
Tough I-beam bridge for tank traffic
Immiscible polymer blending combines the strength of HDPE and the stiffness of glass-reinforced PP to create I-beams with specific strength greater than steel.

At the dedication ceremony for the finished bridge, a 142,000-lb/64,000-kg M-1 Abrams battle tank was driven onto the structure to demonstrate the load-bearing capacity of unique recycled glass-reinforced thermoplastic extrusions. This view shows the conjunction of cross-beams, I-beam girders, surface planking and extruded railing. Source: U.S. Army
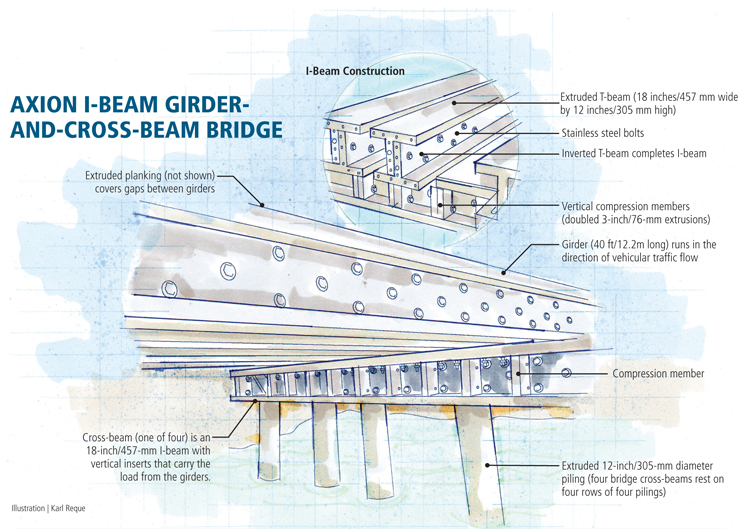
Illustration: Karl Reque

Bridge with girders in place shows alignment of cross-beam inserts with upright web of each girder. The conjunction of “T” and inverted “T” is clearly visible. Note that each “T” top is longer on one side than the other, to allow for proper alignment of the beam caps. Source: Axion International Holdings

Cross-beams and support piles are in place, ready for installation of girders and planking. Source: Axion International Holdings

Girders are attached to cross-beams with stainless steel bolts, that pass through slotted holes in the girder, and through a thin cap piece and the top of the cross-beam “T." Source: Axion International Holdings



Engineering Challenge:
Replace deteriorated, short-span wooden bridge with cost-effective, sustainable, low-maintenance solution capable of supporting heavy wheeled and tracked military vehicles.
Design Solution:
A girder-and-cross-beam construction, comprising piles and I-beams extruded from a uniquely engineered compound of recycled, post-consumer HDPE and recycled, post-industrial fiber-reinforced PP.One of a new breed of “superbases” born of the U.S. military’s effort to consolidate and drive down costs, Fort Bragg (Fayetteville, N.C.) is now home to the XVII Airborne Corps, the 82nd Airborne Division, the U.S. Army Special Operations Command and the U.S. Parachute Team. New to the mix of vehicular traffic at the base are continuous-track M-1 Abrams tanks, which will test the limits of base transportation infrastructure, especially its nearly 100 short-span wood timber bridges — none rated for more than 12,000 lb/5,443 kg, and several of which are highly deteriorated. Therefore, when Richard Lampo, materials engineer at the U.S. Army Corps of Engineers, Engineer Research and Development Center (ERDC), and U.S. Army Construction Engineering Research Laboratory (CERL, Champaign, Ill.), approached the base with a proposal to replace one of its wooden bridges with a bridge built from recycled plastic materials, Fort Bragg’s Directorate of Public Works (DPW) accepted the offer, stipulating that the bridge be able to support tank traffic. Further, the Deputy Under Secretary of Defense’s Corrosion Prevention and Control (CPC) program provided funding for design, construction and initial load testing. Recent studies conducted by the U.S. Department of Defense (DoD) show that $22.5 billion is spent annually by the DoD on equipment and infrastructure impacted by corrosion. Consequently, DoD “green” procurement policies as well as federal laws and regulations, now require the use of sustainable environmental practices.



