


Fig. 1a: “Fourteens are forever”
Designers, builders and sailors devoted to this racing class say once you’ve tried an International 14, no other boat will be quite the same. Here, an I-14 sails with the wind, with bowsprit extended.
Source (all photos, unless otherwise noted) | Bieker Boats and Henderson Boat Co.
Fig. 1b: I-14 into the wind
The same International 14 sails into the wind, with bowsprit retracted.
Fig. 2: Cost-cutting out-of-autoclave design sails into winners’ circle!
A Bieker6 wins the 2015 I-14 US Nationals, held by Santa Barbara Yacht Club (CA, US). Braided Dyneema lines (see Fig. 4), connected to the mast, support crewmembers Terry Gleeson and Evan Sjostedt (front), and the hiking rack braces their feet. Shown in extended position, the bowsprit anchors the spinnaker far forward.
Source | Doug Stelck

Fig. 3: Carbon composite mast/spreader structure
A carbon fiber composite mast spreader root (enables attachment of the spreaders to the mast tube) awaits installation on a finished dinghy hull/deck structure in the yard behind the boat construction shop.

Fig. 4a: Lightweight rigging, in process
Standing rigging on the Bieker6 consists of a pultruded carbon rod joined with tubular braided Dyneema. this photo show a shrink-wrapped tube over braid/rod before processing. (See next photo.)

Fig. 4b: Lightweight rigging, finished
The Bieker6’s finished standing rigging line is shown here, with shrink wrap cured over braid/rod part and installed eye.

Fig. 5: Table-rolled prepreg mast tubing
ICE has specialized in table rolling of prepregs since 1990, and can table roll tubing up to 26-inch diameter and 22 ft in length.
Source | ICE
Step 1
After the hull mold is waxed and sprayed with Partall film #10 PVA mold release (Rexco, Conyers, GA, US) and Awlgrip high-build primer from AkzoNobel (Houston, TX, US), shown in photo, a layer of 150 g/m2 0/90° satin-weave E-glass is laid into the mold as a contact laminate (for contact, low-pressure molding).

Step 2
When the contact laminate is green, two plies of 200g 0/90° carbon woven reinforcements (CWR) are wet-out and debulked between plies of plastic on a laminating table (shown in photo). They are then placed in the mold to build the first (outside) carbon skin. Additional strips and patches of 200 g/m2 and 300 g/m2 0/90° and ±45° CWR and carbon unidirectional reinforcements (CUR) are added to strengthen points of high stress in the center and at the bow and stern.

Step 3
Peel ply (release fabric), P3 perforated plastic (release film) and bleeder cloth (to absorb excess resin) are laid over the carbon skin and the part is vacuum bagged (as shown in photo), tented, and then heated to 90°F to encourage resin flow during overnight cure.

Step 4
The core is set in place over the cured first skin and vacuum bagged. The core set consists of perforated plain sheets of 3/8 inch 80 kg crosslinked PVC (shown in photo). It is vacuum bagged with a thin mix of microballoons (West System 407 low-density filler) and Gougeon 105/205 resin/hardener, both supplied by Gougeon Bros. (Bay City, MI, US).

Step 5
After the core set is cured and detailed, the inside carbon skin is wet out and laid in, as shown. A bleeder layer is added and the part is again vacuum bagged and cured.

Step 6
After cure, (a) carbon-skinned foam frames and bulkhead are taped into the hull.
Step 7
A daggerboard trunk and mast step are installed. (The daggerboard is a board dropped vertically through the hull to prevent leeway/sideways movement.)

