binder as qualified under an Airbus Specification (Epikote 05311). Figure 1 shows the laminate architecture, and the order in which the fabrics were placed. Eight plies make up the majority of the skin, with a final thickness of 4 millimeters, while 12 plies were placed in the root area and wing tip, for a final thickness of 5.5 millimeters. Gandarias Mintegi explains that the ply drop-off ratio from the thicker root and tip areas to the middle part of the skin was 1:20, or a 1-millimeter drop over a 20-millimeter distance.
Tooling for the demonstrator wing skin was an existing metallic tool with an Invar face (Fig. 2) built for an earlier phase of C295 research to determine the feasibility of a multispar composite wing using prepreg. The ADMP with its fabric-handling end effector laid the entire laminate within 48 minutes in the shallow tool, which was prepped with a Loctite Frekote 700-NC mold release from Henkel (Dusseldorf, Germany), micro-perforated film and peel ply for the infusion, explains Gandarias Mintegi. The ADMP system was able to automatically adjust to each of the fabric types without the need for activating the binder on the fabrics (to keep them from slipping), and each ply was placed in the tool in one pass, because of the ADMP’s width. He adds: “The time was measured to determine an order of magnitude for this development trial, under conservative conditions, and at 48 minutes we achieved the target proposed within the scope of the trial. This productivity corresponds to 90 kg/hr in a trial mode and can be extrapolated under current conditions up to 220 kg/hr for a mass production mode, once the technology is matured and tuned.”
Infusing a fabric wing
While the laminating technology is well-developed, infusing the laminate took more time. The team employed the Airbus method, which is based on a semi-permeable membrane system to remove air from the fabric layups. As shown in Figure 3, the layup was covered with another peel ply, followed by another micro-perforated film, a semi-permeable film and a breather layer, all enclosed within the bagging film. Consumables were manufactured by Airtech International Inc. (Huntington Beach, Calif., U.S. and Differdange, Luxembourg), except for the semi-permeable film, which came from Diatex SaS (Saint Genis Laval, Rhone Alpes, France), and were supplied to the team by Airbus DS.
The infusion resin was CYCOM 823 RTM epoxy from Solvay (Alpharetta, Ga., U.S.), a one-part room-temperature-injectable epoxy that had been previously qualified by Airbus in aerospace programs. “All of the materials and consumables were chosen to allow us to perform the infusion at room temperature and the cure at 120°C,” says Gandarias Mintegi. The total time to bag, infuse and cure the part, including heating the tool and the layup with heating blankets, was approximately eight hours, he adds, under the conditions of the demonstration project.
The cured demonstrator wing skin has undergone a battery of tests so far, reports Rubio Garcia: “Airbus DS followed its standard test procedures for this demonstrator, including non-destructive inspection, geometrical tolerance tests, fiber volume percent and degree of cure. The results are equivalent to the current prepreg reference for the part.” The team intends to continue developing dry fabric manufacturing methods for primary aerostructures.
Conclude Gandarias and Rubio Garcia, “So far, results have been very promising. Further development and demonstration activities are already being carried out towards the industrialization of the whole manufacturing process, including the integration of spar and stringers.” They add that the plan is to manufacture a new, second dry fabric (NCF) demonstrator shortly, under the Project Airbus DS 2020 roadmap, and CW will continue to follow this disruptive technology.







.jpg;maxWidth=300;quality=90;format=webp)








Related Content

Safran Nacelles Morocco installs large autoclave, doubles cleanroom per development plan to increase production rates
Extension of 6,000 square meters dedicated to Gulfstream G700/G800 production, groundwork laid to digitalize processes and reduce environmental footprint.
Read MoreComposites manufacturing for general aviation aircraft
General aviation, certified and experimental, has increasingly embraced composites over the decades, a path further driven by leveraged innovation in materials and processes and the evolving AAM market.
Read More
Saint-Gobain, Roctool join efforts to boost composite 3D textile preform parts manufacturing
3D automated knitted preform layup technology and heat and cooling technologies for additional curing efficiency open a new window of application opportunities for composite and thermoplastic parts.
Read More
Busch expands autoclave solutions
Busch announces its ability to address all autoclave, oven and associated composites manufacturing requirements following the acquisition of Vacuum Furnace Engineering.
Read MoreRead Next

Improving composites processing with automated inspection
Automated, in-situ inspection bypasses the bottleneck of manual inspection.
Read More
Infused wing sheds light on aerocomposites future
In the Irkut MS-21 infused and co-cured wings, the aerocomposites industry gets a glimpse of how out-of-autoclave technologies might be applied to primary aircraft structures.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More