
Sustainable, inline recycling of carbon fiber
Shocker Composites and R&M International are developing a supply chain for recycled CF with zero knockdown vs. virgin fiber, lower cost and, eventually, lengths delivering structural properties close to continuous fiber.




Currently, the most common recycling process used to recover carbon fiber from composite waste is pyrolysis, where high heat basically burns off the resin. Solvolysis, which uses a solvent to dissolve the resin, has long been claimed to offer superior properties. So far, commercialization of both pyrolysis and solvolysis has been through batch processes. But inline processing is finally in the works.
Shocker Composites (Wichita, KS, US) is a start-up out of Wichita State University (Wichita, KS, US) founded by Ph.D. student Vamsidhar Patlolla. He developed a method to recycle and reuse carbon fiber reinforced plastic (CFRP) test coupons during a research project on self-healing composites. “He came to us about 18 months ago, looking for sales channels for his recycled Aerospace grade fibers,” explains Stephen Rawson, a partner at R&M International (Fort Washington, PA, US), which specializes in the international import, export and trade of textiles, plastics and recycling materials. “The process uses solvolysis to dissolve the resin and then to completely remove it from the fiber. We were very interested because the recycled carbon fibers are not only very high quality, with the same properties as virgin aerospace grade fibers, but the process is profitable cost-wise.”



 |
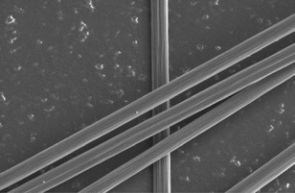 |
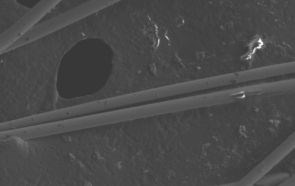
Scanning electron micrographs of virgin carbon fiber (left) and carbon fiber recycled using Shocker Composites’ solvolysis process (right). SOURCE: R&M International
Rawson explains that R&M had already seen opportunity in recycling carbon fiber. “We were looking for a sustainable, competitive advantage vs. what is already out there. Shocker Composites’ process offers this advantage because it is an inline process, not a batch process.” He notes that batch processes are expensive and difficult to scale. “You must copy process modules over and over to add capacity.”
Shocker Composites had already demonstrated taking uncured prepreg waste, removing the resin and producing recycled fiber that shows no damage when compared with virgin carbon fiber (vCF). “They performed microscopic analysis on the recycled fiber and found it to be almost identical to virgin fiber, except there is no sizing,” says Rawson. The fiber structure was seen to be essentially the same as vCF.
However, it now had to be demonstrated that the fiber could be reused with high performance. “We had difficulty because the recycled fiber was so fluffy, that it was hard to get it into a resin for reuse,” says Rawson. He concedes that it could be readily converted into a nonwoven material, “but that product is already out there via pyrolysis and we are seeing that the market is still being developed to take up these materials. We did see an opportunity, however, if we could process the fiber into pellets for thermoplastic composite molding and overmolding.”
 |
 |
Shocker Composites and R&M International have developed means for densifying the recycled carbon fiber (left) and compounding into pellets (right) for thermoplastic injection molding or overmolding. SOURCE: R&M International.
So, Shocker then had to solve the problem of densifying the material so that it could be compounded with thermoplastic into pellets for injection molding and extrusion/3D printing. “This is what has been accomplished over the last few months,” Rawson explains. “We have worked with a customer to compound the recycled carbon fiber with ABS into pellets and then extrude for large-scale 3D printing. The results were the same as for virgin fiber and the cost is less than current market price for pellets made with virgin fiber.”

Recycling process flow for Shocker Composites and R&M International rCF via inline solvolysis. SOURCE: R&M International
3D printing with rCF
“We are now performing trials, using the recycled carbon fiber to make 3D printing filament — both 1.75mm and 2.85mm diameter — using ABS and nylon,” says Rawson. “We’ve done a test part on the Cincinnati Inc. BAAM equipment (see the blog “Additive manufacturing: Can you print a car?”) using ABS reinforced with the recycled carbon fiber, from 20% up to 40% reinforcement. It prints beautifully.” He notes that the 3D printing market for BAAM and Thermwood’s LAAM process is growing (see my report from CAMX 2017, scroll down to the 4th item, in fact the whole last part is about rCF and 3D printing).