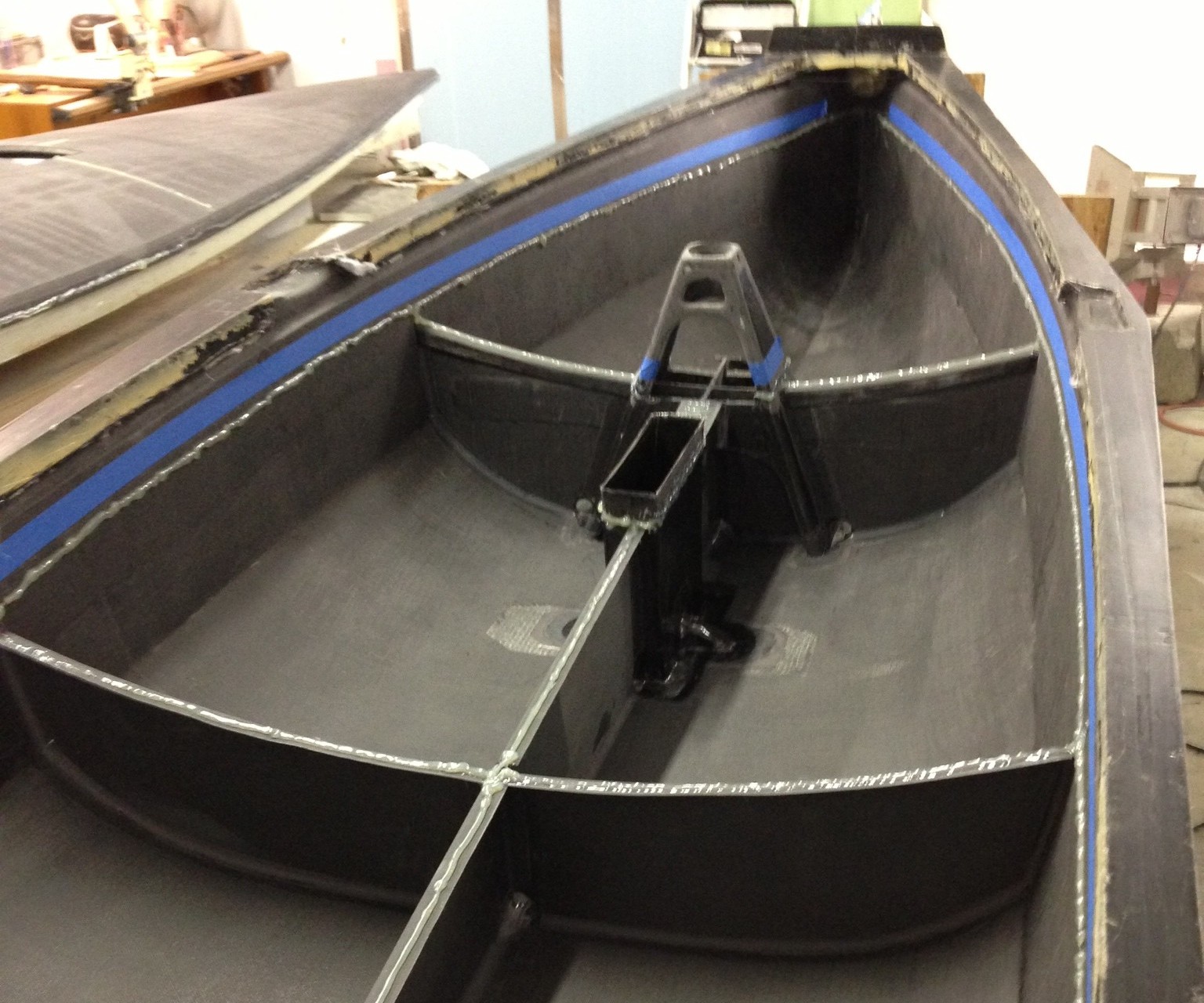
Step 8
The deck mold is waxed and sprayed, and a similar laminating materials and process are used to layup the deck. The deck is then bonded over the flanges on top of the frames with a bonding flange around its perimeter (as shown in photo).

Step 9
The hull is demolded and PVA is washed off.

Step 10
The bowsprit and hiking racks are installed (shown) plus ancillary lines and structures.

