



A team in France has developed a novel fixed-glass, rollerblind sunroof module that uses thermoplastic composite guide rails for the first time to replace conventional aluminum rails. Already in production for two years on the Renault Scenic and Grand Scenic multi-purpose vehicles, this change in rail material saved weight, cost and tooling, eliminated hardware and multiple processing steps, simplified assembly line installation, reduced operating noise, and also freed up 13 mm of headroom between vehicle occupants and the glass panel.
Source | Renault SAS & Patrick Curtet/Prodigious

When retracted, the roller-blind sunshades take up little space under headliners and cannot be seen by vehicle occupants yet they still provide the same thermal isolation from the sun and sound damping from the wind and rain as rigid sunshades. When paired with large transparent, fixed-glass sunroof systems like those offered on the Renault Scenic and Grand Scenic, they provide a large daylight opening that spans nearly the length and width of each vehicle’s roofline.
Source | Renault SAS & Anthony Bernier/Prodigious
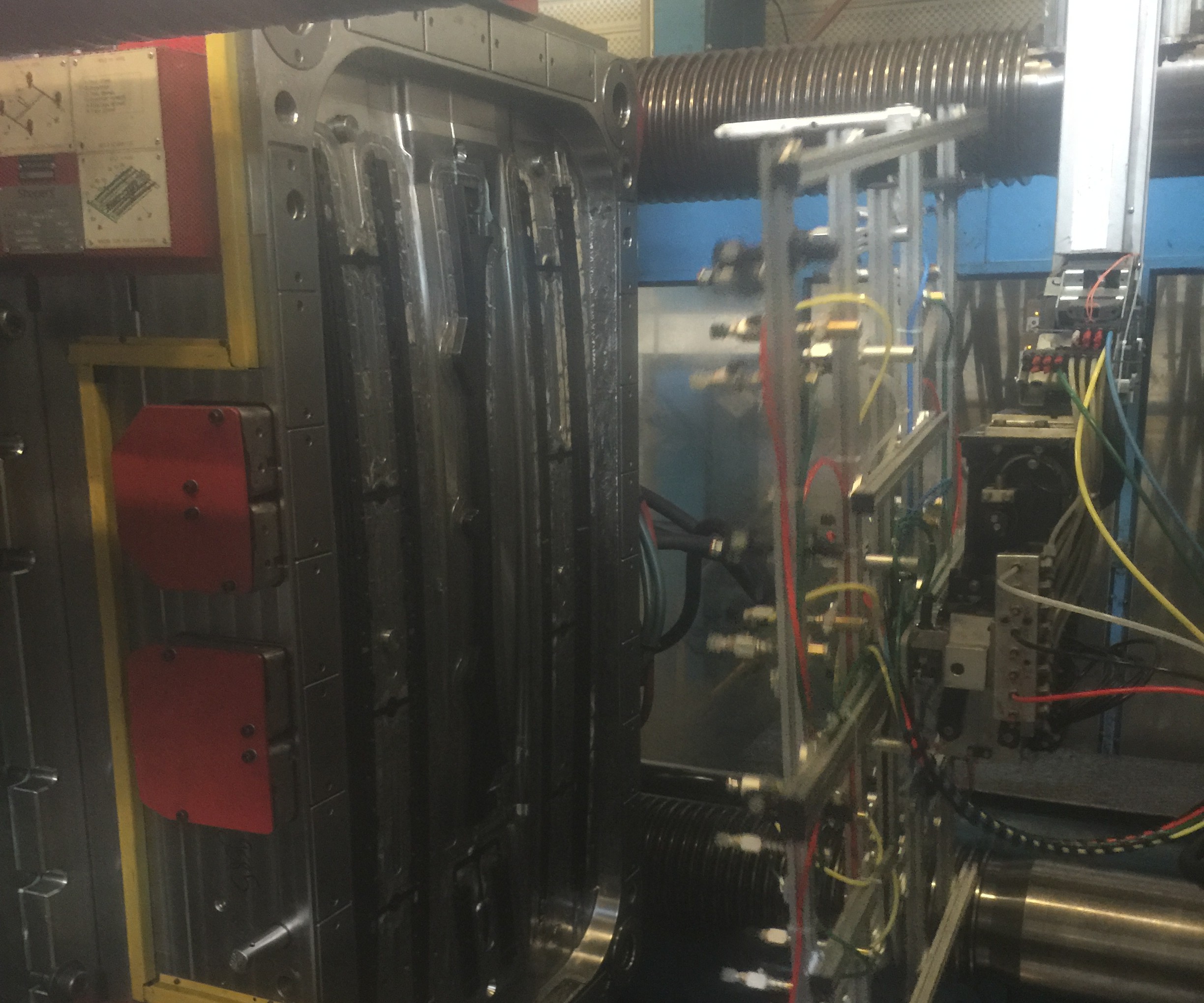
Step 1
Cavity side of family tool where all eight pieces of GR-SMA/ABS composite parts are molded at each molding cycle. To mold this large family tool, a press with 1,500 kN clamping force is needed.