Shocker Composites and R&M International have compounded the recycled carbon fiber into 20-40% reinforced ABS filament and demonstrated its successful use in the BAAM 3D printing process. SOURCE: R&M International.
Shocker Composites and R&M International have also sent the ABS compound to a 3D printing filament manufacturer, who converted it into 1.75mm filament and then trialed it into a commercial 3D printer to make a cube, a vase and other objects. “The hexagon-patterned vase shows how well that filament prints,” says Rawson. “The filament producer said it was excellent, that it flowed well and printed well.”
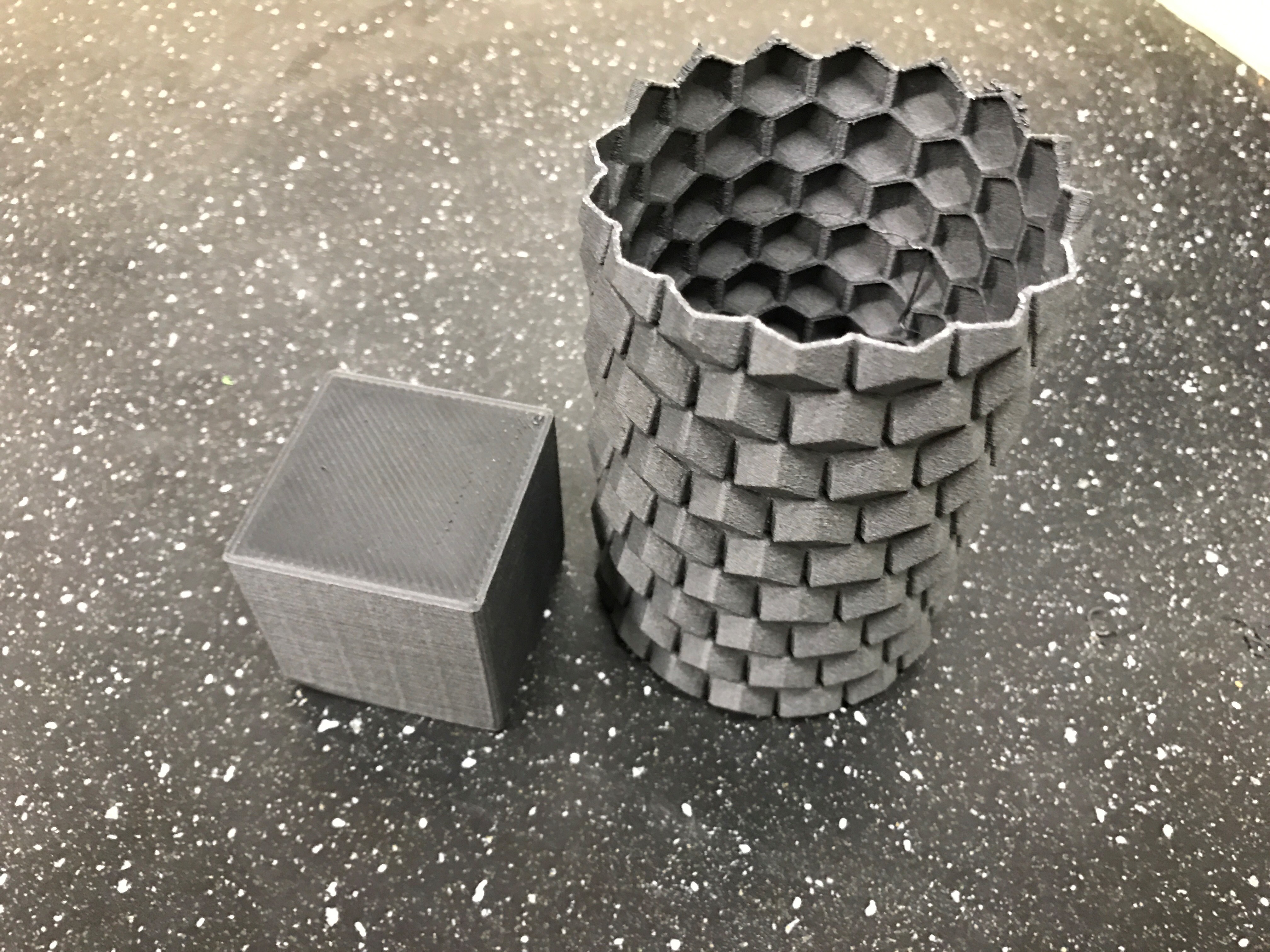
Trials of 20% rCF ABS compound converted into 1.75mm 3D printing filament show very high quality and process capability. SOURCE: R&M International.
