
Space mission maximized via minimized survivability
CFRP design and manufacturing flexibility prove key in first spacecraft fuel tank designed to disintegrate upon reentry for improved mission efficiency and debris mitigation.

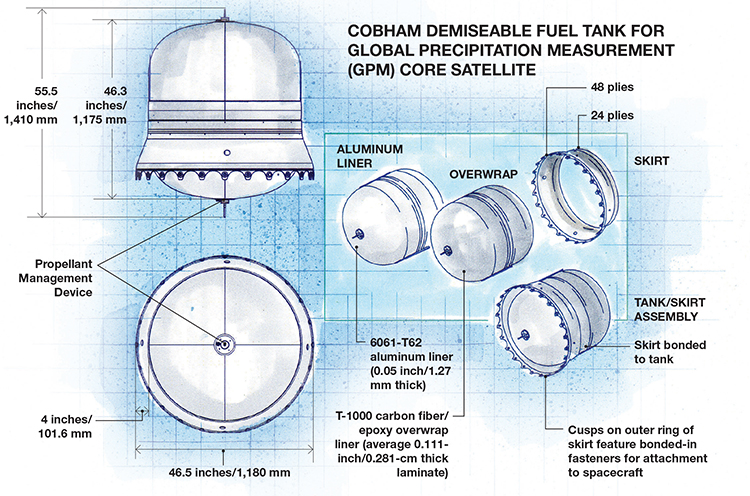
Cobham Demiseable Fuel Tank for Global Precipitation Measurement (GPM) Core satellite. Illustration: Karl Reque

Cobham Life Support’s (Westminster, Md.), and NASA Goddard Space Flight Center’s (Greenbelt, Md.) spacecraft fuel tank. Designed to disintegrate upon reentry, it is also the first spacecraft fuel tank to use a carbon fiber composite-overwrapped aluminum liner. Source: Cobham Life Support

The carbon fiber/epoxy skirt layup required roughly 1200 individual prepreg pieces to achieve its final complex shape. The photo below shows templates used to cut plies for the skirt. Source: Cobham Life Support
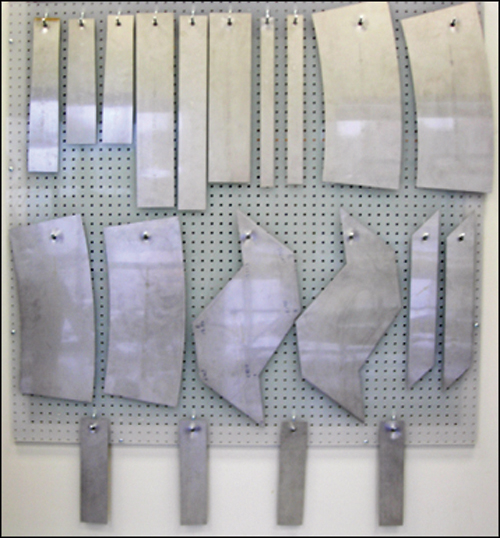
This photo at right shows templates used to cut plies for the skirt. Source: Cobham Life Support

The winding was tailored to optimize stresses and achieve required burst strength without adding unnecessary material. Here, winding begins with low-angle helical courses. Source: Cobham Life Support



Design Results:
- Composite overwrap enables use of an aluminum liner thin enough to disintegrate upon reentry, light enough to meet weight restrictions and strong/stiff enough to survive launch.
- To accommodate a late-program modification, composites tailorability permitted rework of the winding design rather than the expensive tooling remake necessary for all-aluminum or titanium construction.
- The carbon fiber overwrap helped Cobham to beat the program schedule, hit cost targets and lengthen spacecraft mission life, reducing the frequency of satellite replacement.