Source | Webasto SC
Step 2
Robot removing all eight GR-SMA/ABS composite parts from the tool at the end of the molding cycle
Source | Webasto SC

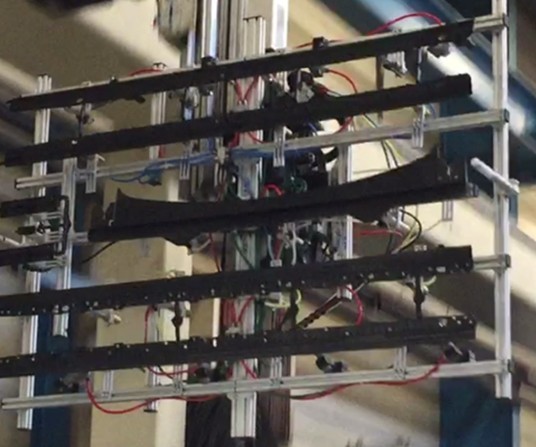
Step 3
Final moldings of top and bottom sides of one pair of rails prior to ultrasonic welding.
Source | Webasto SC

Step 4
Ready to use rail after ultrasonic welding of top and bottom halves.
Source | Webasto SC
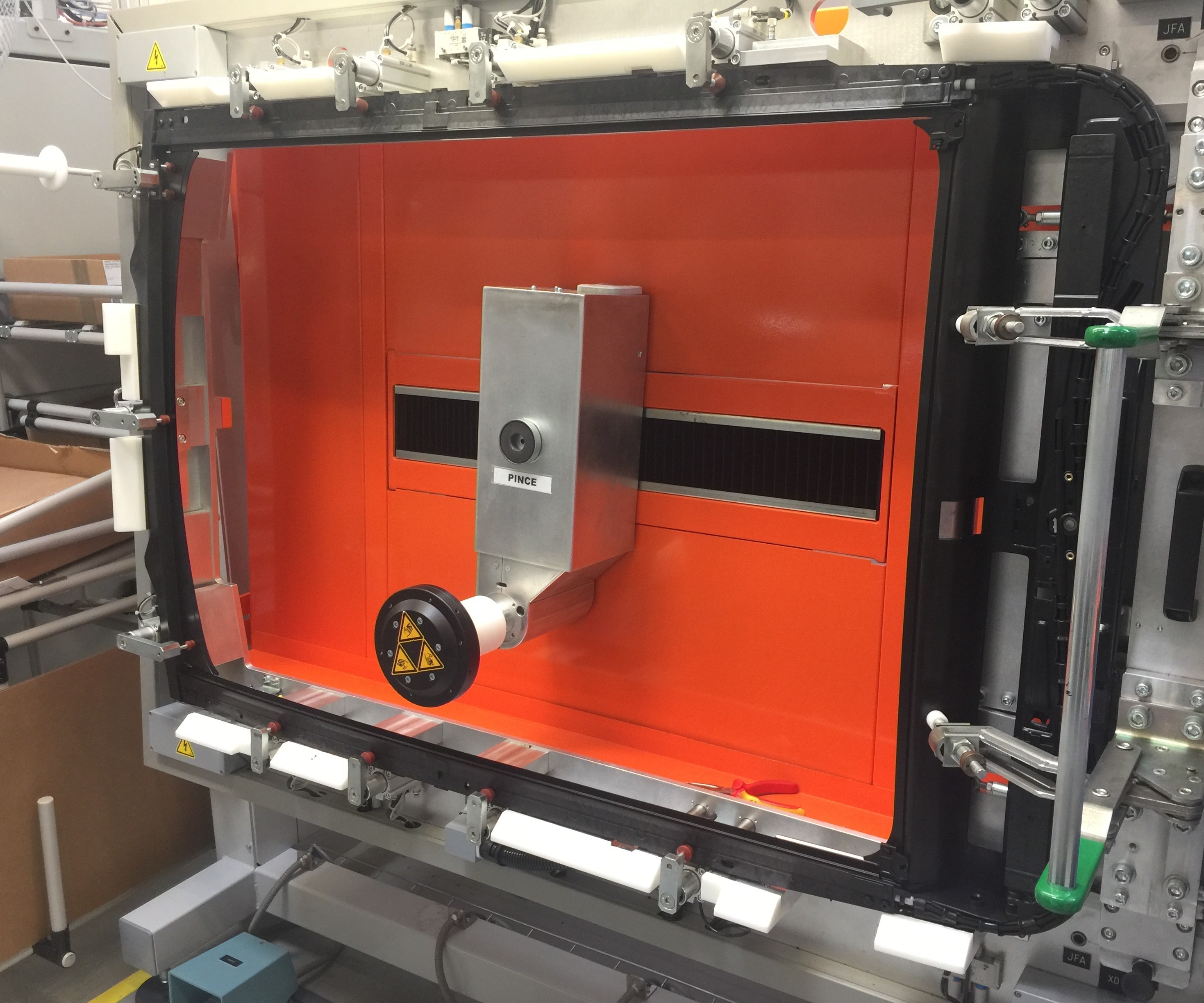
Step 5
Functional and aesthetic inspection of the frame and rails.
Source | Webasto SC
Step 6
Final preparations for roller-blind module prior to glass bonding.
Source | Webasto SC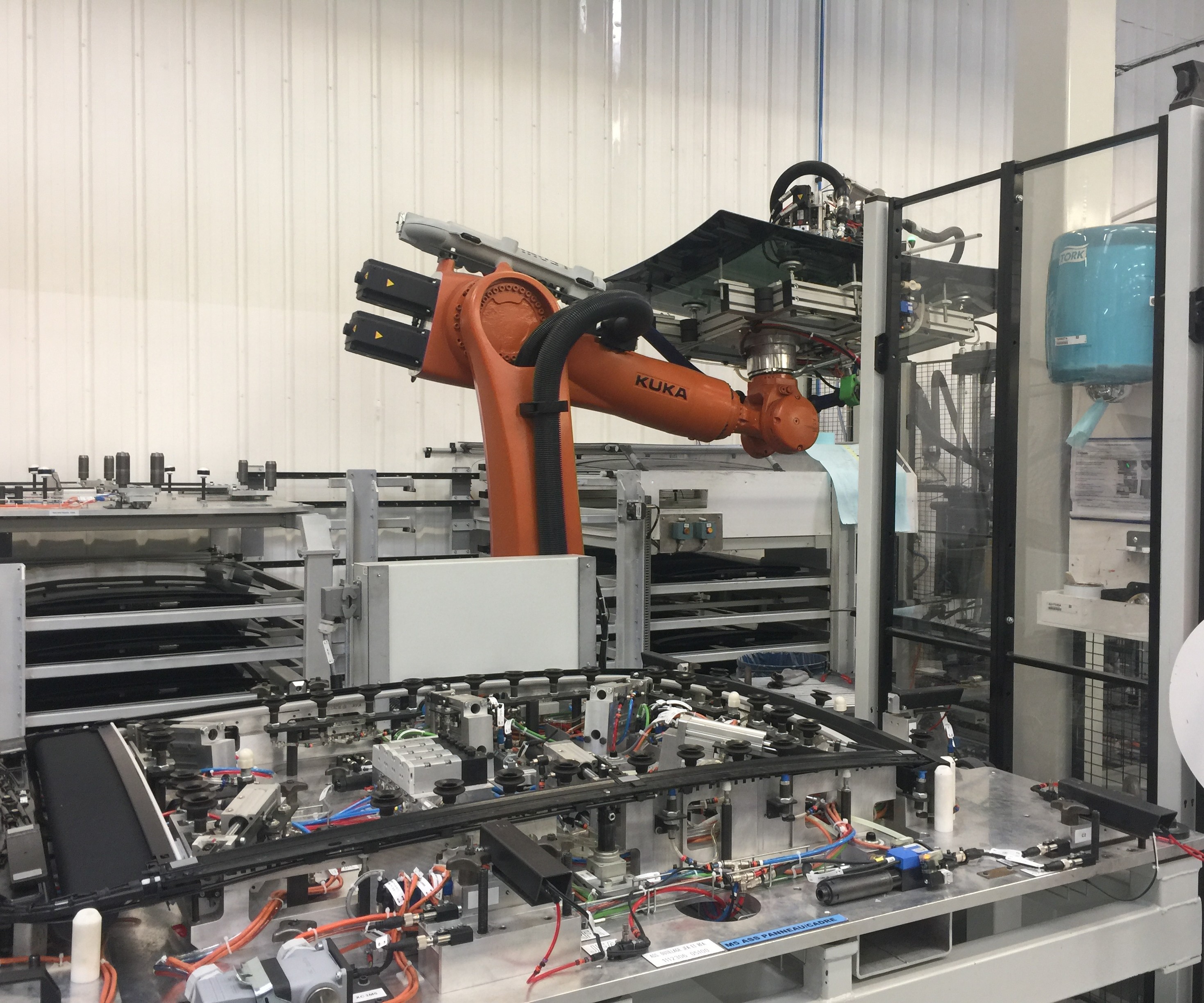
