
Reconfigurable tooling: Revolutionizing composites manufacturing
Shape-changing molds eliminate tooling for large 3D panels while automated assembly fixtures go modular, using metrology to reduce cost and shimming.


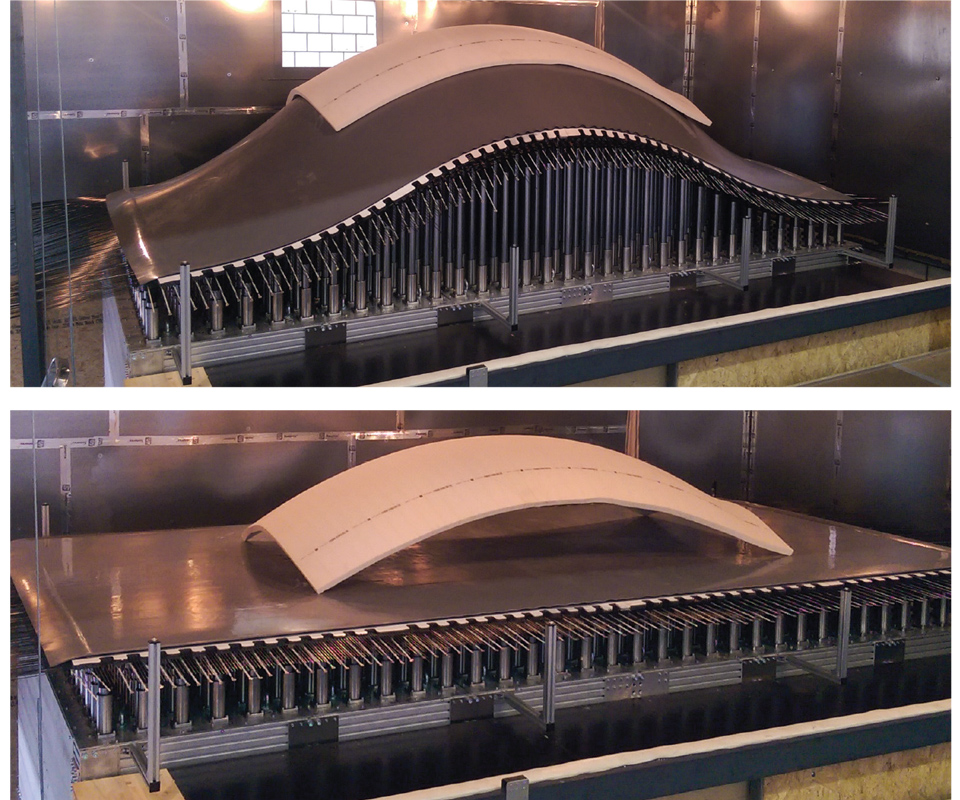
Fig. 1: Fast forming of foam and composites
Curve Works uses a 3.6m by 1.56m ADAPA adaptive mold to form thermoplastics, composites and foam core, the latter shown here preheated at 150°C and molded into a doubly curved shape, which decreases resin uptake vs. scored foam to produce lighter composite panels.
