
Smarter molding with Smart Cauls
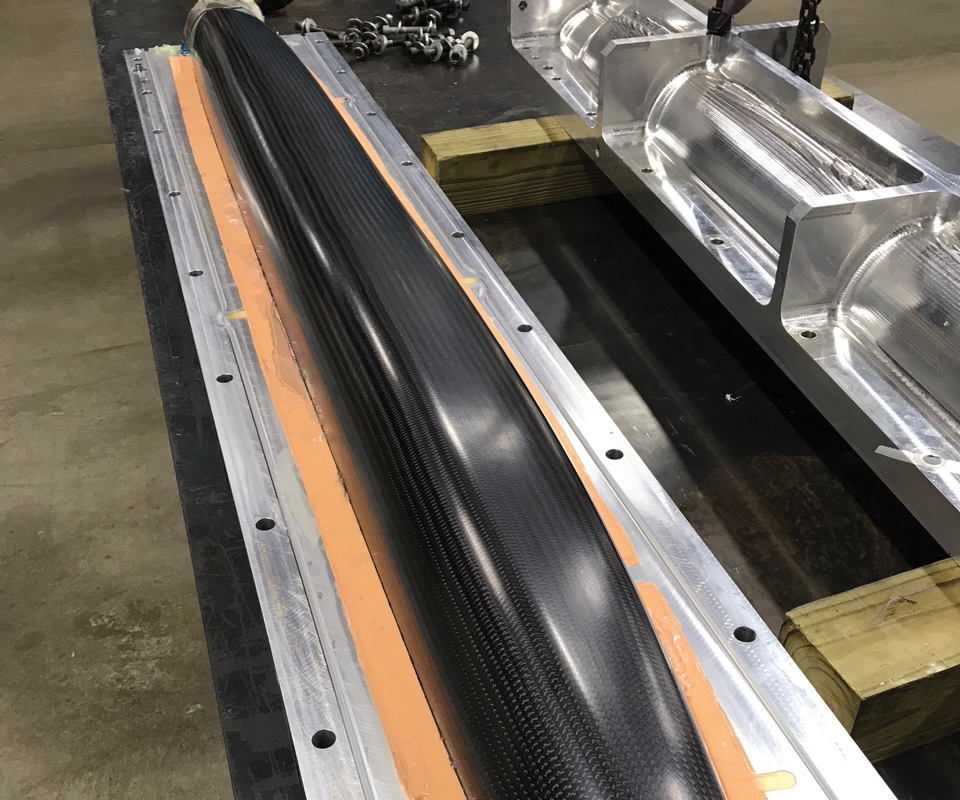
Spintech’s Smart Caul technology can be used to create internal mandrels, bladders for hollow parts or any irregular male layup tool shape involving a sharp angle or corner.

Source | Spintech
Source | Spintech



Composites fabrication has its share of pain points. One is laying carbon/epoxy prepreg into tight mold radii and corners in female molds. It is difficult for manual operators and automated layup equipment to physically access these areas. Further, the tacky prepreg tends to stick to previously placed material on adjacent walls. The result is bridging in the corners because the prepreg is not pressed tightly against the underlying ply in that tight space. Then the corner layup is difficult to compact during autoclave cure, resulting in voids.
Spintech LLC (Xenia, OH, US) has turned this around with its trademarked Smart Tooling Smart Caul, a matched die male tooling product. The Smart Caul enables layup directly onto a rigid male inverse of the female cavity mold, which is then loaded into the female mold. Application of the laminate to the male caul bypasses the physical-access and tack-related issues associated with direct layup in the female mold’s tight radii and corners. The technology can be used to create internal mandrels, bladders for hollow parts or any irregular male layup tool shape involving a sharp angle or corner (see endnote).



Here’s how it works. A Smart Caul is a male tool made with an epoxy thermoset shape memory polymer (SMP), which behaves like an aerospace-grade rigid epoxy at room temperature, but becomes a flexible but tough elastomer when heated above its activation temperature. Smart Cauls are formed using vacuum-assisted resin transfer molding (VARTM) to pull the SMP resin into a proprietary elastic fabric preform. Then, they are formed to the part shape, using vacuum force applied via vacuum bag in a “form mold” that is constructed to the target part’s inner mold line (IML). The Smart Caul is bagged to the form mold, heated to or above 94°C, then vacuum is applied, and the layup is cooled to room temperature. At that point, the Smart Caul has been accurately reformed to the IML part shape.
The composite plies are then placed over the now rigid male Smart Caul and placed into the female mold, which is fabricated to the outer mold line (OML) of the part. Liquid or semi-permanent mold releases, such as Airtech International Inc.’s (Huntington Beach, CA, US) Tooltec CS5, or a silicone coating may be used here. The part layup over the Smart Caul is bagged to the OML mold, vacuum is pulled and the assembly is autoclave- or oven-cured.
Tom Margraf, Spintech’s director of engineering, says, “During cure, the Smart Caul transitions from a rigid to an elastomeric state and evenly translates consolidation pressure across the entire part, consolidating the laminate out against the cure mold.”
The company has demonstrated many Smart Caul tools. In its RTM Smart Caul demo, a braided preform was applied to the formed IML Smart Caul, then assembled with an OML RTM mold. An internal vacuum bag was then assembled inside the Smart Caul and sealed to the inner surface of the OML mold. The part was infused using only vacuum at 52°C, says Margraf. When infusion was complete, the mold temperature was increased to transition the Smart Caul from rigid to elastic state, with pressure inside the caul increased to 45 psi (up to 90 psi can be applied) to expel any excess resin and create hydrostatic force to compact voids. Then, oven temperature was increased to 124°C for four hours during cure. The cured part and Smart Caul were demolded, then postcured at 177°C. The Smart Caul was demolded while still elastic. Although quantitative inspection was not conducted on this article, it presented no visible porosity and had a computational fiber volume of 57%, says Margraf.
Margraf stresses that many production scenarios are possible: “With the Smart Caul, you can achieve good IML control, key for some parts. The mandrels can be directly overbraided or filament wound with dry fabrics, then infused. Or, the caul can be used with prepreg and hand layup, or automated tape laying processes.”
Smart Caul technology is reportedly more cost-effective and less capital-intensive than metal tooling, eliminates the complexity of multi-piece molds. Layup is faster, because the male bladder shape is easier to access, yet it is clearly able to mimic complex part shapes. Airtech’s optional semi-permanent release coating saves the expense and time of repeated mold release applications, and, says Margraf, at about 2.54 mm thick, it is a “very light and maneuverable caul, yet one still rigid enough for layup.”
Read more in the CW feature titled, “Smart tooling cuts time and risk for complex unitized composite structures production.”










.jpg;maxWidth=300;quality=90;format=webp)

Related Content

Noble Gas Systems 350-bar conformable pressure vessels pass HGV2 standard tests
Conformable tanks with new materials pass technical tests for hydrogen storage, to compete with Type IV pressure vessels using CFRP.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More