
Spread-tow technology takes off
New, ultralight-areal-weight prepreg tapes form the thin-ply laminates will enable Solar Impulse 2’s sun-powered flight around the world.

The all-composite airframe of the Solar Impulse 2 (Si2) supports 17,000 solar panels that not only power the craft’s four electric prop engines by day, but collect enough additional energy to charge onboard batteries that can power those engines after the sun sets, making Si2 and its predecessor (Si1) the world’s only aircraft able to fly nonstop, day and night, on solar power, without a drop of fuel. Si2 is in preparations now to circumnavigate the globe in 2015. Source: Solar Impulse/Photo: Ackermann
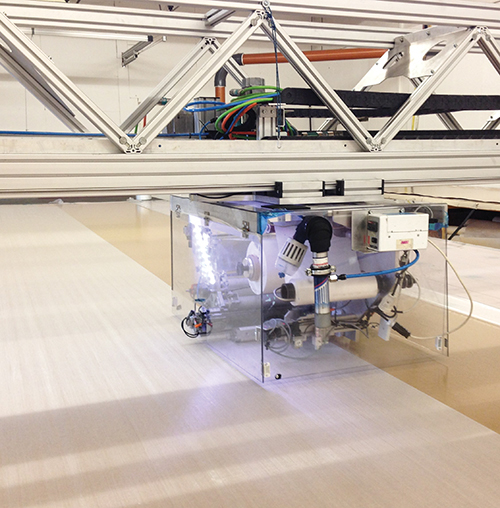
NTPT’s custom-built automated tape laying system can be equipped with a plexiglas enclosure, enabling more precise control of temperature as plies are placed, allowing NTPT to tune the laydown temperature to the particular resin system in use. Source: NTPT
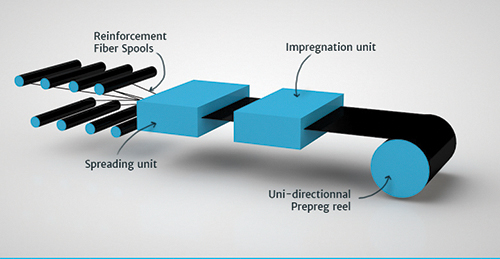
Step 1: Carbon tow is spread into thin tape and resin-impregnated in NTPT’s proprietary spreading and impregnation units; the unidirectional prepreg tape is rolled up on a dedicated reel. Source: NTPT
Step 2: Reels of prepreg tape are loaded onto NTPT’s custom-designed ATL machine, controlled by its own CNC software program. Source: NTPT

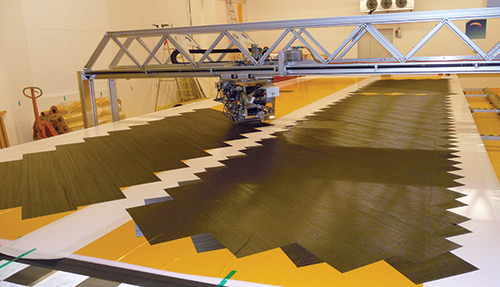
Step 3: Preforms for the 27m/±45° wingbox skin were layed by the ATL over an epoxy adhesive film on an expanded tool table, as shown here. Source: NTPT
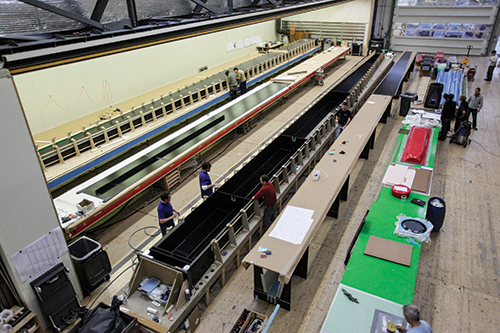
Step 4: The Si2 airframe was constructed in Decision’s factory in Ecublens, Switzerland. On the far left is the 30m/100-ft oven, built into one end of the factory. Source: Solar Impulse/Photo: Stephane Gros
Step 5: The wing spar box was layed up as a honeycomb structural sandwich, skinned with TPT 100-g/m,2 ±45° preforms. Source: Solar Impulse/Photo: Stephane Gros

Step 6: One side of the wing spar box is positioned for bonding with the other box sides. Source: Solar Impulse/Photo: Stephane Gros