Source: Curve Works/ADAPA
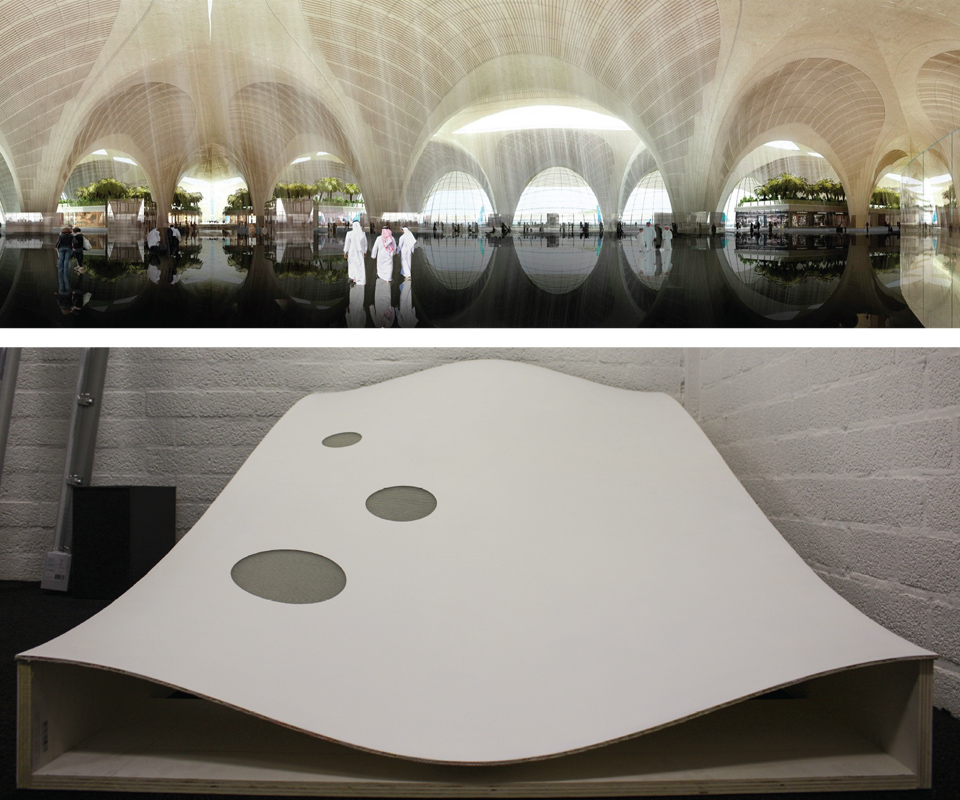
Fig. 2: One adaptive mold, myriad curved panels
ADAPA’s adaptive molds are used to produce fiber-reinforced concrete panels, such as the 80 molds used to construct 40,000 unique curved panels comprising Kuwait International Airport’s new international terminal (top). Curve Works has used an ADAPA mold to produce curved composite panels using wet layup, prepreg and resin infusion for applications including architectural façades, boats and airship gondolas.
Source: Foster + Partners
Source: Curve Works




Although composites offer many benefits, the historically high costs and long cycle times required for manufacturing components from complex, fiber-reinforced materials have been and remain a challenge. Application of automation and digital technology to fabrication processes have yielded some spectacular cost-cutting success stories. Among them are automated fiber and tape placement, high-pressure resin transfer molding (HP-RTM) and, most recently, fast robotic processing of preforms. The latter has promised to eliminate a longstanding bottleneck in the production of complex 3D parts (see “Preforming goes industrial, Part 1”).
Production of the mold tooling as well as the jigs and fixtures required for machining and assembling large composite structures, however, remain expensive and time-consuming production steps. In new commercial aircraft programs, for example, estimates are that these account for one-third of total nonrecurring costs.



Toolmaking’s outsized and continuing contribution to part cost, in terms of time (notably, lead time) and money, can be traced largely to the fact that tools, historically, have been shape dependent. That is, a mold or a part fixture has had to precisely mirror — with carefully calculated allowances for shrinkage and differences in material coefficients of thermal expansion — the desired dimensions and geometry of the finished part. If a single dimension, or the radius of a curve, for example, in a part’s design were to change, then in many cases an entirely new tool or fixture might have to be constructed.
One of the current toolmaking trends is a move away from shape-dependence in tooling and fixture design toward designs that are modular, reconfigurable and, therefore, adaptable to changes in a part’s design, and also flexible enough to use in forming multiple parts of different, but similar design.
Molding a new paradigm
In one sense, reconfigurable mold tools have always been with us. Those who mold flat panels, both solid and sandwich-style configurations, learned early on that flat tables fitted with repositionable x and y borders made relatively inexpensive adjustable, reusable tooling systems. But for parts with dimensional and geometric complexity, not to mention a potential order of magnitude greater expectation in terms of dimensional accuracy, things haven’t been so simple. Nevertheless, adaptable tooling has taken form on two distinct application fronts.
One is molds for preheating, consolidation and/or cure that can be reshaped and reused. This type is especially of interest for low-volume/one-off production of curved structures (e.g., yacht hulls, architectural facades).
The second front of the reconfigurable/adaptable push continues a long tradition: Reconfigurable/flexible assembly tooling has been researched for composite aerostructures production since the late 1980s. The large, permanent steel frames used to manufacture complex composite aircraft structures today are being transformed into automated fixtures made from reusable and reconfigurable modules. These recent technology advances have been driven by the commercial aircraft industry’s need to meet high production rates (e.g., 50-60 aircraft/month).