Step 7
After dispensing adhesive, robot prepares to bond glass to top of sunroof system.
Source | Webasto SC
Step 8
Fully assembled and pretested module ready to install on vehicle. The sunroof’s water seal is carried on the glass and is achieved using the PUR adhesive that joins the glass to the rest of the module.
Source | Webasto SC
Step 9
The pre-assembled sunshade module with glass roof is positioned by robot onto the vehicle and then bonded to the vehicle roof.
Source | Webasto SC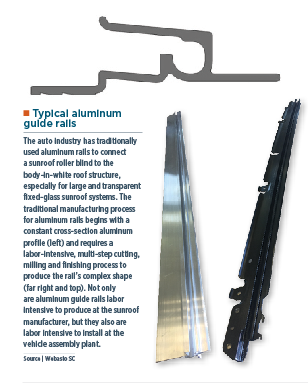
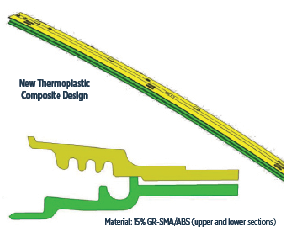
Final design of a composite guide rail (top) including its complex cross-section (bottom). Both top and bottom sections are injection molded in the same 15% glass-reinforced GR-SMA/ABS composite. Yellow (top) is adhesively bonded to glass; green (bottom) is ultrasonically welded to yellow top side. By injection molding each rail in two pieces for left and right sides and then ultrasonically welding each pair together, it is possible to exceed the performance and functional integration of the benchmark aluminum rails. The rails are 1,169 mm long for the Scenic and 1,239 mm long for the Grand Scenic models, nominal walls are 2-3 mm thick, and the bottom rail is 55 mm wide and the top rail is 50 mm wide.