Step 7: Bulkheads are sanded in preparation for bonding them into the wing spar box. Source: Solar Impulse/Photo: Stephane Gros

Step 8: The wing interior: The white panel at the back of the image is the inside face of the solar panel; the flat black plate on the left is a panel of the wing spar box; and in the foreground are the ribs. Source: Solar Impulse/Photo: Jean Revillard

Commercial applications of thin-ply composites made by spreading tows into thin, flat unidirectional tapes has been a composites industry trend for more than a decade. The lure? Spread-tow technology provides composites fabricators a way to fashion reinforcement fabrics almost entirely free of the fiber twist and crimp that stunt fiber performance. The straighter, more uniform fibers in spread-tow tapes optimize a laminate’s tensile and compressive strength. The thinner laminates that result afford molders the opportunity to make high-performance components using less material and at reduced cost. In a dramatic example of its promise, the technology will soon take flight — literally — on the Solar Impulse 2, an aircraft whose designers hope, in 2015, will become the first to fly around the world powered solely by energy from the sun.
Solar Impulse 2 was developed by the company of the same name, located in Payerne, Switzerland. Solar Impulse chairman Bertrand Piccard, a psychiatrist and aeronaut, made the first nonstop, round-the-world balloon flight and came up with the Solar Impulse concept. The venture is led by Piccard, and CEO André Borschberg, whose curriculum vitae includes engineering, a graduate degree in management science and experience as a fighter pilot and a professional aircraft and helicopter pilot.