Reshapable, reuseable molds
The hot topic on the reshapable/reusable mold tool front is multipoint forming (MPF). MPF has been used to shape sheet metal for decades. Featuring reconfigurable dies comprising numerous pins, MPF realizes the desired tooling surface geometry by adjusting individual pin height. This technology is now used by BMW AG (Munich, Germany) to shape preheated carbon fiber/epoxy prepreg patches before they are simultaneously bonded and cured onto steel B-pillars in its Carbon Core hybrid composite/metal body-in-white for its 7 Series cars (see “BMW 7 Series Plant: Dingolfing, Germany”). Although a variety of companies and research organizations have pursued adaptation of MPF to composites, MPF recently has been commercialized by ADAPA (Aalborg, Denmark) and is now used by Curve Works (Zoetermeer, The Netherlands) to eliminate recurring tooling costs and, as a result, make production of one-off, 3D curved panels affordable.
Retrospectively, Surface Generation Ltd. (Lyndon, UK) applied MPF to composites moldmaking in 2005 via its Subtractive Pin Tooling (SPT) technology (see Learn More). Instead of milling a tool from solid metal billets, SPT delivered precision molds, and did so in days rather than months. Delft University of Technology (TU Delft, Delft, The Netherlands) and the University of Birmingham (Birmingham, UK) also pursed MPF for composites, the latter via the 2014-2017 Automated Manufacturing Process Integrated with Intelligent Tooling Systems (AUTOMAN) project.
The goal of AUTOMAN, however, was not to deliver molds but, instead, to build large 3D panels from metals and composites for use in trains, ships, aircraft and buildings. AUTOMAN aimed to develop the world’s first fully reconfigurable pin-based tooling system with in-process sensing and computer control. Projected benefits were a 50-100% increase in panel manufacturing efficiency, cost savings of 80%, and 30-50% material and energy savings over the product lifecycle.
By project end, AUTOMAN did build and demonstrate a multi-pin tool as well as a numerical model for simulating forming of sheet metal, including predictions of forming limits and springbacks. However, additional development is needed, including further software and sensing integration, transfer to industry-specific applications and scale-up to large panels.
Years before AUTOMAN, architect and civil engineer Christian Raun Jepsen founded ADAPA Adaptive Moulds in Denmark to develop dynamic mold technologies and manufacturing of freeform architecture. Although its business has been built mostly in architectural and concrete applications, the company has spent the past two years learning about composites and thermoplastics. Curve Works is ADAPA’s first customer in the composites industry.
The idea for Curve Works came while director François Geuskens worked at TU Delft: A shipyard wanted to build boats from composite panels. “This is standard with aluminum and steel,” says Geuskens, “but with composites, you instead must build a plug, make the mold and then laminate the whole hull and deck, so there is a long lead time.” And a large capital investment. After designing and developing composite structures for Airbus Defense & Space (Toulouse, France), Geuskens founded Curve Works in 2016.
“Multipoint forming is very old technology, with patents from 100 years ago,” Geuskens points out, but notes, “What makes ADAPA unique is they have integrated pin beds with very nice 3D software.” The Curve Works mold has 528 pins (Fig. 1).
“So it must be automated digitally,” Geuskens explains, “and the pins need to smoothly transform from one shape to another. ADAPA did an excellent job in the electromechanical design of these molds.”
There is also an interpolation layer, which makes it possible to pull vacuum and have a smooth surface for molding composites. “This top layer must support the material, but also be flexible and stretch to form 3D shapes,” says Jepsen. The typical silicone forming layer enables temperatures up to 200°C.
Jepsen points out that the technology developed by North Sails (Milford, CT, US) for its 3D molded sails is generally the same concept, ”just a larger scale vs. our machines.” Companies see the utility of this technology, he explains, “but don’t have the ability to develop and apply it like North Sails. So this is our niche — we customize our adaptive molds to fit our customers’ specific applications, including thermoforming glass, plastic, concrete and composites.”
