
Rapid tooling breakthrough: Fused particle technology
Super-fast, inexpensive tooling is ideal for low-pressure molding processes and low production volumes.


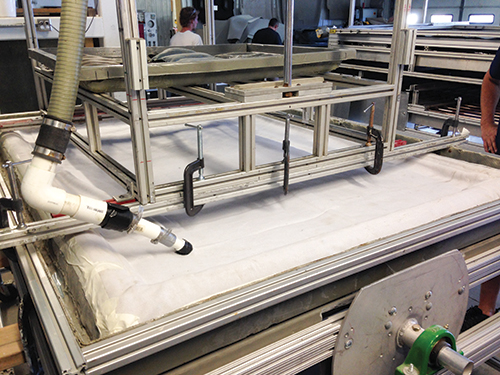
Fused-particle tooling: The master impression — When fused-particle tooling is used for low-pressure compression molding of sheet-form plastics and composites, an NC model or a master part is first placed in the differential-pressure molding (DPM) press and, typically, overlaid with a film to protect it. A second frame (visible in the photo), which holds another film, is loosely placed over the master and a vacuum is pulled. Source (all photos): Vantage Technologies Inc.

Placement of particles in the tool frame: With the vacuum pulled on both films, intricate details of the master are now visible. Next a series of fine and coarse particles are poured on top of the framed film that now contains an impression of the master.

The particles are spread out across the length and breadth of the framed film in layers. Fine particles, which will pick up the impression, are positioned closest to the film face, and coarser particles, which add mechanical integrity and help the particles interlock, are positioned further back.
Sealing the frame, drawing a vacuum: A backing is applied to the film and particles (photo on left) to seal the tooling frame system so it will hold an internal vacuum, and a vacuum is pulled. Next the master is removed from the lower part of the press and is replaced with a preheated composite board.

The film/particle combo (now at the top of the press in photo above) has become the tool face that forms the board (shown below the tool face in the photo). The system is capable of replicating intricate texture in a low-pressure compression process like DPM.

Finished part, faithful replication: The result is this large architectural panel, one example of what can be molded using fused-particle tooling and the DPM process. Formed very much like an automotive headliner with fabric-faced thermoplastic composite board, the part is aesthetically interesting and a faithful copy of the complex-contoured master. Once framed — possibly with addition of foam behind the part — it should provide sound-damping properties.



Most people wouldn’t connect breakfast cereal, automotive side-impact crash requirements and compression molding, but inventor Jack Van Ert, owner, Vantage Technologies Inc., the prototype shop for molder Vantage Technologies USA (both in China Township, MI, US), did just that when he invented a patent-pending rapid-tooling technology for low-pressure compression molding of sheet-form plastics and composites.
Van Ert is a former director of technology at automotive supplier Automotive Industries (AI, Auburn Hills, MI, US, subsequently purchased by Lear Corp., Southfield, MI, US in 1998). It was while at AI (circa 1994) that he and a colleague were investigating ways to meet then-new automotive side-impact requirements for door inner trim panels. They had been putting friable foams and foamed styrene beads in plastic bags and forcing out the air, then attaching accelerometers and pounding their fists into the bags to see how various materials handled impact energy.



