





The automotive industry converted accelerator pedals from metals to injection molded short-glass thermoplastics in the 1990s. However, brake pedals — being safety-critical components with challenging stiffness, strength and torsional loading requirements — took much longer to convert. Tier 1 automotive supplier Boge Rubber & Plastics Group (Damme, Germany) says it is the first supplier to meet demanding OEM performance and cost targets for brake pedals in thermoplastic composites. Unique design, three different materials and a bespoke production process enable the company to produce pedals that are stronger, stiffer, lower weight and lower cost.
Finding a niche that counts
Boge is a developer and producer of products for vibration damping and powertrain/chassis mounting as well as lightweight plastic modules and pedal boxes (including combinations of brake, clutch, and accelerator pedals) for the auto industry. It has produced automotive components in continuous-fiber organosheet with short-glass overmolding compounds since 2008. It added unidirectional (UD) thermoplastic tapes to the mix in 2018. Through continuous process innovation, cycle time and costs were reduced and business increased.



“In 2015, my boss came to me and said, ‘These changes you’ve made are nice, Daniel, but it would be good if you could find a bigger market with production volumes that really count,’” recalls Dr.-Ing. Daniel Häffelin, senior manager/head of lightweight team at the Boge Global Innovation Center. A team of Boge engineers accepted the challenge and brainstormed how to increase fiber efficiency to reduce costs and gain more business.
“Organosheet is a great product, but you have to use it in the right way, only where needed,” Häffelin explains. “We’d already made our production process very lean, so we wouldn’t gain much by trying to lower cycle times further. We reasoned that the best way to reduce cost was to reduce the amount of endless fiber we used by using that fiber more efficiently.”

The first all-thermoplastic composite brake pedals (complete assembly shown) are in production on four vehicle platforms produced for German automakers. Developed by Boge Rubber & Plastics Group, the pedals not only meet or exceed the challenging performance specs required of metals, but they do so at roughly half the weight, while providing improved driving haptics for consumers and at performance and cost parity to aluminum. Photo Credit: Boge Rubber & Plastics Group
Simply making pedals smaller or thinner also wouldn’t work because there are practical constraints on brake pedal size and shape, not to mention challenging performance specs owing to its safety-critical nature. What made most sense was finding ways to better control fiber orientation to optimize local properties in areas of the part that saw the highest peak loads, providing opportunities to reduce wall thickness in less critical areas.
“We sought a way to locally ‘steer’ fibers so we could place them just where we needed them to maintain stiffness and strength,” adds Dr. Torsten Bremer, Boge Rubber & Plastics Group chief executive officer. “We knew, in principal, this was possible because we’d already considered pick-and-place machines used in sporting goods and medical, but they were too expensive. That’s when we decided we needed a new process.”
“We were already working with a German OEM to find ways to make all-composite brake pedals that met their performance and cost requirements,” recalls Burkhard Tiemann, Boge Plastics & Rubber Group executive vice president, product line leader – Plastics. “We said to our customer, ‘We will develop a new process using UD tapes and organosheet.’ They said to us, ‘If you can reduce mass and cost further, we will do it.’ That was our starting point. We made a big promise in 2015 that we could deliver an all-composite brake pedal that was cheaper, lighter and could be produced in high quantities. It took three years to work out the details and deliver our first products.”
Fiber steering
Composite brake pedals must meet the same performance specs as pedals in incumbent steel or aluminum. That includes special failure mode requirements with loads as high as 3,000 newtons and steel-like deflection at maximum load. Given these requirements and the restricted package space available, the pedal’s main shell structure, which carries the maximum loads, requires continuous fiber reinforcement. Hence, the team decided to use organosheet to form the pedal backbone. UD tapes would then be used to locally increase stiffness/strength and reinforce interior walls during peak stresses in the area of the part that would subsequently be bent into a U-channel during preforming. And in areas where functional geometry like ribs was needed, chopped-glass overmolding compound was specified. The team felt this hybrid approach would increase fiber efficiency while reducing material usage, average wall thickness and cycle time.

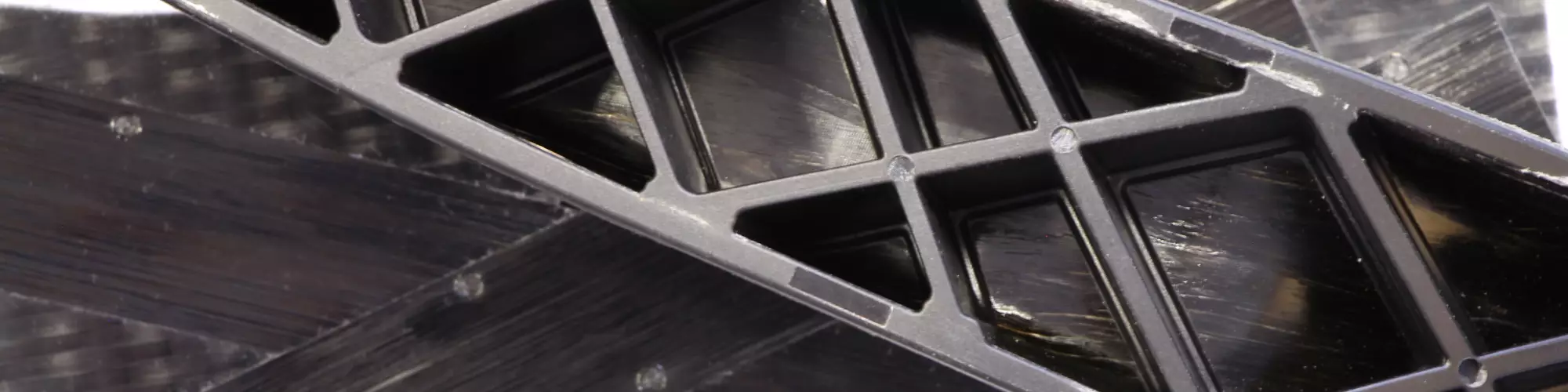
Boge uses three different types of composite — organosheet (bottom), UD thermoplastic tapes (laser-tacked onto organosheet, middle), and short-glass overmolding compound (top ribbed structure) — in fiberglass-reinforced PA6 or PA6/6 to achieve a very efficient, thin and light brake pedal structure that can be molded in roughly a minute. Photo Credit: Boge Rubber & Plastics Group
The team began intensive simulation work to optimize fiber locations during production. The foundation for Boge’s work was based on a 2011-2014 publicly funded German research program called SoWeMa (Software, Tools, and Machine Development for a Fully Automatic and Closed Lightweight Manufacturing Chain).
“The SoWeMa research covered many of the questions we would ask a year later for our own venture,” explains Häffelin. “Because design is part of Boge’s core know-how, we started with the fundamentals of the SoWeMa program and built our own FE (finite-element) simulation capabilities for anisotropic layup structures.”
One area of focus was combined topology optimization for the tape layup and the rib structure. “We created an iteration cycle to optimize placement of tapes and adapt the rib structure accordingly, since both are linked together over the stiffness and strength of the part,” continues, K. Siebe, FEA-engineer, CRRC Innovation Center. “Since the material combination of UD tapes, organosheet and short-fiber materials is unique and their application is bound to a specific window of humidity and temperature, we built our own material cards to more accurately characterize how these materials would behave during physical testing.”