Adaptive molds, affordable products
Curve Works uses an infrared heater mounted above its mold to thermoform materials onto the curved mold surface, but has also built a 30-kW convection oven around the mold and can use stretchable heating blankets capable of 200°C. It also has used ultraviolet light for special fast-cure resins. “For thermoforming plastic, we place a panel on the mold, hold it with vacuum and then preheat,” says Geuskens. With the push of a button, the mold starts to shape the plastic. “It reaches shape within 3 minutes,” he adds, “so you are done very quickly.”
“Cycle times can be quite low with our technology,” agrees Jepsen. “If you have lower-cost, reusable tooling and low cycle times, you can have a competitive product.”
Curve Works has made a composite architectural façade panel, using Parabeam 3D (Parabeam BV, Helmond, The Netherlands) textile hand-laminated with polyester resin. “With vacuum infusion, we use a different surface because silicone rubber doesn’t do well with polyester and epoxy resins,” Geuskens explains.
“We apply a foil/film release, shape the mold, lay fabrics, vacuum bag and then infuse. The same process can be used for prepreg. You can also put a rubber profile on the mold to produce a groove or slot, but this mold is best for smooth profiles and less-complex geometry.”
“Our typical customer starts with a minimum radius of 400 mm,” says Jepsen, “but we’re doing a project now for forming down to 200-mm radius.”
ADAPA’s machines range in size from 1-16m2. The Curve Works’ system, capable of parts up to 5m2, falls within the 4-6m2 required by most applications, says Jepsen. “A 2m-by-3m mold is a standard size in architecture for one panel, and you install multiple panels,” he adds. Geuskens notes that nonrecurring costs are reduced if the adaptive mold is used to make multiple parts per day. ADAPA’s molds cost between €100,000 and €250,000 (US$118,225 and US$295,995), which includes the electromechanical control system, software and 3D laser projector.
“Our molds are an open-loop system,” Jepsen explains. “With the 3D laser projector, which is already used in aerospace composites and is ideal for our setup, we can scan the surface of the mold, evaluate vs. the part’s digital design, and reposition. We have tolerances on the mold surface of ±1-2 mm, but,” he claims, “we can actually go almost to zero.”
“All we need to make a part is the CAD file,” says Geuskens. “If it’s a large structure, we divide that into panels using the adaptive mold software, then click on each panel to generate its output file, press the shape button and the mold transforms.”
This ease of producing affordable, one-off shapes has been well-received in the architectural and construction industry for glass fiber-reinforced concrete façades. “We spray the mix of concrete and fibers onto the mold, similar to FRP [fiber-reinforced plastic] sprayup for boats,” notes Jepsen. ADAPA recently signed an order to deliver 80 molds for construction of Kuwait International Airport’s new international terminal (Fig. 2). “It will use 40,000 unique concrete panels, all curved,” says Jepsen. “Our technology offered the most cost-effective solution.”
ADAPA molds are also used for glass-reinforced gypsum panels, like those used in the new Mumbai airport terminal. Lufthansa Technik has also shown interest in ADAPA’s adaptive molds for aircraft repair applications. “They want to simplify their processes with respect to storing and retrieving molds,” Jepsen relates. “DIAB also has interest in using our technology for cored panels. If you use pre-shaped foam instead of scored foam, the panels will decrease resin uptake, especially for 3D shapes, so the finished composites are lighter.”
A reconfigurable fixture “Toolbox”
Historically, fixed assembly tooling/fixtures have been steel monuments, much larger than the part being constructed, used to locate and hold sub-assemblies and components to maintain tight tolerances during machining and fastening. Designed for a specific aircraft, they are expensive to manufacture, with long lead times (e.g., 24 months) and may account for ≈25% of the total manufacturing cost. If design changes occur, these fixtures must be redesigned and remanufactured.
One effort to change that equation is the automated flexible fixture tooling demonstrated for the assembly of a hybrid metal/composite wingbox as part of the EU-funded Low Cost Manufacturing and Assembly of Composite and Hybrid Structures (LOCOMACHS) project. Led by SAAB Aeronautics (Linköping, Sweden), partners Prodtex (Gothenburg, Sweden and Bristol, UK), Chalmers University (Gothenburg, Sweden), the Manufacturing Technology Center (Coventry, UK) and others achieved project objectives: Manual labor was reduced; geometrical tolerance and variation management were integrated; and the recurring costs of shimming in structural joints — in this case, between the wing cover, leading spar and ribs — were cut by 50%.