Source | Webasto SC
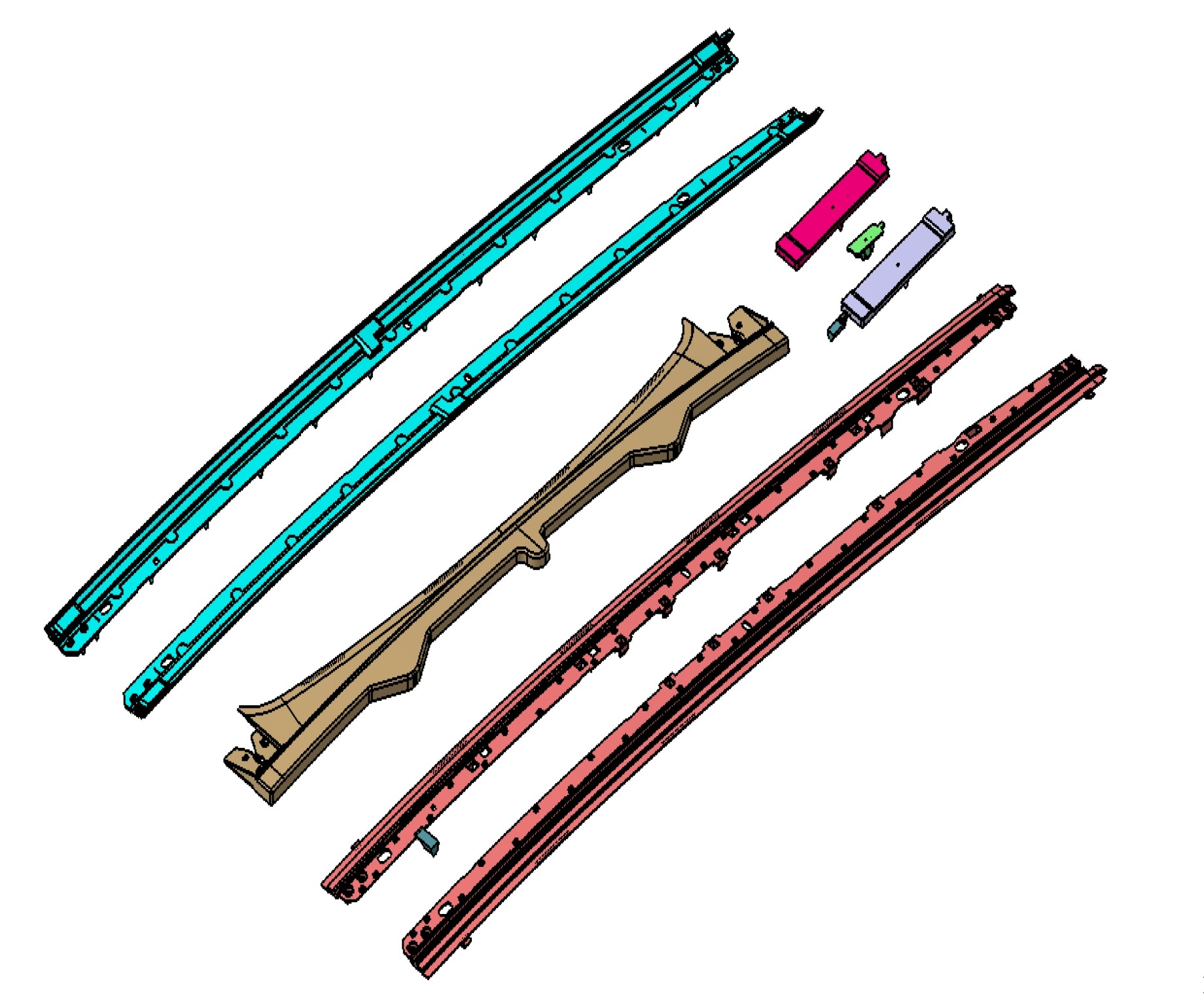
To keep tooling costs manageable, the team optimized the mold design to allow the top and bottom parts of both left (teal) and right (rose) composite rails, the front cross-beam (beige), plus three pieces of bonding interface (magenta, green, and lavender) that connect to the rear GR-PP cross-beam (molded separately) to be produced in each cycle. Another cost-saving step was the use of modular blocks (which are inserted/removed to run both long and short rail versions) rather than costly slides (tooling action). To mold all eight GR-SMA/ABS components in the large family tool, an injection press with a clamping force of 1,500 kN was needed. Ultrasonic welding was selected to join the top and bottom rails and a special assembly jig was designed and built.