They describe Solar Impulse 2, the second generation of the company’s first solar-powered aircraft, as “the only airplane of perpetual endurance, able to fly day and night on solar power, without a drop of fuel.” To make that possible, Solar Impulse enlisted the aid of North Thin Ply Technology (NTPT, Penthalaz, Switzerland). NTPT has successfully developed very thin unidirectional prepregs using spread tow that comprises intermediate-modulus carbon fibers with an areal weight reportedly as low as 18 g/m2 (0.4 oz/inch2).
From sails to wings
NTPT’s parent company, North Technology Group (Milford, Conn.), made news previously with another spread-tow, thin-ply development, its patented 3Di process, which produces monolithic yacht sails (see “Custom-engineered composite performance yacht sails,” under "Editor's Picks" at top right). But unlike 3Di, which is designed to produce flexible material at the North Technology Group facility in Minden, Nev., that can function like, but perform better than, more conventional sailmaking material, the system developed by North Thin Ply Technology, and registered under the trademark TPT, is “100 percent dedicated to rigid composite applications,” says NTPT’s sales and marketing manager Gilles Rocher. “NTPT offers outstanding composite strength, homogeneity and machinability for rigid commercial applications demanding high performance and low weight.”
Solar Impulse 2 (Si2) was designed with TPT materials in mind by Solar Impulse in conjunction with its airframe manufacturer, Decision SA — a member, with Multiplast SAS (Vannes, France), of Groupe Carboman SA (Ecublens, Switzerland). Decision constructed the Si2 airframe in its Ecublens facility.
Launched in 1984, Decision focuses on production of innovative composite structures that include not only the Solar Impulse airframe but the internal structures of the Volvo Ocean 65 high-performance monohull racing yacht. In July 2010, Decision built the prototype model, Solar Impulse 1 (Si1), the first aircraft in solar aviation history to stay in the air after dark (26 hours of continuous solar-powered flight).
“Construction of Si2 began in 2011 and lessons learned from the prototype are incorporated into this second airplane,” says Bertrand Cardis, Decision’s general manager. “Designated HB-SIB, it will have an increased payload, its electrical circuitry will be isolated to enable flights in light rain, and system redundancy will improve reliability. Importantly, its more spacious cockpit will enable the pilot to fully recline during flights lasting up to five days and five nights.”
Weight has been decreased “gram by gram” for the Si2 venture, largely through the use of the NTPT materials and process in the construction of all of the airframe’s structural components, which includes the main and rear wing spars, the fuselage and cockpit, the tail structure and the vertical and horizontal stabilizers.
Solar Impulse airframe structure
As the first step in the manufacturing process for the Si2, NTPT spread M46J 12K ultrahigh-modulus PAN carbon tow, a 440-GPa fiber supplied by Toray Industries (Tokyo, Japan), using NTPT’s proprietary technology. Depending on the carbon fiber, the process can yield tapes with areal weights of 100 g/m2 (2.3 oz/inch2), 50 g/m2 (1.1 oz/inch2) and as little as 25 g/m2 (0.6 oz/inch2) .
Eight spools of M46J 12K tow feed the technology’s spreading unit. Rocher points out that NTPT typically spreads a 3- to 4-mm (0.12- to 0.16-inch) tow of 12K to 18 mm/0.71 inch width for a 25-g/m2 (0.6-oz/inch2) unidirectional tape. For the Si2, however, it produced a 25-g/m2 unidirectional tape with a width of 300 mm/11.8 inches.
As it came out of the spreading unit, the unidirectional tape was impregnated using NTPT’s custom-formulated 80°C/176°F-cure epoxy system. The result was B-staged and then wound onto reels specially designed for loading directly onto NTPT’s automated tape laying (ATL) head. The ATL machine was custom designed and built by NTPT to layup up preforms using its super-thin prepreg materials according to customer-designated fiber orientations and ply schedules.
“The finite element analysis (FEA) and laminate design was developed by the Solar Impulse engineering team,” Rocher reports. NTPT, in fact, developed its own software package for FEA and simulation, preform design and ATL monitoring. “That initial design was processed by Decision to create the ultimate design of specific structural components and prepreg preforms for best handling and manufacturability.“ NTPT then made the ATL CNC manufacturing files from the design provided by Decision.
The uni tapes were layed up by NTPT’s ATL. The ATL head can be enclosed in plexiglas to allow temperature adjustment for the specific resin prepreg chemistry, typically between 16°C and 23°C (61°F and 73°F). Further, the room that houses the ATL is maintained between 18°C and 23°C (64°F and 73°F). depending on the resin type and tack requirements.
Although the ATL is capable of producing large preforms — up to 3.4m by 12m (11 ft by 39 ft) — the Si2’s central wing box, alone, is 27m/88.6 ft long. To accommodate the extra long layups, NTPT built a doorway with a fabric closure in the end wall of the ATL room. The fabric could be lifted out of the way, permitting the NTPT team to set up a second layup table that accommodated the 27m length. “For long preforms, we lay down the material onto the 12m ATL table and then we shift what has been laid to the next table and we carry on the laying on the ATL table,” Rocher explains. Preforms for the wing, which spans 72m/236 ft, were layed up in similar fashion, but in three sections: One at 27m/88.6 ft long, and two others each 22.5m/73.8 ft long.
For the Si2 preforms, tapes were placed in multiaxial orientations directly onto an epoxy film (also an 80°C cure system). Because the exceptionally thin plies of material would make the Si2 preforms difficult to handle, each finished preform/epoxy film was placed on siliconized paper and covered by polyethylene film. Then each was vacuum bagged and compressed for debulking at about 0.8 bar. This was done to make the Si2 preforms easier for Decision’s technicians to handle when they arrived at Decision for molding. The consolidated preforms, with protective paper and film, were then rolled up for shipment to Decision.