“The aerospace industry is seeing more variation in products for the future, with shorter development cycles and lower production volumes,” says Prodtex Ltd. director Peter Helgosson. “In these cases, it makes sense to have fewer fixtures that we can easily reconfigure. Right now, each company uses the same basic, heavy steel construction, but with their own methodology. Prodtex set out to make the fixture components very standardized, so it is easier and quicker both to design and to construct.”
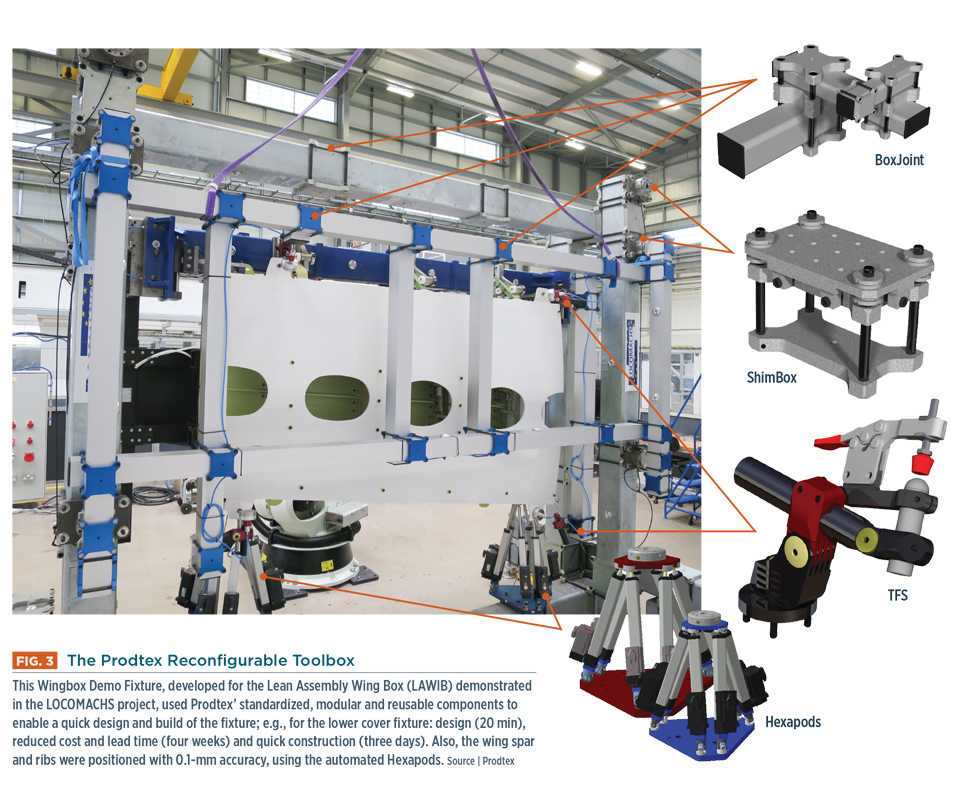
The modular, reusable components Prodtex uses to build reconfigurable fixtures include BoxJoint, Flexapod/Hexapod, ShimBox and TFS Units (Fig. 3). Each unit type is manufactured in a set range of sizes and is readily available off the shelf. This reduces cost and fixture lead times to weeks vs. months.
BoxJoint beams are used to build the fixture’s structural frame without welding. They may be made from steel, aluminum or composites. They are joined together using standard plates, bolts and nuts, pulled with high torque to give a rigid friction joint equal in stiffness to a welded joint and can be used to construct myriad configurations.
Compared to conventional steel beams, which are formed, heat-treated and then precision-machined per each fixture’s specifications, BoxJoint units are less costly. “However, their surface is not precise,” explains Helgosson, “so we use ShimBox modules to account for this. We can set the Shim Box in 6DoF and achieve a 0.1-mm tolerance in the fixture. We can handle ±6.0 mm in the frame components.”
TETRAFIX Flex Support (TFS) units are adjustable, configurable pickups. “Pickups hold the assembled structure to its location points and surface tolerances,” explains Helgosson. They define the fixture’s shape. A designer will decide where pickups are needed and how they will hold the assembled structure. “For example, at one location the pickup will hold a component in x, y and z directions,” he says, “but at another point, a fixed rotation around each axis may also be required, which means 6 degrees of freedom [6DoF].”