Source | Webasto SC



A team in France led by Webasto SC in Les Châtelliers-Chateaumur has developed a novel fixed-glass, roller-blind sunroof module that, for the first time, uses thermoplastic composite guide rails to replace conventional aluminum rails. First commercialized on several multi-purpose vehicles (MPVs) produced by Groupe Renault (Boulogne-Billancourt), the change saves weight, cost and tooling, eliminates hardware and multiple processing steps, simplifies assembly-line installation, reduces operating noise and frees up 13 mm of additional headroom between vehicle occupants and the sunroof’s glass panel.
Common in Europe but uncommon in North America, roller-blind sunroof modules are typically used to cover fixed-glass roof systems — often large panoramic roofs that span nearly the entire width and length of the vehicle’s roofline. When deployed, they have much the same function as rigid sunshades do on North American vehicles, blocking excess sunlight and damping noise from rain and wind. They are comprised of a thin but light-blocking fabric that unrolls and deploys along a motorized track, and then is rolled up again around a spindle that is housed under the headliner at the rear of the roof on the vehicle interior.



Conventional sunroof assembly
The auto industry has historically used aluminum rails to connect a sunroof’s roller blind module to the body-in-white (BIW) roof structure, especially in the case of large and transparent, fixed-glass sunroof systems, which typically span nearly the entire length and width of the car’s roof. These guide rails, mounted along the driver and passenger sides of the roof, do double-duty on roller-blind sunroof systems because they form the sliding surface along which the motorized fabric roller blind travels as the shade is rolled up to permit more light into the vehicle interior, or as it is deployed to reduce that light. Unlike the rigid sunshades common in North America, when retracted the roller-blind sunshades take up little space under headliners where they cannot be seen by vehicle occupants, yet still provide the same thermal isolation from the sun and sound isolation from the wind and rain that rigid sunshades do.
The conventional manufacturing process for aluminum rails begins with a constant cross-section aluminum profile and requires a labor-intensive, multi-step mill-and-finish process to achieve the rail’s complex shape:
- cutting to length,
- forming small folds via stamping and punching,
- shaping curves,
- machining/milling complex shapes that cannot be preformed via stamping tools (requires one toolset/operation and one quality-control check after each step),
- anodizing rail in black or natural color,
- and assembling electrical cable clips, spiral cable clips, centering/positioning pins and nuts.
Every passenger vehicle make and model uses a slightly different shape and length rail, so sunroof manufacturers must produce and stock significant inventory during the production run of a given sunroof module. And when a new model is added, all-new tooling is required unless the vehicle shares common parts with the module for an existing model’s sunroof system.
Aluminum guide rails are not only labor intensive in production at the sunroof manufacturer, but also during installation at the vehicle assembly plant. Conventionally, rails are manually fastened via screws to the BIW. Then the sunroof module is passed through the windshield bay and bottom-loaded into the opening in the roof where the operator secures it to the recently installed rails. Lastly, the glass roof itself is bonded, via structural adhesive, to the top of the car, sealing the sunroof module and the cabin interior.
Although aluminum rails represent known, established technology, they have disadvantages. For one, aluminum is a costly raw material and is more challenging than steel to bend into complex shapes. For another, to protect the environment, disposal of the anodizing chemicals used to prevent corrosion is a significant additional cost. As detailed above, the manufacturing process is long and complicated and its tooling costs are high. Also, efforts to increase functionality require the use of additional hardware applied via additional assembly steps.
New rail concept
Based on other successful conversions of sunroof frames from aluminum to composites on much smaller-format moving-glass sunroof systems, a team at Webasto decided to conduct a study to see if the much-larger side rails on roller-blind sunroof systems also could be converted to composite. (Front and rear cross-beams had already been converted to composite — typically glass-reinforced polypropylene (GR-PP) — on such systems.) The goal was to add functionality, reduce manufacturing steps, part count, cost and part weight, yet still meet OEM performance requirements.
The team began by studying guide-rail functionality and operating conditions and identified the most critical feature of rails as their ability to facilitate smooth movement of the motorized sunshade with the same force front-to-back and left-to-right along the track’s path. To achieve that, rails require precise geometry and a constant cross-section along their entire length, which can be greater than a meter. Additionally, the rails have to be sufficiently structural to provide a secure connection to other sunroof/module components, including front and rear sunroof cross-beams and the roof structure itself, the motor mechanism, roof glass and the headliner. To meet OEM requirements, the motorized sunshade has to operate at low sliding-noise levels to reduce noise/vibration/harshness (NVH) in the cabin interior.
