
Carbon Fibre Preforms for low-cost and zero waste
Chopped fiber preforms in seconds, 1200°C burn resistance for hours, low-cost CFRP to replace metals




Carbon Fibre Preforms (CFP, Solihull, UK) has spent seven years developing its Rapid Output Controllable Composite Shapes (ROCCS) technology. Using chopped fibers and a very rapid mix and deposition process, it produces flat and net-shaped, fully resin-infused preforms in seconds, which are then compression molded into sheets and parts. The company’s FR.10 products provide a lightweight, cost-effective alternative to metal in applications which must meet stringent fire and temperature requirements. Weighing less than 6 kg/m2, 5mm FR.10 can replaced metal parts weighing hundreds of kg/m2. In testing, it has withstood direct flame and 1200°C, while under load, for 2 hours with no burn-through, and amazingly, provides enough thermal insulation that you can place a bare hand in full contact on the back side during burn tests.
The Company
Simon Price is managing director for Carbon Fibre Preforms and Tim Bastow is global business development director. Simon previously led the team behind Recycled Carbon Fibre Ltd. “We developed the process, built the line, scaled it to production of 2,000 metric tonnes of recycled fiber per year and then sold it to ELG in 2011,” says Price.



“We were looking at a variety of opportunities, but all of the parts forming processes still generated high waste volumes, as much as 50% of the incoming material,” explains Price. Then they were approached with a technology that they believed could fill that gap. So they started looking at industrial applications where conventional composites technologies were too expensive, such as building/construction, heavy ships and oil & gas.
“We had a very fast process that produced lightweight parts with no waste,” says Price. “The two key factors to adopt composites in these types of industrial applications are cost and fire regulations. For the latter, we are replacing metal or ceramics, not other composites. So these are new applications.”
 |
 |
The patented ROCCS process mixes chopped fiber with resin and then deposits it at high-speed onto a flat plate or shaped tool. This preform is then consolidated in a 1000-tonne press. SOURCE: Carbon Fibre Preforms.
The Process
The ROCCS process uses chopped carbon fiber of varying lengths that is blended with the chosen resin in a water-filled mixer. “This mix is then released via the unique ROCCS process to produce a wet fully infused preform with x,y and z direction fiber structure,” says Bastow. “Preforms can be net shape or flat sheet depending on customer requirement and are then transferred to compression presses for consolidation and curing.”
“We don’t currently use recycled fiber,” says Price, “but instead source directly from the fiber manufacturer. We chop the fiber straight from the bobbin, using a very precise ratio of different lengths. We can’t do this with recycled carbon fiber yet.”
“This chopped fiber is blended with an inorganic resin in a large vertical mixer and shot out the bottom via an agitated, multi-inlet manifold onto a flat or shaped tool,” Price continues. “We mix for less than 15 seconds, so the process is very fast. Parts can be as large as 1.4m x 1m. The process can work with thermoplastics – we’ve trialed many different types of resins — it’s just that these resins don’t provide the fire resistance needed for the applications where this process fits most readily.”
“The resulting plate or net-shaped part has a lot of z-direction fiber that welds the finished preform or part together vs. a typical nonwoven or layed felt,” says Bastow. “That’s where the material’s resistance to impact and high-pressure comes from.”