“The reason why massive steel frames have been used to hold pickups for the past 70-plus years,” says Helgosson, “is because they are stiff and don’t move, so that we know where the part is and can ensure proper fit and assembly.” However, he contends that with laser trackers and new metrological and computing abilities, “we can very precisely measure where these pickups are, so they can be moved and reconfigured.” Given that, Prodtex no longer needed to weld the assembly fixture frame elements. “This then led us to BoxJoint and ShimBox modular elements,” Helgosson adds.
Developed by TETRAFIX AB (Kungälv, Sweden), the TFS unit pickups are modular and may be equipped with numerous end-effectors, offering a solution with flexible features for a variety of applications and industries. They are used as coordinate measuring machine (CMM) fixtures in automotive applications to double-check the dimensions of the manufactured part vs. the digital design and also in assembly trials to see if components mate as designed. Although they are completely adjustable and 6DoF-configurable, when fixed, TFS units have the same stiffness and strength as solid aluminum. “We work with TETRAFIX a lot,” says Helgosson. “We’ve taken technology from automotive and are adapting it for aerospace.”
The final elements in the Prodtex Toolbox are Flexapods and Hexapods. Both are Stewart Platform 6DoF positioning devices, which means they have a parallel top and bottom plate connected by six adjustable legs. Flexapods were originally developed with SAAB Aeronautics. “We needed a 6DoF positioning device that could be adjusted with an external metrology system,” Helgosson explains. Although Hexapods have been around since the 1960s, says Helgosson, “most were either too accurate and expensive, or not accurate enough.” Thus, Prodtex developed its own version, called Flexapods, which are manually adjusted to ±200 mm and include a tool-changing unit mounted on the top plate to attach pickups or metrology devices. For the LOCOMACHS project, Prodtex developed automated versions with electrically actuated legs, essentially bespoke Hexapods that use external metrology to deliver aerospace positioning accuracy at an affordable cost.
Less cost, time, shimming & risk
Given the flexibility afforded by digital metrology and the Prodtex Toolbox, tooling fixtures can be adjusted or configured automatically to cope with design changes or product variations. “It also enables live fixtures,” says Helgosson, such as the lower cover fixture for the Lean Assembly Wing Box (LAWiB) demonstrator in the LOCOMACHS project. “The pickup locations in live fixtures can be tweaked even after the tooling fixture is built,” Helgosson explains, “because we can precisely realign and recalibrate them.” Hexapods were used as adjustable pickups in the lower cover fixture, developed for the LAWiB, which Prodtex designed in only 20 minutes. It was delivered in four weeks and construction was completed in a mere three days. “It only had eight pickups,” he concedes, “but proves the potential of reconfigurable tooling. We wanted to challenge the industry.”
Why is this important for composites? “Because composites are not very accurate,” Helgosson replies. “For example, the thickness of an aircraft skin can vary by 8-10%, but tolerance for fitting parts to it is only 0.1 mm. This is a big problem.” Until now, the solution has been more shimming vs. all-metal aircraft assembly. But according to Helgosson, the big goal for all four major OEM partners in LOCOMACHS was to reduce shimming costs by 50%.
The tooling Prodtex demonstrated with its LOCOMACHS partners achieved the project’s goal. “The objective was to enable this novel best-fit assembly method,” Helgosson explains. “We did this by integrating an automated flexible assembly fixture, which demonstrated two major accomplishments.” First, two synchronized Hexapods were used to position the front spar to the upper cover, hold it in place and maintain tolerance while withstanding 500N drilling forces during cover-to-spar assembly. Second, a 6DoF force feedback sensor, used with a third hexapod robot, managed rib placement as they were automatically positioned to best-fit locations in the wingbox. “We were able to manage the thickness variations of the parts without the need for shimming,” Helgosson adds.