After layup, prepreg preforms are stored in a discrete room maintained at -18°C/0°F until time for delivery to the customer. (Occasionally a customer will specify dry preform layups, and apply resin during construction of the part. In this case, as the dry fibers are spread, they are bonded onto a polyester scrim that holds the fibers together and subsequently supports the laminate between plies.)
When the prepreg preforms arrived at Decision’s facility, they were layed up into the molds for the airframe parts — the fuselage, tail and wing sections, including the wingbox — fabricated by Decision in its Ecublens facility. The epoxy film ensured a better bond to the honeycomb core in the wingbox.
The principal structural element of the wing, the 27m wing spar, was particularly complex: a rectangular box made of four flat plates, each a structural sandwich construction cored with Dupont (Richmond, Va.) Nomex honeycomb. The spar box features bulkheads to reinforce left and right/inner and outer wing spar panels — all constructed from NTPT’s preforms. Its central portion features faceskins of TPT preforms comprising four plies of 100-g/m2 tape in ±45° orientation. The left and right ends of the spars, however, are solid laminates rather than sandwich constructions, made from TPT preforms consisting of four plies of lighter, thinner 25-g/m2 tape in ±45° orientation. This specified fiber architecture fulfills the torque resistance and bending stiffness requirements, which were the main design criteria for the spar box.
Decision vacuum bagged the parts and cured them out of the autoclave at 80°C/176°F in a 30m/98-ft long, 4.5m/14.8-ft high oven that is built into the Ecublens factory along the length of one wall. The oven is accessible by means of a sliding door that can be tightly sealed during the cure cycle.
After cure of the individual parts, the spar boxes and bulkhead assemblies were bonded together at the joints using prepreg technology from Cytec Industries (Woodland Park, N.J.). The prepreg was used as a doubler at the joints.
Each wing section was postcured before final assembly with mechanical lug fasteners. Then, Decision installed 17,000 solar panels over the cured composite skin across the entire wingspan, the fuselage and even the horizontal and vertical stabilizers. The solar panels convert the sun’s radiant energy to electricity that powers the aircraft’s four electric motors. During daylight hours the solar cells also recharge the lithium batteries that permit powered flight at night, using electrolytes invented by Solvay (Brussels, Belgium).
The result? An extraordinarily lightweight flying machine that, despite a battery package that weighs 633 kg/2,077 lb and a 72m/236-ft wingspan (as wide or wider than the world’s most massive conventional and military transport aircraft), weighs a mere 2,300 kg/5,071 lb.
Si2 made its maiden flight on June 2, 2014, taking off from Payerne Airport, Switzerland, at 5:36 a.m. on a cloudy morning. With test pilot Markus Scherdel at the controls, it flew for two hours and 17 minutes, reaching an altitude of 1670m/5,492 ft before landing. Although global circumnavigation is still ahead, Rocher is convinced that “without TPT lightweight material, Si2 would not be able to fly around the world.”
Looks like a winner
Formed in late 2009, NTPT has soared upward, averaging 50 percent annual growth, in part because the company targeted first what it calls the “fast-entry market,” of which Solar Impulse is an example, because validation processes take only a few months. But NTPT is now entering aerospace applications where weight savings are critical but the cost of certification is much greater and earning a place on a project can take years. Beyond the aerospace sector, the company anticipates markets for its product in any applications where people are “looking for performance and weight saving,” Rocher says.
Decision SA, for its part, has gained invaluable practical expertise in the use of NTPT material, Cardis says. “The Si2 has been an incredible R&D experience and now Decision SA claims the distinction to be a unique, experienced builder of extremely light composite structures using NTPT products.” And NTPT’s test results indicate that NTPT’s thin-ply laminates not only help manufacturers reduce mass and save money, but also offer superior performance.
NTPT contends that its TPT process produces the world’s lightest prepreg tape. “All PAN-based carbon fibers can be spread down to 30 g/m2 [fiber weight] and intermediate-modulus fibers can be spread to 18 g/m2 from 12K tows,” says Rocher. The lower limit for pitch fibers depends on filament diameter, modulus and strength. For example, NGF YSH70A 780-GPa/10-micron pitch fibers from Nippon Graphite Fiber Corp. (Cyprus, Calif.) can be spread down to 40 g/m2. Rocher argues that NTPT’s process also offers heretofore unavailable processing speed: “Thanks to our fast ATL technology, TPT is a serious option to solve the productivity increase that aircraft OEMs must achieve.” Rocher also claims that NTPT’s technology enables efficient spreading of all types of fibers in untwisted yarns or tows, including not only PAN and pitch carbon, but glass, aramid, quartz, UHMWPE and even metallic fibers. A 14-micron quartz fiber from Saint-Gobain Quartz SaS (Nemours, France), for example, can be spread to form a tape with an areal weight of only 17 g/m2.
Simply put, NTPT is flying high.










.jpg;maxWidth=300;quality=90;format=webp)




Related Content

Cycling forward with bike frame materials and processes
Fine-tuning of conventional materials and processes characterizes today’s CFRP bicycle frame manufacturing, whether in the large factories of Asia or at reshored facilities in North America and Europe. Thermoplastic resins and automated processes are on the horizon, though likely years away from high-volume production levels.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
Read More
Carbon fiber in pressure vessels for hydrogen
The emerging H2 economy drives tank development for aircraft, ships and gas transport.
Read MoreRead Next

Custom-engineered composite performance yacht sails
North Sails introduces 3Di materials and process for structural composite sails.
Read More
Custom-engineered composite performance yacht sails
North Sails introduces 3Di materials and process for structural composite sails.
Read More
Custom-engineered composite performance yacht sails
North Sails introduces 3Di materials and process for structural composite sails.
Read More