SOURCE: Carbon Fibre Preforms
He notes that after deposition, the material still needs to be consolidated, “to visualize the material at this stage, think of fiberglass loft insulation. We then transfer the preform to a 1,000-tonne press and apply heat and pressure to fully consolidate into flat sheets or shaped parts. This ROCCS process is patented globally.”
A pilot line is now scaled up and able to supply industrial volumes, with all of the equipment for a second line already installed, ready to come online when needed.
 |
 |
 |
 |
FR.10 at 5-mm thick withstands fire and 1200°C for 2 hours.
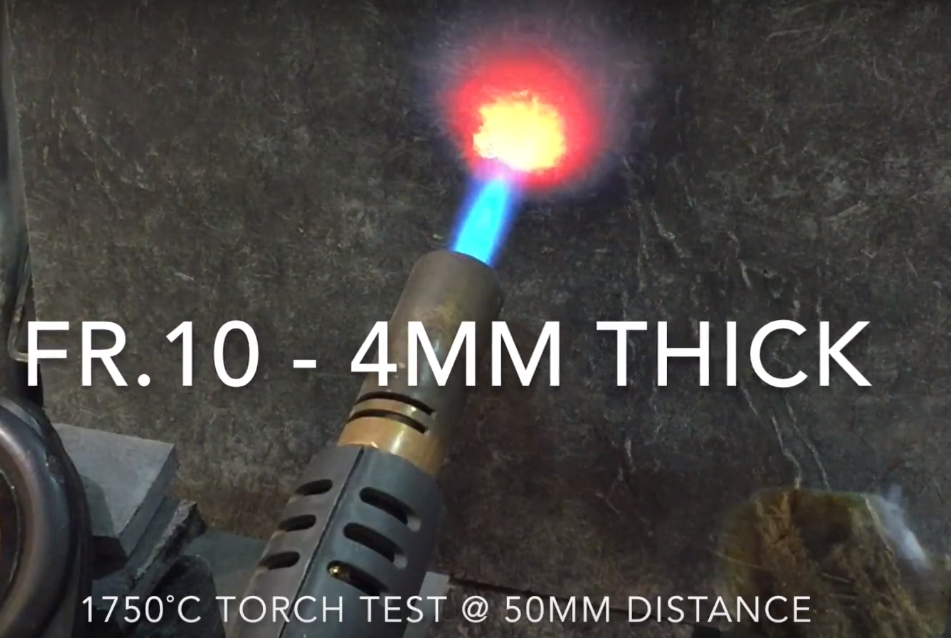
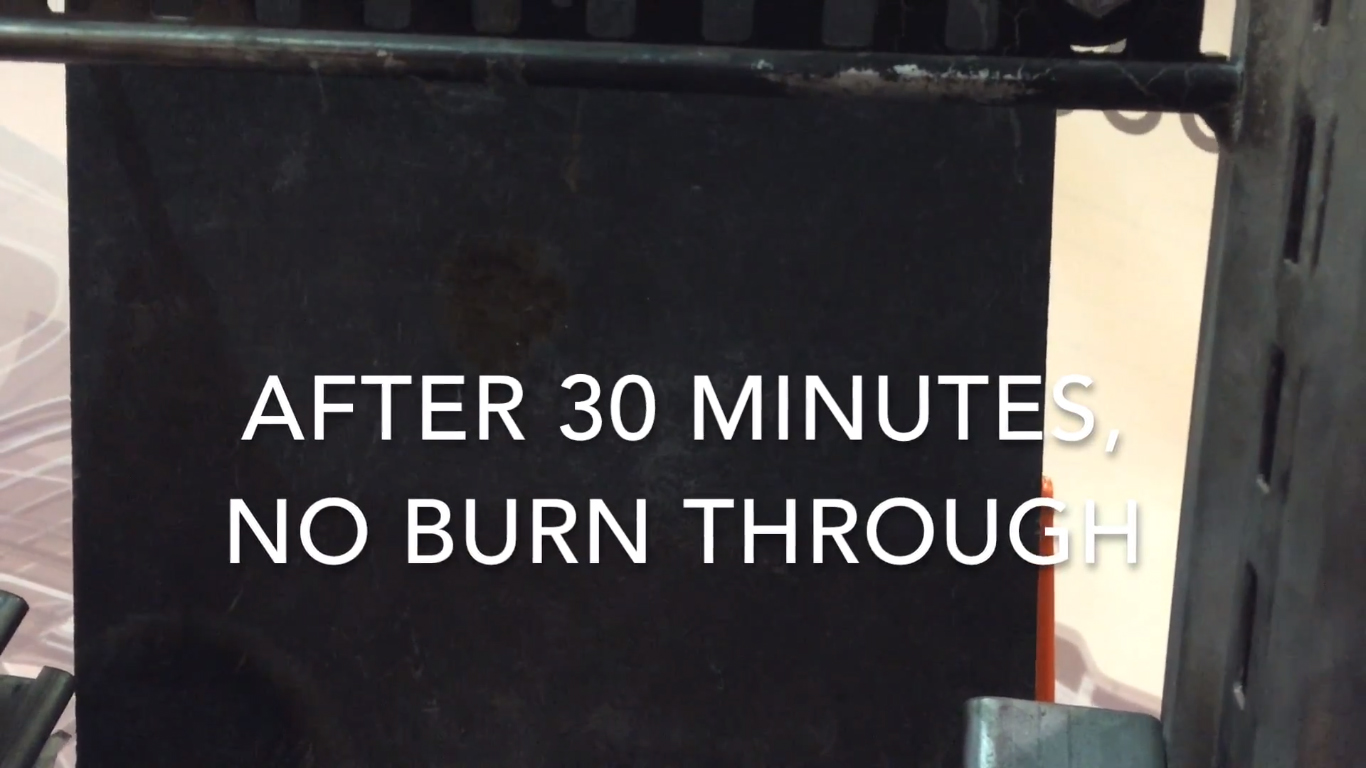
FR.10 at 4-mm thick withstands a 1750°C heat source with no burn-through after 30 minutes.
SOURCE: Carbon Fibre Preforms
FR.10
“Our FR.10 product was developed with strategic partner Toray Carbon FIbre Europe,” says Price. “In one of our first applications, we were asked to replace a 1 ton/m2 existing metal structure on an oil rig that had to withstand 600°C for 30 minutes. This was to provide enough evacuation time in case of a fire. We could make a product 5-mm thick that could withstand 1200°C for 2 hours and weighed only 6 kg/m2. Everyone was very excited. We could still achieve cost-effective products with this performance.”
What are the fire regulations? “For shipping, it’s the IMO FTP code,” Price replies. He is referring to Fire Test Procedures Code (FTP code) of the International Maritime Organization (IMO, London, UK). “It requires no burn-through for 60 minutes at 1000°C for bulkheads and floors, with the B-side face no higher than 140°C.” We discuss that there has been work by composites material suppliers and fabricators to get composites included in the IMO code (see “Full steam ahead for composite ship doors and hatches”). “The Tier 1 suppliers are working the issue via several big workgroups, but we see that the OEMs still have a need and are asking for different level of performance versus epoxy and phenolic,” says Price. “However, we are not trying to replace resin infusion or prepreg products.”