Step 11
The boat is tented and heated to approximately 140°F for at least eight hours to post-cure the laminating resin. The hull is sanded and the areas of exposed carbon-epoxy taping used in some of the structural attachments are faired. A layer of Awlgrip 545 finish primer is sprayed on as well as a linear polyurethane topcoat (requested by owner).

Step 12
Blocks and cleats, control lines and other hardware are added. Raptor deck CNC-cut self-adhesive non-skid foam is installed on the deck. Mast and rigging are installed. Photo shows boats on dock, ready to sail.



In the realm of sailboat racing, the International 14 World Assn. (Kent, UK) calls its I-14 events the choice “for sailors looking for a fast, challenging boat in which they can develop their own ideas while sailing in the company of a group of like-minded, open and welcoming competitors.” The I-14 describes both the race and the boat its competitors compete in. The Association’s 20 Rules decree the basic dimensions for this high-performance two-person, two-trapeze skiff’s hull to be 14 ft long by 6 ft wide (4.3m by 1.83m). Although I-14 boats are capable of open ocean sailing, they are optimized for protected waters and do not have accommodations for offshore, overnight sailing. For racing, they are rigged for the expected wind conditions, usually a maximum of 20-30 knots.
One size, not one design
Known for top-flight competition outside the controls of “one-design” classes, the I-14 rules are descriptive, not prescriptive: They do not require that all boats be built in conformity to a single selected design.