In 2008, the U.S. Navy spent tens of millions of dollars to shoot down a 5,000-lb/2,268-kg NROL-21 satellite that had lost power and would soon plummet to earth with hazardous fuel inside. Although the National Aeronautics and Space Admin. (NASA, Washington, D.C.) had already forged international agreements and policies with its partners to reduce the threat of falling space debris, this event brought the issue into sharp relief for space agencies globally and the public at large.
“It became necessary to develop some method for disposing of the spacecraft,” says Robert H. Estes, a lead engineer at NASA’s Goddard Space Flight Center (Greenbelt, Md.). “We decided the best way to do this is to ablate the spacecraft upon reentry, resulting in a very small amount of debris left that could harm people or the environment.” Thus, when Goddard began work on the Global Precipitation Measurement (GPM) Core satellite (see “GPM mission: Better climate data,” under "Editor's Picks," at top right), a key design requirement was demiseability — minimizing the structure’s ability to survive reentry.
Demiseability offers more than ground safety. Normally, a spacecraft must be brought down while it can still be controlled during reentry, but a fully demiseable spacecraft needs no propellant for reentry, so the propulsion system can be simplified or eliminated, and the craft can stay in orbit until its propellant is expended. This increases overall satellite cost-efficiency by extending mission length, reducing the frequency of satellite replacement and eliminating the need for controlled reentry planning, training and contingency operations. Although the GPM Core is not fully demiseable — it is a low-debris spacecraft, and some propellant will be needed for reentry control — its fuel tank is.
“About 10 years ago, we started looking at how to develop a demiseable tank,” says Estes, who heads the GPM tank effort at NASA. Initial analyses showed that tanks made of traditional titanium or stainless steel — either as a monolithic material or as a liner for a composite-overwrapped pressure vessel (COPV) — would not demise, but an overwrapped aluminum liner would. Four tank vendors were contracted to produce a variety of realistic, flightworthy tank designs based on projected GPM requirements. Cobham Life Support (Westminster, Md.), the breathing and life support equipment supplier for every U.S. astronaut since John Glenn, won the contract to help finalize the design and then build and qualify the tank. The baseline Cobham started with included a thin (less than 0.05 inch/1.27 mm) 6061-T62 aluminum liner overwrapped with T1000 carbon fiber (Toray Carbon Fibers America Inc., Flower Mound, Texas) impregnated with EPON 862 bisphenol-F toughened epoxy resin (Momentive Specialty Chemicals, Columbus, Ohio) to an average thickness of 0.111 inch/0.281 cm. These materials were chosen because they were already qualified for space applications and had a history of successful use.
“This is a traditional materials combination for firefighter breathing tanks,” says Robert Grande, Cobham Life Support’s business manager. But that did not make it challenge free. He explains, “Aluminum has never been used before in a Propellant Management Device on a spacecraft.” A Propellant Management Device (PMD) is a low-gravity wick that uses surface tension forces to collect propellant and draw it to the tank outlet for expulsion. Cobham found that with appropriate surface treatment, aluminum functioned well as the PMD material, but as a monolithic tank material it couldn’t meet demiseability, pressurization, structural load and weight requirements. An aluminum liner thin enough for demiseablility necessitated a composite overwrap.
Engineering the overwrap …
Although the overwrap was conventionally filament wound and oven cured, the winding design presented challenges. “The tank had to handle stresses from the weight of the fuel and pressurization of the tank,” says engineering manager Rich Pemberton, “but also maintain a very careful balance between the stresses in the carbon fiber and those in the aluminum liner to assure sufficient fatigue life and burst strength while still remaining thin enough to meet weight and demiseability requirements.”
Cobham’s solution was to tailor the overwrap so the stresses were optimized and the burst strength of the tank was achieved without adding unnecessary material. Tailorability provided solutions to other problems as the design matured. Pemberton gives an example: “Formed and welded metallic liners often result in stress concentrations that can’t be ignored but are necessary for performance or manufacturability. Our solution was to add a small amount of carbon fiber to critical areas — like controlling build up at the bosses or adding hoop winds in the weld zones — to reduce strains, mitigate risk of fracture and ensure the fatigue life of the tank.”
Because fastener holes can’t be drilled in the pressure vessel itself, tanks are typically attached to the spacecraft by means of a skirt, which is bonded to the tank and then mechanically fastened to the spacecraft. “We needed a very stiff, lightweight means of attachment while meeting the overall tank assembly weight of 100 lb [45 kg], plus the skirt transmits all of the weight and loads of the tank to the satellite,” says Pemberton.
… and a miniskirt