The result is a first-of-its-kind engineered composite bridge, manufactured using extruded composite I-beams, deck boards, railing and solid round pilings that comprise nearly 85,000 lb/38,555 kg of corrosion-, water-, insect- and abrasion-resistant post-consumer high-density polyethylene (HDPE) and post-industrial fiber-reinforced polypropylene (PP).
Combining incompatible polymers
The recycled content was compounded and bridge components were extruded under the direction of Axion International Inc. (Basking Ridge, N.J.), the exclusive licensee of a patented process developed at the AMIPP Advanced Polymer Center at Rutgers University (Piscataway, N.J.) during research overseen by principal investigator Thomas Noskers, Ph.D. In the Rutgers process, the HDPE portion of the mix is nearly 100 percent post-consumer material (minus the addition of a UV inhibitor), which is granulated to a nominal size of 0.9525 cm/0.375 inch. Notably, its recycled content consists of the dregs of curbside recycling — everything that remains after the more popular polyethylene terephthalate (PET) soda and water bottles are snapped up. The glass-fiber-reinforced PP portion is recycled from scrapped automobile bumpers. Ideally, the fiber measures between 5 mm/0.20 inch and 10 mm/0.39 inch long, although some shorter or longer fibers are acceptable. In a best-case scenario, the PP contains 30 to 45 percent fiber by weight.Using Rutgers’ process, Axion’s extruder first combines the HDPE and fiber-reinforced PP by means of immiscible polymer blending, which, simply put, can compound two or more polymers that are ordinarily incompatible in a melt blend to produce a composite. The strength of the HDPE is combined with the stiffness of the glass-reinforced polypropylene. HDPE is very strong (a typical HDPE-only lumber product has a compression strength of approximately 3,000 psi) but has low stiffness (compression modulus of close to 100,000 psi). “In a way, it’s a one plus one equals three situation in terms of strength factors and toughness,” explains George Nagle, engineering manager at Axion.
This results in significantly improved mechanical performance in extruded components. During conventional extrusion, it is typical for fibers along the surface of the structure to elongate and become highly oriented in the direction of flow. But this shear effect diminishes quickly below the surface. Rutgers researchers have overcome that limitation, in part, by developing a way to orient fibers during processing to allow for greater on-axis properties while using less fiber. For example, using the Rutgers process, a mix with 11 percent fiber by weight would have the strength of a conventionally extruded product with 34 percent randomly oriented fiber.
The method also results in a highly oriented, more uniform alignment of polymer molecular chains. Scanning electron microscopy reportedly reveals a “dual-phase microstructure” in which the HDPE and PP molecules and glass fibers form “three-dimensional networks” that integrate and interpenetrate one another. The two polymers intertwine in such a way as to form continuous chains throughout the material, allowing each material to share in bearing the load. And the fiber and molecule orientation reportedly occurs at far greater depth in the extruded part. “By virtue of the way they are extruded, the materials effectively create molecular bonds that afford the final product the best features of each of the individual plastics,” explains company president Marc Green.
“Once it’s extruded,” reports Nagle, “the final material has specific strength equal to or greater than steel on a weight-by-weight basis.”
Tank tough to a “T”
At Fort Bragg, the existing bridge, a deteriorated wooden design that spanned 50 ft/15.24m, had an original military load capacity of only 4.3 tons/3,901 kg. A much more demanding HS-25 ASHTO load rating drove the new design. “The loads we faced with this bridge were significant compared to a standard automotive bridge,” explains Nagle. Critical areas of evaluation during the design were stiffness properties, creep management and the development of appropriate attachment methodologies, he adds.The new design, completed by M.G. McLaren Consulting Engineers (West Nyack, N.Y.), with assistance from Lampo and others at the ERDC and CERL, generally conforms to traditional timber bridge methodology: It calls for the placement of sheet piling on either end of the bridge to protect against soil erosion when stream waters rise, followed by the placement of four rows of 12-inch/305-mm diameter, 45-ft to 65-ft (14m to 20m) long solid, round composite pilings at intermediate intervals across the span. At each interval, four pilings are capped by a 12-ft/3.7m cross-beam. The four cross-beams support 40-ft/12.2m girders that are aligned in the direction of traffic flow.