One of the most significant benefits of reconfigurable tooling is that it limits risks. Prodtex reconfigurable tooling is designed using Dassault Systèmes (Vélizy-Villacoublay, France) CATIA 3D CAD software and DELMIA V5 manufacturing simulation software. The latter is used to simulate robots and automation. BoxJoint, ShimBox, Hexapod/Flexpod and TFS Units are all integrated into CATIA and DELMIA. When a fixture is designed and constructed, pickups are mounted using a laser tracker to measure their locations and check against the digital mockup — the CATIA model translated into metrology software. “Automation demands precise position vectors for the robots to be able to interface with the parts,” Helgosson explains. “If the assembly design changes, or if the tooling has to be modified with another pickup or tolerance change, you just adapt the CATIA model, add or subtract parts and recalibrate,” says Helgosson. “It’s almost concurrent engineering, which is invaluable in aerospace assembly, because it is so complex, with so many parts and processes dependent on each other.”
Reconfigurables, moving forward
Prodtex has supplied a variety of reconfigurable tooling solutions to Airbus (Broughton, UK), Embraer (São José dos Campos, Brazil), Marshall Aerospace (Cambridge, UK), Volvo Construction (Arvika, Sweden) and others. When GKN Aerospace (Bristol, UK) wanted an automated process for drilling wingskins, Prodtex developed test fixtures for GKN and KUKA Systems Aerospace (Le Haillan, France). “The overall project was complex,” recalls Helgosson, “because GKN could not interrupt current production to see if the tools and system would work.” Thus, Prodtex designed and built a fixture for trialing the new process and automated drilling robot. But before this test could be completed, KUKA needed to trial the new drilling end-effector it had developed. “So we built a smaller fixture using our technology,” he adds, “which KUKA used before shipping the end-effector to GKN for their test.”
Another example is an assembly fixture for the cost-effective winglet developed by GKN Aerospace (Isle of Wight, UK) from the STeM program. It features a carbon fiber composite lower skin as well as robotic and lightweight fixing techniques to cut weight, parts count and cost (“GKN leads STeM program to successful conclusion”). The winglet assembly tooling uses a lower fixture made from Prodtex BoxJoint, ShimBox and TFS units to locate the upper skin and metal components. A separate cradle fixture that comprises carbon fiber-reinforced plastic (CFRP) tubes is then used by a robotic arm to pick up the lower winglet skin and dock it into the lower holding fixture. “Then you can drill the lower cover and complete assembly,” explains Helgosson. “Since the system is common and modular, we were able to combine stock and new parts to create the small-scale demonstrator fixture at very short notice,” says Phillip Scott, GKN Aerospace technology project engineer. “We were also able to use Prodtex’ CATIA tools to perform a significant redesign of a large fixture and then carry out the redesign process on the shop floor in three days.”
The CFRP cradle, typical of Prodtex’ Lightweight Structures products, uses CFRP tubes and plates by TETRAFIX. Spiderlike, these fixtures are smaller and lighter than metal alternatives, enabling smaller, faster, more cost-effective robots. “We also see drilling jigs where the operator has to lift up for docking into the holding frame for the structure being assembled [e.g., wing, car chassis],” notes Helgosson. “The lighter, stiffer CFRP fixtures make it easier for one person to lift and maneuver these jigs.” A prime example is a fixture TETRAFIX built for hood installation on the Volvo XC90 assembly line. Says Helgosson, “Volvo was able to replace the previous aluminum fixture, which required two operators, with a 3.5-kg fixture easily lifted by a single worker.” Prodtex is now working on its first CFRP Flexapod (see CW’s “Applications” story).
What will the composites factory of the future look like? Increasingly automated, certainly, but given the cost/time savings and risk reductions already demonstrated, equipped with reconfigurable tooling and fixturing as well.











.jpg;maxWidth=300;quality=90;format=webp)



Related Content

Multi-flange RTM frames enable radical rear fuselage design
The Clean Sky 2 Advanced Rear End (ARE) demonstrator combines patented new frame design, thermoset and thermoplastic composites and smart tooling to advance aircraft design and cut weight, cost and production time.
Read More
Plant tour: Spirit AeroSystems, Belfast, Northern Ireland, U.K.
Purpose-built facility employs resin transfer infusion (RTI) and assembly technology to manufacture today’s composite A220 wings, and prepares for future new programs and production ramp-ups.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
JEC World 2022, Part 1: Highlights in sustainable, digital, industrialized composites
JEC World 2022 offered numerous new developments in composites materials, processes and applications, according to CW senior editor, Ginger Gardiner, most targeting improved sustainability for wider applications.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More