3D printing to injection molding to unidirectional tape
“The unique thing about Shocker is that the recycled carbon fiber produced with this inline solvolysis process is very high quality with no apparent damage to the fibers,” says Rawson.
“Unlike other recycling methods such as pyrolysis, there is no 10-20% knockdown vs. virgin fiber, and we can produce it at a lower cost than virgin fiber. We’ve looked for where there is a good market that is sustainable long-term, and we think thermoplastic composites is the best market niche for our fiber, with 3D printing as an accelerator.”
What about injection molding and overmolding? “That market tends to be very allied with virgin carbon fiber producers and not very amenable to switching to rCF,” says Rawson. “Of course, that is for the big compounders. There is opportunity in small, niche molders of high-value components.” Rawson shows a biomedical device from MTD Micro Molding. R&M International has successfully trialed the Shocker Composites rCF in a variety of injection molded components.

R&M International does see opportunity for injection molding with rCF in high-value, niche applications like this biomedical device. SOURCE: MTD Micro Molding
 |
 |
R&M International has trialed the Shocker Composites rCF in a variety of compression molded parts with good results. SOURCE: R&M International.
It is also working on new densification and pelletization technologies that enable longer fiber compounds. “If you can get up to 1.0 inch in length for aligned discontinuous carbon fiber, you get almost the same structural properties as for continuous fiber,” Rawson explains. “If that’s the case, you can see recycled carbon fiber as becoming much more valuable.
The idea of using aligned discontinuous fibers to achieve greater moldability and high mechanical properties was demonstrated a decade ago with stretch-broken carbon fiber. Read “Aligned discontinuous fibers come of age”. Another interesting article on this is “Aligned Discontinuous Fibre Composites: A Short History” published in 2014 by Matthew Such, Carwyn Ward and Kevin Potter.
 |
 |
Shocker Composites and R&M International are working with the University of South Dakota’s CNAM center to convert longer recycled carbon fiber into reinforced thermoplastic sheet though the DiFTs process. Rolls of reinforced PP tape are shown here.
SOURCE: R&M International.
R&M International is pursuing this further, working with the Composites and Polymer Engineering (CAPE) Laboratory and Composite and Nanocomposite Advanced Manufacturing Center (CNAM) at the South Dakota School of Mines & Technology (SD Mines, Rapid City, SD, US). CNAM has developed a Discontinuous Fiber-reinforced Thermoplastic sheet (DiFTs) process that produces sheets containing discontinuous fibers with significant retention of fiber length and fiber alignment. The patent-pending process is compatible with a variety of fibers, including rCF. Material supplied to Steelcase (Caledonia, MI, US) and PolyOne for molding trials have shown that CF/PP sheets made with DiFTs can be thermoformed and compression molded with good results. An automotive differential cover made from 30% rCF/PP was molded by the University of Maine’s Alfond Advanced Manufacturing Laboratory for Structural Thermoplastics and presented by David Erb at the 2017 Automotive Composites Conference & Exhibition (ACCE): “Development of a Thermoformed Rear Differential Cover Made From Recycled Carbon Fiber”.
 |
 |
 |
This curved prototype part for a military application, roughly the size of safety goggles (center photo), has been compression molded from 30% CF/PP sheet made using the CNAM DiFTs process. SOURCE: R&M International and CNAM.