Composites enabled Cobham’s skirt design for several reasons. Pemberton explains: “First, the skirt must match the stiffness of the external part of the tank. This would have been much more difficult to achieve in aluminum or titanium than with a tailored composite layup, especially with mass constraints. Also, the ability to lay the skirt up in pieces enabled almost any shape.” A conventional tank skirt would be a straight barrel of a constant diameter, but Cobham devised a novel tapered section. Pemberton says, “Although it complicated design and fabrication, it provided an elegant solution to the mass, space and volume requirements. Because we could control the geometry of the skirt, it made the geometry of the spacecraft simpler, which is definitely what you want in terms of cost and schedule for the program as a whole.”
Unidirectional prepreg was used to meet stiffness-to-weight requirements, but it was difficult to drape and form to the tapered section without wrinkling. The skirt layup was symmetrical and quasi-isotropic, varying from 48 plies at the bolt inserts to 24 plies at the bonded interface with the tank and required precise placement of roughly 1,200 individual pieces. “The pieces had to bend around the circumference and lean into the taper,” Pemberton explains. “We used hand calculations and experience to develop the necessary ply shapes that prevented wrinkling and minimized distortion.” Vacuum debulks, used after the first and third plies and a minimum of once every 12 plies thereafter, also helped.
“Composites also enabled us to tailor the modulus of the skirt in the hoop direction,” says Pemberton, “so that it was enough to handle the tank pressurization loads and act like a belt but not so much that it crushed the tank.” Grande adds, “That flexibility to constrain the modulus in one direction but not in the other helped us achieve the design we needed.”
Tailorability also ensured that the tank met a key launch requirement: the natural frequencies of the assemblies must not contribute to spacecraft vibration. “This became an area for composites to shine,” notes Estes, “because there was a change in the vibration requirements late in the game, which significantly increased the minimum natural frequency required. Such a design change with aluminum or titanium would have required scrapping the already developed tooling and starting over. But with composites, the change was met by adjusting thickness and layup.” Thus, the massive change made a minimal impact. “We were able to beat the program schedule and meet cost and weight requirements as well,” Pemberton recalls.
Intelligent analysis
According to Grande, one of Cobham’s major achievements was that there was never a huge redesign or breakdown in progress. This was due, in part, to their development philosophy. “We chose to introduce novel solutions in the design, not the materials and processes,” he explains, “but we are also very efficient in computer-aided engineering.” Cobham starts with closed-form computer-aided calculations, or “hand calcs,” because, says Grande, “Finite element analysis [FEA] is only as good as the data fed into it. This avoids easy mistakes and enables us to start with sound fundamentals in our loads, geometries and boundary conditions.” Pemberton adds, “We then compare the hand calcs to the FEA. This is a key step that many companies overlook but there must be good correlation here in order to achieve overall efficiency in the design process.”
Cobham also streamlines the statistical approach to developing material properties, putting strain gauges on pieces as early as possible and throughout development so computer models are updated with real properties and are continuously verified as the design progresses. Grande summarizes, “In the end, we cut the number of required destructive tests by almost half, saving months of time and roughly $500,000.”
Estes credits one more factor: “Cobham is kind of unique in that the guy doing analysis one day will hand lay a skirt part the next day and apply a strain gauge and run a stress/strain test the next. Thus, the folks doing the design ... see the connection between manufacturing, material properties and structural performance,” he says. “This improves the analysis and keeps them focused on what’s critical.”
Future fuel tanks
Validated via vibration and nondestructive burst-proof testing, the tank has been integrated into the GPM Core for launch in 2014. “By using this ... demiseable design,” says Grande, “we increased the life from five to seven and maybe even 10 years, possibly doubling the amount of data collected per investment into the vehicle.”















Related Content

Coriolis Composites installs AFP machine at Sabanci University
C1 robot contributes to technology development at the Integrated Manufacturing Technologies Research and Application Center (SU IMC) in Istanbul.
Read More
TPRC training courses target thermoplastic composites
Three upcoming in-person thermoplastic composites courses, ranging from entry-level to advanced, are organized to enhance composites professionals’ knowledge in this burgeoning field.
Read More
Women in the Composites Industry brings together women for networking, educational opportunities
Aiming to support the growth of women in this industry, the WCI industry group and its partners recently held its first live training event hosted by Owens Corning.
Read More
Composites UK launches best practice guide for composites tooling
“Mould Tooling for Fibre-Reinforced Polymer Composites” is latest in Composites UK’s series of good practice guides, available online for free.
Read MoreRead Next

GPM mission: Better climate data
Global Precipitation Measurement (GPM) is an international satellite mission designed to provide next-generation observations of rain and snow worldwide every three hours.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More