A scan of commonly used automotive composites quickly eliminated those with thermoset matrices and favored thermoplastics. Compared to thermoplastic composites, those wet out with thermosets tend to be higher in density, have slower molding cycles and require more post-mold finishing. Further, remeltable thermoplastics offer an adhesive- and fastener-free assembly option between top and bottom rails and enormously simplify end-of-life recycling. Plus, thermosets introduced concern about possible fogging and volatile-organic compound (VOC) emissions, which are tightly regulated for vehicle interiors in the European Union.
Owing to OEM requirements for extremely tight dimensional control — particularly to avoid warpage, which would impede smooth operation of the sunshade — polyamide, polypropylene (PP) and thermoplastic polyesters were eliminated. Because aluminum rails require grease for smooth sunshade operation, and because Webasto engineers weren’t sure yet if lubricant would be needed on composite rails, polycarbonate was eliminated due to its poor chemical resistance and tendency to stress crack. Acrylonitrile butadiene styrene (ABS) was rejected due to the sunroof’s 110°C thermal requirements.
The Webasto team had previously used fiberglass-reinforced styrene maleic anhydride/ABS (GR-SMA/ABS) for the moving-glass sunroof frame, so it focused attention on this material, which has been used in the automotive industry for decades for instrument panel substrates. GR-SMA/ABS is low-density, stiff and strong, has very low warpage and low deformation over a broad range of temperatures and humidity levels. Because it’s amorphous, there’s no concern with post-mold crystallization and shrinkage. Additionally, it’s melt reprocessable, welds nicely and its maleic anhydride component ensures high bond strength to a variety of substrates, including the polyurethane structural adhesive used to join the glass roof to the sunroof module.
Webasto turned to its GR-SMA/ABS resin supplier Polyscope Polymers BV (Geleen, The Netherlands) to suggest grades that would work. Polyscope supplied two possibilities — 15%-GR XIRAN SGH30EB and 30%-GR XIRAN SGH60EB — which were then subjected to small-scale lab testing at Webasto. The 30%-GR grade was stiffer, but its higher E modulus was not required to ensure smooth operation of the sunscreen. Tests indicated the 15%-GR grade would meet mechanical property targets, so the team opted to use that material, not only for left- and right-side rails but also for the front cross-beam. The rear cross-beam remained in GR-PP.
The next decision was what process to use to produce the rails. Initially, profile extrusion was considered because it can produce both hollow and solid shapes, and functionally it resembles the process used to produce aluminum profiles. It’s also a continuous process, fast enough to meet production requirements, yet its tooling costs are relatively low. Unfortunately, researchers were concerned that extrusion wouldn’t produce smooth enough interior surfaces from fiber-reinforced resins to enable the sunshade to move smoothly and quietly along the track. Also, the process would limit the ability to change profile geometry across the length of the rail to incorporate more functional integration without adding hardware (such as extra pins and clips) during post-processing steps.
The other process considered was injection molding, which can produce very complex 3D structures with smooth finishes and high aesthetics quickly, precisely and with excellent repeatability and reproducibility (R&R). Additionally, it allows holes, cutouts, snap-fits and even clips to be molded in, reducing secondary finishing.
For the target application, the downside is that injection molding cannot produce a hollow structure in a single step (necessitating that each rail be molded in two pieces and then joined.) Also, tooling can be costly.
The team settled on injection molding with a goal of incorporating multiple parts in a family tool to reduce tooling costs.
Concept prove-out
With the basic concept looking promising, the development team expanded to include OEM Groupe Renault and molder ARRK-Shapers (La Séguinière, France). The goal was to design a composite rail system for a fixed-glass roller-blind sunroof module on the 2016 model year Renault Scenic (five-seater) and Grand Scenic (seven-seater) multipurpose vehicles (MPVs). The team decided to design each rail to include a high level of functional integration, to have mirror symmetry between rails for left and right sides and for the design to accommodate both standard (sedan/saloon/five-seater) and long (wagon/estate car/seven-seater) vehicle models. Aspects of the team’s design are now covered by three patents.