“The girders are connected and supported by one another to allow weight transfer on either side of any girder,” explains Green. Vertical compression members placed on pile caps and girders also help transfer the load from the girders to the pile caps. Lastly, composite deck board, bumpers and railings were added. (All bridge components, with the exception of the sheet piling and fasteners, were extruded via Axion’s method.)
For the Fort Bragg bridge, the key design elements — girders and cross-beams — were 18-inch/457-mm wide engineered composite I-beams. Currently, Axion’s process is capable of producing a one-piece I-beam to a maximum 12-inch/305-mm width. To make each 18-inch I-beam, Axion had 18-inch wide by 12-inch high, 3-inch thick T-profiles extruded, then combined two T-profiles by inverting one and then bolting them together, using stainless steel hardware (see illustration, top right). “There is far greater surface area on the 18-inch I-beam compared to our solid 12-inch I-beam,” explains Nagle, who adds that Axion is exploring ways to extrude larger, one-piece I-beams.
Beam stiffness is determined by the modulus of elasticity (E) of the material and the moment of inertia (I) of its cross-section. “To achieve a specific stiffness, which is modulus of the material times the moment of inertia, and therefore manage the deflection of the bridge, we control the I value of our I-beams,” explains Nagle. “Larger I-values maximize stiffness and allow for larger spans and/or higher loads.” For this bridge, the 18-inch I-beams had an I-value of 6,876 inches/174,650 mm to the fourth power. The 40-ft I-beam girders each weigh 3,000 lb/1,361 kg.
All of the structural composites used on the bridge are designed for 600-psi allowable tensile, compressive and flexural stress, providing a large safety factor against failure. The failure strain for the material is 3 percent or more — significantly greater than that of wood (0.7 percent strain).
“Through the use of I-beams, we are able to increase the spans further than might be allowable with more traditional materials,” adds Nagle. Nevertheless, the bridge is designed to have a working stress that is no more than 15 percent of the ultimate strength of the material. “By making sure we’re far down on the stress-strain curve of our material, we manage creep,” Nagle explains. “This material will not creep at those levels for 25-plus years,” Practically, that means that if an M-1 tank were parked on the bridge and left there for 25 years and then removed, the bridge structure would still regain its original shape.
Fast build, long bridge life
The bridge took six weeks to complete (a second bridge measuring 37.5 ft/11.5m was completed four weeks later). “This is a very rapid build compared to traditional technologies,” says Nagle. “For instance, any type of concrete structure that’s poured on site typically would require approximately 28 days for the cure cycle.” Green believes future build times will be faster. More importantly, the completed bridge easily handles base traffic, and has a 146,000-lb/66,225-kg rating for track vehicles and a 176,000-lb/79,830-kg rating for wheeled vehicles. Additionally, bridge materials are not only recycled, but the finished components are recyclable as well. Therefore, the project promotes an engineering solution that is sustainable and cost-effective — a combination very attractive to DoD.Over the next two years, real-time performance will be monitored remotely, using a series of deflection and strain gauges. Funded by the Army Chief of Staff for Installation Management’s (ACSIM’s) Installation Technology Transition Program (ITTP), this equipment enables Axion to acquire data daily through the U.S. Army Corp of Engineers. Accumulated data will allow Axion and DoD to evaluate and validate the material’s long-term performance.
Based on initial testing, bridge service life has been estimated at 50-plus years, with minimal maintenance expected. (With proper maintenance, a comparable wood bridge would last 8 to 12 years and steel/concrete bridge could last 20-plus years.) Equally impressive, estimates indicate that the cost of the thermoplastic composite bridge was less than a conventional treated wood timber bridge designed to carry the same load.
















Related Content

Carbon fiber in pressure vessels for hydrogen
The emerging H2 economy drives tank development for aircraft, ships and gas transport.
Read More
Natural fiber composites: Growing to fit sustainability needs
Led by global and industry-wide sustainability goals, commercial interest in flax and hemp fiber-reinforced composites grows into higher-performance, higher-volume applications.
Read More
Bio-based acrylonitrile for carbon fiber manufacture
The quest for a sustainable source of acrylonitrile for carbon fiber manufacture has made the leap from the lab to the market.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

Bridge cost cut with inflatable arches
Stay-in-place composite formwork shortens installation, doubles service life of concrete bridge structure.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More