“We are currently certifying FR.10 for various commercial marine and civil engineering applications as well as working on some interesting transport and industrial projects,” says Bastow. “There are also very specific thermal opportunities in automotive, such as protection around a fuel cell. Civil engineering and construction are also target markets.”
Bastow notes that the FR.10 material can be screwed together or bonded, “so you can easily construct very large surface area protection. Our customers have had very good results with machining and cutting it to shape.”

SOURCE: Carbon Fibre Preforms
“We sell sheet form material the most,” says Price. “For example, commercial shipping applications must cover large areas. We are looking at selling molded parts as well and investigating other opportunities along the supply chain. We’re basically a clever Tier 2 materials specialist and will work with Tier 1 suppliers who have the experience, relationships and accreditation needed to penetrate these markets.”
















Related Content

AOC, Büfa expand distribution partnership
Through newly formed Büfa Composites Austria, customers in southeast Europe will have access to resins, gelcoats and auxillary materials.
Read More
Toray, Specialty Materials strengthen partnership for next-gen aerospace applications
Commercial partnership enables novel solution innovations with domestically produced, high-quality products within the U.S. supply chain.
Read More
UniSQ fire-retardant resins development bolster bushfire mitigation
The University of Southern Queensland has received funding to be used in the development of cost-effective composite resins to increase the resilience of wind turbine blades against bushfire exposure.
Read More
Flexible, induction-based heating for thermoplastic composite part repair
Spinning off from a German Aerospace Center (DLR) research project, msquare GmbH’s technology aims to innovate and enable repair for high-temperature thermoplastics.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More