To keep tooling costs manageable, the team optimized the mold design to allow the top and bottom parts of both left and right rails, the front cross-beam, plus three pieces of bonding interface that connect to the rear GR-PP cross-beam (molded separately) to be produced in each cycle. Another cost-saving step was ARRK-Shapers’ use of modular blocks (which are inserted/removed to run both long and short rail versions) rather than costly tooling slides. To mold all eight GR-SMA/ABS components in a large family tool, an injection press with a clamping force of 1,500 kN was needed. Ultrasonic welding was selected to join the top and bottom rails, and a special assembly jig was designed and built.
A prototyping and testing phase enabled the team to finalize rail design, anticipate production challenges and assure parts would pass Renault’s validation tests, which included:
- Durability testing for 10,000 lifecycles.
- Tri-axis vibration testing over a temperature range of -20°C to 110°C at 95% relative humidity (RH).
- Temperature cycling from 85°C to -20°C to 50°C at 95% RH to 110°C.
- Peel strength and shear strength after adhesive bonding.
- Renault driving noise test for NVH.
- Rollover “corkscrew” test.
- Roller-blind operating speed of at least 75 mm/sec at 23°C achieved after each test.
“The idea of converting extruded aluminum guide rails to a plastic solution on a sunroof rollerblind is a Webasto idea and one that has been patented for a long time,” explains Jacques Vivien, Webasto R&D, design to cost, industrial expert. “However, until recently, no engineering plastic achieved the tough requirements of this function.” He reminds us that the plastic candidate had to fulfill requirements for dimensional accuracy; stability over time, resistance to temperature and humidity changes; retain stiffness and sliding capability; exhibit excellent bondability; and do all of that and remain cost-competitive. “We were very pleased with the selection of Polyscope’s XIRAN SGH30EB, which made the project a full success for everyone involved.”
Exceeding expectations
With more than two years of manufacture and sale, the composite guide rails are performing as predicted and many benefits have been seen at the tier, OEM and customer levels. For example, ARRK-Shapers’ clever tooling has cut significant costs from the program. Webasto’s use of a design with significantly greater functional integration than the legacy aluminum assembly, and the choice of injection molding to create the complex structures in a single shot eliminated hardware and post-mold finishing, also reducing cost. Rail production alone was reduced from seven steps to two.
At Renault’s assembly plant, the new sunroof system, including the roller blind, arrives fully assembled and pretested as a one-piece unit that is robotically bonded to the roof, eliminating two to three assembly steps and allows an operator to be reassigned, reducing cost and time even further. Reportedly, the initial system cost reduction was around 20%, but the new module has fewer parts, which is expected to reduce warranty costs long-term as indicated by lower parts per million (PPM) defects and higher quality seen at Renault. Another benefit from the new composite rails is that a Z-axis element-stack reduction of >13 mm was achieved because the whole module is adhesively bonded directly to the BIW instead of the conventional two-to-three-step process, during which rails are fastened with screws to the BIW and the module is then fastened to the rails. This not only provides more working space on the assembly line for workers, but also gives taller vehicle occupants more headspace. Another subtle improvement was that NVH was reduced during sunshade operation to open or close the huge daylight opening on both models of the vehicle. Like aluminum, the composite rails are fully recyclable, but less energy is needed to produce them initially and to recycle them at end of vehicle life, which, arguably, also makes them better for the environment. (Interestingly, the team also found that no lubricant was needed on the composite rails for reliable sunshade operation.)
“When Jacques Vivien of Webasto France first told me that he was considering replacing aluminum guide rails with SMA composite on a sunroof roller-blind module, I thought it might be a bit of a challenge, but worth taking the chance,” notes Henri-Paul Benichou, Polyscope’s sales and business development manager. “This innovative application proved to be a technical and industrial success, providing numerous benefits for suppliers, for Renault and for Renault’s customers.”














Related Content

Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
Carbon fiber in pressure vessels for hydrogen
The emerging H2 economy drives tank development for aircraft, ships and gas transport.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More