“The I-14 is a unique class — a development class — working on the upper edge of technology,” says Fred Vance, avid sailor and licensed yacht and ship broker (Yachtline, Oxnard, CA, US). “Many sailing classes use carbon composite construction, but they have class restrictions.” In preparation for races in this class? “If you can find a better, stronger way to make an I-14,” he maintains, “go for it. You are allowed to make the boat different.”
That’s long been a doorway to design exploration for naval architect Paul Bieker. Doing business as Bieker Boats LLC in Seattle, WA, US, he began designing, building and sailing International 14 boats 28 years ago. “At first, I was the client all the way through to the builder — a pretty useful experience,” he says. “I quickly learned if you design something that’s difficult to build, then when you are the builder, you suffer your own mistakes and it costs you.”
Bieker has designed and built carbon fiber composite I-14s using autoclaved prepreg with a Nomex honeycomb core, as well as a less-expensive ambient-cured, vacuum-bagged wet laminate with a foam core. “A well-built vacuum bag part is about 60-70% of the strength of a prepreg construction,” he says. But in the I-14 worldwide racing events, where these small skiffs are subject to intense and rapidly changing loads imposed by wind, water and the swiftly moving crew of two, “the prepreg boats are a little lighter and a little stiffer, but both types of boats can be competitive.”
High-performance structure at lower cost
Bieker gave up building the boats himself some 15 years ago and realization of his I-14 designs was turned over to Henderson Boat Co. (Seattle). But he remained committed to the class. As this decade dawned, Bieker’s then most recent model, the Bieker5 or B5, which featured a hull and deck of autoclaved prepreg design, was fast and popular, but also was much more costly than Bieker’s out-of-autoclave option. For his B6 design, Bieker decided to take his out-of-autoclave version one step further and make its hull and deck a high-performance structure built not only without high-performance processing, but also without aerospace-grade materials.
Bieker’s final design calls for a hand-built, vacuum bagged wet laminate, and specifies standard-modulus, mid-grade carbon fiber, now typically sourced by Henderson from Toray (Toyko, Japan and Tacoma, WA, US) or Hexcel (Stamford, CT), primarily in 200g 0/90° plain-weave and 300g unidirectional fabric, with knitted double-bias cloth for use as additional reinforcement patches in the layup. The resin is Gougeon Brothers’ (Bay City, MI, US) Pro-Set 125/229 epoxy laminating resin. Bieker also developed the B6 design to be as close as practically possible to the minimum surface area allowable under the I-14 class rules, to reduce both the laminate’s area and its weight.
The hull and deck are laid up at the Henderson boatworks into open, female molds that are built using a general-purpose polyester resin with fiberglass chopped strand mat. They are pulled from plugs made with plywood and strip planked skins glued over CNC-cut plywood frames. Hull and deck manufacture proceeds through the steps defined on pp. 64-65, followed by installation of the mast and rigging.
Bieker thinks the B6 molds would also work well for resin infusion, but says he hesitates to infuse something so light. “The skins are so thin — typically the outside skin is on the order of 400g of material, and significant areas of the inside skin only about 200 g/m2 — in other words, some 6 oz of cloth,” he explains, adding that the core set for reliable resin infusion can be pretty heavy for such a lightweight layup.
Mast, bowsprit and rack
For the critical mast, bow sprit and rack tubing, however, the B6 design moves back up out of the vacuum bag into more advanced methods and higher-strength materials. Built to Bieker’s specifications, the parts are table-rolled from prepreg by Innovative Composite Engineering (ICE, White Salmon, WA, US). Known for its work in aerospace as well as recreation, ICE has specialized in this arena since 1990. All of its production equipment is designed and built in-house. “We can table roll tubing up to 26 inches in diameter and 22 ft in length [660 mm by 6.7m] at this time,” says ICE president and CEO Steve Maier.
The B6 mast is a high-modulus prepreg carbon tube 7.7m long, with an outside diameter (OD) that tapers from 74 mm at its root to 42 mm it its tip. The prepreg features HR40 carbon fiber, sourced from Mitsubishi Chemical Carbon Fiber and Composites (Irvine, CA, US). Of the variety of carbon fibers that could be used to increase efficiency in response to changes in the wind, the “high-modulus HR40 carbon fiber produces a more rapidly responding mast and less energy loss as wind gusts blow through,” Maier contends.
CAD-designed patterns for the mast are cut using a precision cutting table from Autometrix (Grass Valley, CA, US). Pattern accuracy, says Maier, is critical if what he calls mast flex — that is, the degree to which it bends under sailing loads — is to be consistent. The patterns are then rolled around a tapering mandrel according to the ply laminate schedule. Table-rolled first is a sheet of unidirectional (UD) prepreg that combines HR40 carbon fiber (640 ksi tensile strength, 54 msi tensile modulus) with Mitsubishi’s Newport 301 semi-toughened, 250-300°F (121-149°C) cure epoxy matrix. Areas of point loading are reinforced with a prepreg plain weave 33 msi carbon fiber in HexPly F515, 250°F-cure epoxy matrix from Hexcel. The outside of the mast is a Hexcel prepreg of 7781 woven E-glass — the glass selected for ultraviolet (UV) and damage protection — in HexPly F515 matrix.