The as-molded brake pedal (measuring approximately 350 x 90 x 60 millimeters) without additional surface treatments. Photo Credit: Boge Rubber & Plastics Group
Boge specified the layer structure and fiber architecture for each material based on simulation results and a given pedal design. Lanxess Deutschland GmbH (Cologne, Germany) supplies organosheet in fiber volume fractions (FVFs) of 45-50%. UD thermoplastic tapes with FVFs of 55-60% were supplied by Celanese Corp. (Irving, Texas, U.S.). Short-glass injection compounds for this application, at 40-60% fiberweight fraction (FWF), were supplied by multiple sources. All materials are black and feature either a polyamide 6 or 6/6 (PA6, PA6/6) matrix. To meet customer specs, PA6 is the default resin for all three composite types. However, depending on humidity and temperature levels during manufacturing, as well as space constraints and pedal geometry, Boge also can use PA6/6 for the overmolding resin, since the two polymers are similar enough to bond well.
Three-step production
Parallel to design, the team worked on a three-step production process. In the first step, a tailored-fiber blank is created by using precut and preconsolidated organosheet as a stable base on which to strategically tack strips of UD tape aligned to load paths to reinforce the part’s shell structure. In the second step, the blank is moved and sequentially heated, consolidated and shaped/draped. In the third step, it is overmolded with short-glass compound to create the ribbed structure.
To achieve fast cycle times, robotic handling was a given for this system. A key process feature that the team wanted to include was the flexibility to place tapes of any length, in any orientation, and in any position on one side of the organosheet shell and to laser tack those tapes to the shell so they didn’t shift in subsequent steps.
Another decision the team made was not to preconsolidate the tailored blank immediately after layup, but just prior to draping/preforming and overmolding. The team reasoned the material would have to be reheated during draping/preforming anyway and to be cost-effective, they had to keep total cycle time close to 1 minute. Hence, Boge heats and consolidates the blank just before draping/preforming using a rapid temperature increase combined with high pressure to create a strong mechanical bond between tape and organosheet. Heating stops and part temperature begins to drop as the still-hot consolidated blank moves into the draping cavity before it is moved again and overmolded with ribs and other functional features in a second cavity. Strong mechanical bonds, with verified polymer chain penetration, are achieved between all three materials. No post-mold finishing is required.
To meet quality requirements for these safety-critical parts, the team also developed a fast, accurate and Industry 4.0-compliant system that uses vision, force, time, pressure and temperature sensors that check material at each step in the manufacturing process. The system then stores that data and ties it back to each pedal’s unique identification number. This ensures 100% traceability of all materials, shifts and process settings involved.
Accomplishments to date
Boge’s bespoke, fully automated and quality-controlled process made the step from prototype to high-volume serial production in 2018. Producing a new pedal roughly every minute, the current manufacturing cell can manufacture up to 1 million parts per year. The all-composite pedals use 33% less organosheet than earlier designs and nominal wall thickness dropped from 3 to 2 millimeters. The pedals also are 50-55% lighter, yet meet or exceed strength requirements for steel. The lighter pedals improve driving haptics for consumers and the entire system is 100% recyclable at end of life. With the current process, composite pedals are at cost-parity to aluminum and slightly higher cost than steel. Other automotive as well as sporting good applications are in development.
What does the future hold as automakers shift resources to fleet electrification? “As drive-by-wire [electro-mechanical actuation systems] and powertrain electrification become more common, gas pedals could go away, but brake pedals will remain,” Häffelin muses. “However, we’ll likely see greater electronics integration, including sensors, in brake pedals. That will increase part complexity substantially, making composites even more competitive than metals.”
Material use, process steps and equipment criteria are explained in more detail in CW’s January 2021 follow-up article, “Bespoke process produces composite brake pedal every minute.”




.jpg;maxWidth=300;quality=90;format=webp)









Related Content

PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
Carbon fiber in pressure vessels for hydrogen
The emerging H2 economy drives tank development for aircraft, ships and gas transport.
Read MoreRead Next

Designing a carbon fiber SMC brake lever
Germany-based Blackwave GmbH’s bicycle brake lever saves 35% of the weight for a comparable aluminum part.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More