






“We were building molds using CNC machined polyurethane foam and hand layup GRP (glass fiber-reinforced plastic), but that approach involved too much labor and waste,” explains György Juhász, owner of Rapid Prototyping (Budapest, Hungary), which bought a CEAD Robot Extruder in December. “We are now 3D printing molds using 30% short glass fiber-reinforced polypropylene and cutting our labor time by 50%.”

Rapid Prototyping assisted with the development of Como Yachts and Narke, both designed by naval architects Akos Reder and Tamas Reder. SOURCE | Como Yachts.
Juhász began working with composites as a boatbuilder. His projects include Como Yachts and the Narke Electrojet, which claims to be the world’s first all-electric personal watercraft in series production. “In Hungary, you cannot use petroleum-based fuels on any lakes, and we have the second largest lake in Europe,” he explains. “We are developing more electric boat models for companies. I needed a faster, cheaper way to create plugs and molds for these projects.”



The CEAD Robot Extruder was Juhász’ Christmas present last year. “I already had a 5-axis CNC machine,” he says, “so we just bought the Robot Extruder print head and attached it.” The CNC machine measures 4850 by 2635 by 1460 millimeters and uses stepper motors with Mach3 motion controller software. Designed and built by Juhász six years ago, it was available to convert to a 3D printer when he purchased a new Hungarian-built CNC system last year to take over milling and machining.

Rapid Prototype 3D printed the composite mold used to produce a composite shell structure, which will be transformed by its customer, Krismar, into a customized heavy truck sleeper cab. SOURCE | Krismar.
One of the first projects completed with this new 3D printing system is a fiberglass mold for a composite sleeper cab for custom truck and trailer manufacturer Krismar (Waardamme, Belgium). “This is quite a big component, measuring 2550 by 2200 by 1200 millimeters,” says Juhász. “We wanted to print the maximum thickness possible in order to avoid warping and deformation when cooling down.” The 30-millimeter thickness was printed in two layers of 15 millimeters each and used almost 400 kilograms of glass fiber-reinforced polypropylene pellets.
The mold was printed in four pieces, including separate left and right sideskirts. “We CNC milled the molding faces of each piece separately,” he explains, “and then screwed and clamped them together before applying sandable gelcoat and hand-laminating with four layers of 300 grams/square meter chopped strand mat and polyester resin.”
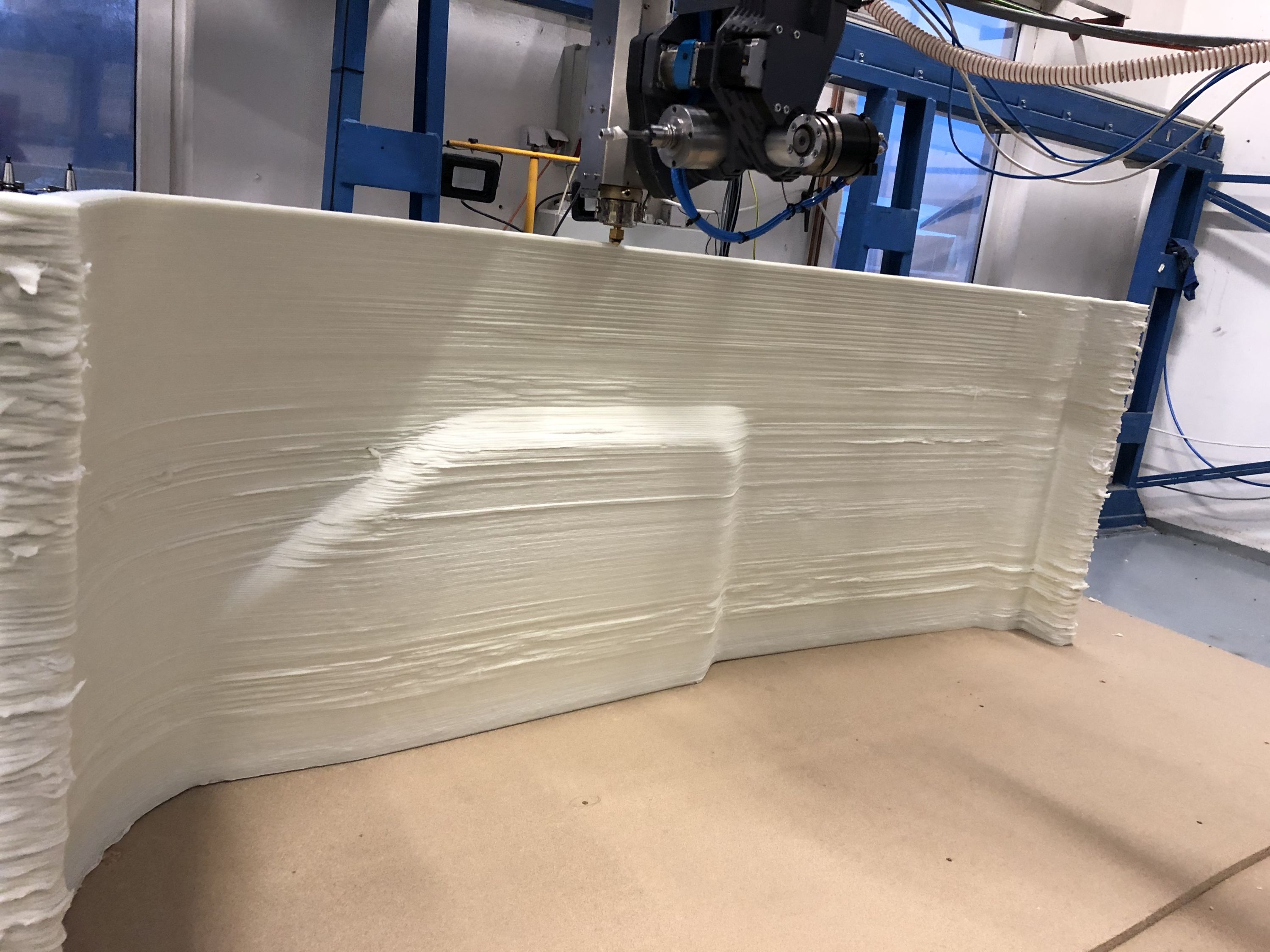
Rapid Prototyping printed the mold using its CEAD Robot Extruder mounted into a CNC machining system.

The mold was printed in four pieces, including right side piece and left side piece (shown here).

After each piece’s molding surface was machined, the four pieces were screwed together and clamped to provide a surface for laminating.

The sleeper cab shell was then laminated onto the 3D-printed mold surface.
Though the project was successful and 3D printing saved time, Juhász admits there is a lot to learn. “One of the biggest challenges with this approach is after the printing we need to find a 0 point (origin) with the milling machine and software. We do the printing vertically and the milling horizontally — so, the starting point and the direction of each operation is different.” It also seems expensive to print solid instead of using an infill? “For this project, we were at the beginning,” he explains. “An extruder head using pellets is cheaper than a large-format filament printer, but not as easy for printing infill. But we are planning to print a piece of furniture with infill in the future, so we will adapt the lessons learned to our tool making.”






.jpg;maxWidth=300;quality=90;format=webp)





Related Content

Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
Jeep all-composite roof receivers achieve steel performance at low mass
Ultrashort carbon fiber/PPA replaces steel on rooftop brackets to hold Jeep soft tops, hardtops.
Read More
The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
CFRTP upper stage propellant tank
PROCOMP uses in-situ consolidation AFP and ultrasonic welding to demonstrate lightweight, novel tank design.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More