As rolling proceeds, each ply is highly compacted to ensure good consolidation prior to cure. The finished laminate is then wrapped with shrink tape to apply high pressure during cure. The amount of tape and tension applied is controlled to result in 60-80 psi when heat is applied.
The mast is then oven-cured. Cure parameters are managed by a Simatic Programmable Logic Controller from Siemens (Munich, Germany) but Maier says the specified time and temperature are considered ICE intellectual property because “we do not often follow the manufacturers’ recommendations. ICE makes a large investment in understanding the cure dynamics of every matrix we work with, and then we use that information to develop and optimize cure profiles for each part we build. The result of our manufacturing and cure development is void content constantly below 0.2%,” he claims. After cure, the tape is removed and the mandrel is extracted from the tube. The finished mast is trimmed to length, inspected and shipped.
ICE makes rolled tubing for the 3.25m-long bowsprit spar — which extends forward from the bow. It enables a large spinnaker (forward sail) to be flown when sailing with the wind; the spar is retractable into the hull when sailing into the wind. It tapers from a root OD of 110 mm to a 53-mm tip. Tubes are also rolled for the so-called hiking racks in a similar process to the mast construction. The racks are foot supports for crewmembers, who are also supported by lines from the mast made from 2.5-mm braided Dyneema yarn. Because stiffness is not as critical for the racks, Mitsubishi Grafil 34-700 carbon fiber, with a lower modulus and tensile strength (34 msi and 700 ksi, respectively), is used in a similar Newport 301 prepreg for these tubes.
Building the standing rigging
The standing rigging lines that also support the mast are commercial pultruded carbon rods provided by Marske Aircraft (Marion, OH, US) — one pultruded rod per line — with end connections created by Henderson Boat Co., using braided SK-99 Dyneema (DSM Dyneema, Geleen, The Netherlands).
Henderson has experimented with various ways to fix terminations on the rods. For this rigging — and what Bieker says appears to be the best solution so far — one end of a section of hollow braided Dyneema is joined with the pultruded rod in the following steps:
- Before the joining, the Dyneema is rinsed with acetone and the rod is wiped with solvent and abraded.
- The Dyneema is spliced into a loop at one end.
- In a process known as milking, the other end of the braided tube is saturated with Gougeon Pro-set 176/276 rubber-toughened epoxy adhesive and stretched around the pultruded rod until the rod is a few inches from the loop.
- A high-temperature shrink-wrap tube is pulled over the braid/rod.
- The part is heated with a heat gun to achieve consolidation and cure of the epoxy.
- A #10 aluminum eye (Harken, Pewaukee, WI, US) is centered into the loop of the braid for boat attach hardware.
High-tech, but still accessible
Bieker graduated in 1987 from the Naval Architecture department at the University of California Berkeley, which at that time, he says, included no composites courses in its curriculum: “So, I learned most of what I know about composites from building these I-14 boats. And that was a nice way to learn, because one of the typical flaws I see in composite design today is parts designed by people who have never built anything in composites. They don’t really have a sense when they are designing something that it may be difficult to build or has details that may be difficult to execute.” Further, he points out, “There seems to be a lot of gap between the way the design looks in the FEA program and the actual reality of laminating the part and assembling it.”
Officially recognized in 1928, the International 14, says Bieker, is the oldest international small-boat racing class. “Over the years, the boats have evolved as the design and building technologies have evolved.” As they’ve become lighter, faster and more easily maneuverable, what they haven’t become is out of reach of the mainstream boatbuilding community. “The current boats are high-performance composites structures that you can actually still build in your garage,” he insists. Bieker designs for boatbuilders of note who compete in the America’s Cup, and for Riptide Boats, and numerous other sailboat and powerboat brands. He also designed the all-carbon fiber B53 catamaran just entering the construction phase at Gold Coast Yachts (US Virgin Islands). That said, he hopes to see the I-14 remain as accessible as it has. “If we end up in a world where the only composites that we use are the high-temperature-cure prepregs and autoclaved parts built in specialized shops, then basically it means there won’t be a path for people like me to learn composites from designing and building boats like this.”
The first B6 was built in 2011 and 15 have been built to date. Crews sailing them have won three I-14 World Championships, two Canadian National Championships and two Japanese National Championships.













Related Content

Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Safran Nacelles Morocco installs large autoclave, doubles cleanroom per development plan to increase production rates
Extension of 6,000 square meters dedicated to Gulfstream G700/G800 production, groundwork laid to digitalize processes and reduce environmental footprint.
Read More
VIDEO: One-Piece, OOA Infusion for Aerospace Composites
Tier-1 aerostructures manufacturer Spirit AeroSystems developed an out-of-autoclave (OOA), one-shot resin infusion process to reduce weight, labor and fasteners for a multi-spar aircraft torque box.
Read More
PRF Composite Materials introduces RP570 FR eXpress cure prepreg system
Ultra-fast, fire-retardant formulation targets snap cure press molding of structural components.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More