He notes that the industry-university consortium advancing this technology is also refining the tape making progress, achieving 5-10% improvement in alignment and strength properties without even pushing the fiber to longer length.
“CNAM has produced these using nylon, ABS, and PP, but it could be any Thermoplastic,” says Rawson. The DiFTs pilot line currently produces 8-inch wide tapes up to a 2.0 mil thickness from extruded pellets, and it creates approximately 80% alignment in the fibers. This now allows you to design structural parts. Through a simple laminator, we can splice these tapes together to make sheets over 1 m in width, only limited by the size of the laminator.”
 |
 |
 |
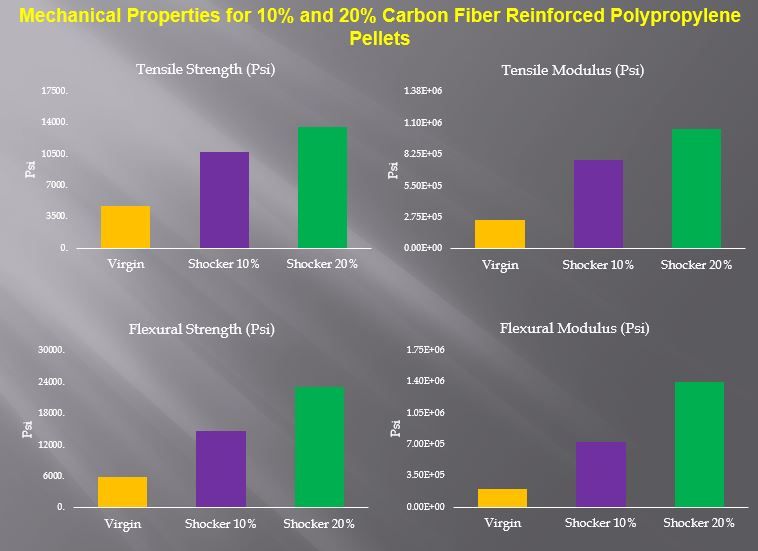 |
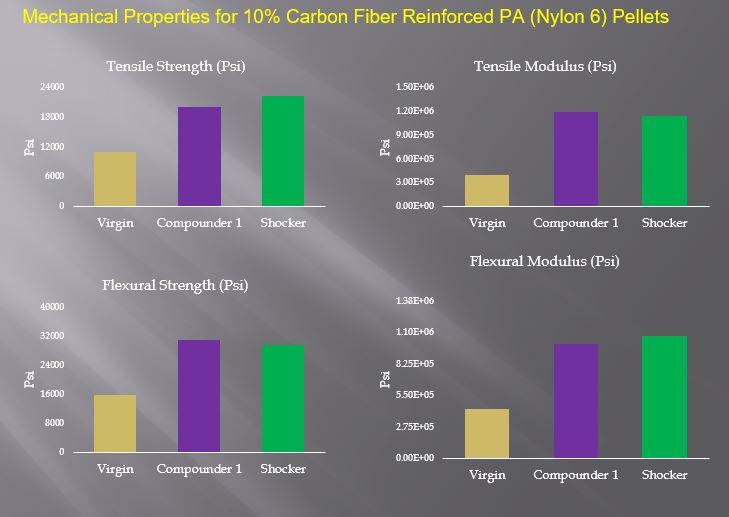
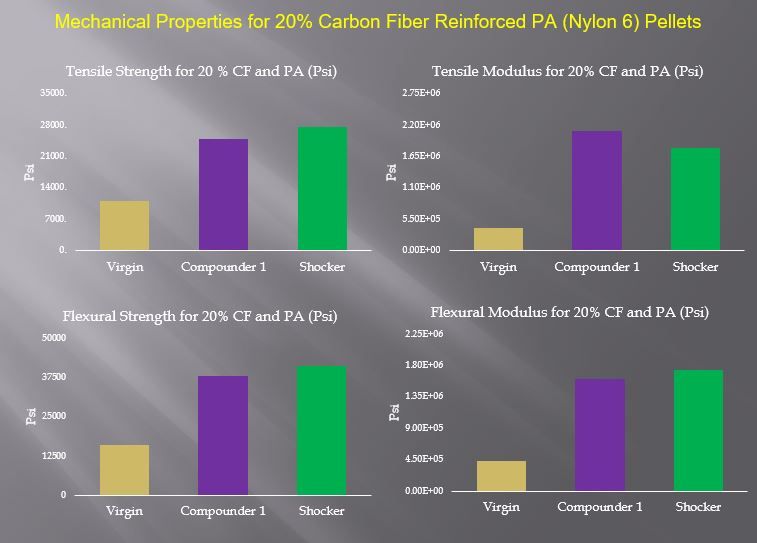
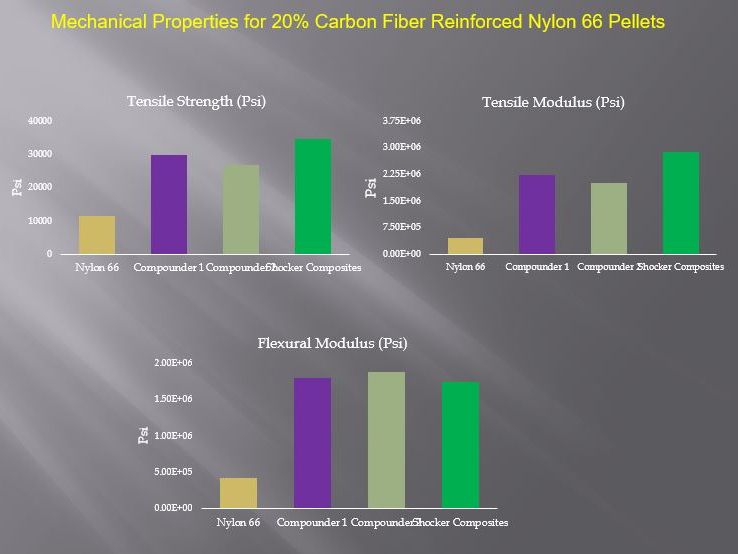
These graphs show mechanical properties of the pellets manufactured using Shocker Composites rCF. The pellets were extruded into coupons and tested for tensile and flexural properties. The different colors show properties from different vendors (click to enlarge). SOURCE: Shocker Composites.
Path forward
The short-term path forward for Shocker Composites and R&M International is to produce and sell high-quality recycled carbon fiber to 3D printer filament manufacturers, molding material compounders and higher-value, niche market injection molders.
The companies will continue development toward longer-term goals, including use of their rCF products in discontinuous fiber reinforced thermoplastic tapes and extension of the rCF length to 1 inch and perhaps even beyond.

“Right now, we are recycling prepreg waste using the inline solvolysis process, and there is no degradation of the fiber,” says Rawson. “This is going to make carbon fiber more and more accessible as you recycle in a way that it can be reused many times. The customer that buys our thermoplastic composite pellets will use that material and include that cost as part of their parts production. They’re not expecting to recover anything from it, but that part at the end of its life can now be recycled multiple times and therefore can once again be monetized. As more and more fiber gets into this closed loop, more increasingly cheaper fiber will become available. This is so tremendous for our industry because we’re reusing the material over and over.”
For more information, visit R&M International in booth T59 at CAMX 2018 (Oct. 16-18, Dallas, TX, US).














Related Content

Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
Novel dry tape for liquid molded composites
MTorres seeks to enable next-gen aircraft and open new markets for composites with low-cost, high-permeability tapes and versatile, high-speed production lines.
Read More
Carbon fiber in pressure vessels for hydrogen
The emerging H2 economy drives tank development for aircraft, ships and gas transport.
Read More
Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More