At one point, more for laughs than anything else, Van Ert’s colleague actually bagged up some breakfast cereal to try. Ironically, at the end of testing, the compacted cereal was the material with the best energy-absorption values! Van Ert recalls that the cereal particles interlocked and held their shape in the bag and turned out to be a very tough material. Although the researchers knew that cereal wasn’t likely to meet side-impact requirements, the experience led to new work involving spraying resin onto natural fibers (so they could eliminate the bag), and that, in turn, led to “putting a lot of weird stuff into urethane foams.”
Low-cost, rapid toolmaking technique
Although AI never implemented either concept, Van Ert says when he retired a few years ago, he started playing with it again — this time, not to find an energy-absorbing material but, instead, to look for the optimum combination of particles and bagging materials to make low-pressure compression molding tooling. The goal? Replicate fairly fine details in the surface of sheet-form plastic and composite parts while keeping costs and manufacturing times down vs. conventional tooling alternatives.
Van Ert is also the inventor of differential-pressure molding (DPM), a compression-type molding process he developed at Vantage Technologies during the past 15 years. A low-cost, low-investment, low-pressure molding process, DPM was designed to mold automotive parts, such as headliners, in developing countries. The process relies on the pressure differential between normal atmospheric pressures on the outside of the tool and the reduced pressure on the inside of the tool to mold parts. Today, it’s used to produce a variety of thermoplastic composite parts for industries ranging from transportation to building/construction, renewable energy and consumer products.
Although Van Ert had long since developed a low-cost and fairly fast composite tooling technology for use with DPM — standard tools can be made in several weeks (vs. several months for hard tooling) and a more costly rapid version can be made in as little as a few days — he still felt that there was more work that could be done in this area.
While he was literally tinkering in his garage a few years back and thinking about the low-cost tooling he wanted to make, he recalled another experience early at the start of Vantage Technologies. He’d had a bag of aluminum powder (commonly used as filler for epoxy) and had pressed it up against something while pulling a vacuum and achieved a very accurate impression of the object’s shape. He had not perfected DPM at that point, so he was just trying to work with different fillers to improve tool cooling to reduce cycle time. While the bagged aluminum powder didn’t work for that purpose, it was yet another idea that Van Ert tucked away. Later, when he had perfected DPM and was using the process to make prototype and production parts, he recalls thinking that he probably could make a tooling system that would work with the low-pressure DPM process, but didn’t get around to doing it. It took retirement for him to revisit both ideas.
This time, Van Ert sandwiched a variety of particulate materials between two thin, flexible films in a sealed rectangular (0.6m by 1.2m) frame fitted with a vacuum valve. Fine powders were arranged on what became the back side of the film molding surface to capture intricate details, with coarser particles in a variety of sizes layered behind. As had happened with the bag of aluminum powder, Van Ert laid the frame over a “master” object, with the fine particle-backed film in contact with the master under low pressure, and then pulled a higher vacuum on the frame contents to compact the particles. The result? The film and particles conformed to the master’s shape, compacting and interlocking in such a way that they held their shape after the frame was lifted off the master as long as the vacuum on the frame was maintained. Moreover the surface quality was high.
“I surprised myself, thinking, ‘Gee, this is a really good impression,’ even using a super-thin film material and without extra reinforcement,” he recalls. To see how robust his tool was, Van Ert later stood on it, and it held strong. He has since refined the proprietary mix of particles, the films, and the framing system. Using the technology, which he’s currently calling fused-particle tooling (FPT), he now can create single- or double-sided compression-type molds extremely quickly and inexpensively. “It’s literally the case,” he claims, “that when you have a production quantity of only two parts — ever — that this tooling can be cost-effective.”
FPT is ideal for use in Van Ert’s DPM molding system (see the accompanying photos). “These aren’t mockups or facsimile tools,” he claims. “They yield production-quality parts — automotive production quality.” He recalls that last year, Vantage was asked to make a fiberglass mockup of a headliner for a drivable high-performance car that would debut in an auto show. “The customer needed one headliner for this show car,” recalls Van Ert. “It took us one day after receiving the NC-cut model to make a tool and mold parts. We ended up giving them four parts for the price of one so they could do further fit-and-finish work and testing. That’s how quick and cost-effective this tooling process can be.” He’s also used the technology to make tools to mold composite parts for concrete forms, architectural panels and other automotive parts.
Tools in minutes, not months
Van Ert says he currently can make a 1.4m2 tool in roughly 5 to 15 minutes that can produce at least 50 parts. Eventually he hopes to be able to drive the tool production time down to between 2 and 10 minutes. He acknowledges that because he’s currently not putting cooling lines in FPT tools, that cycle times will be slower (on the order of 4 to 5 minutes instead of 1 to 2 minutes). However, he contends that the speed and low cost makes these tools perfect for short production runs.
Although the tool’s films typically must be discarded every third or fourth time he remakes a tool, and each time a tool is disassembled, some powder is lost to spillage, Van Ert says that 95% of the materials used to make a given tool can be reused. FPT tooling is reportedly so fast and so cost-effective, Van Ert claims a molder could literally make a new tool every morning to produce the day’s inventory.
Although he’s still awaiting initial patent protection, Van Ert already has a lot of plans for FPT technology. He’s not only investigating ways to add cooling and heating lines to tools, to either freeze off thermoplastic parts or cross-link thermoset boards in a shorter molding cycle, but he also wants to see if he can cast thermosets in the DPM process, most likely using low-viscosity resins.
Right now, FPT is undergoing field testing to make molds for a variety of parts so Van Ert can get a good sense of just what the technology can do, and he’s conducting demos of FPT and DPM for interested parties from around the world.















.jpg;maxWidth=300;quality=90;format=webp)
Related Content

Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
One-piece, one-shot, 17-meter wing spar for high-rate aircraft manufacture
GKN Aerospace has spent the last five years developing materials strategies and resin transfer molding (RTM) for an aircraft trailing edge wing spar for the Airbus Wing of Tomorrow program.
Read More
Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More