
New twist in cycling: A truss bikers can trust
An "open tube" alternative to the solid-tube bike frame.
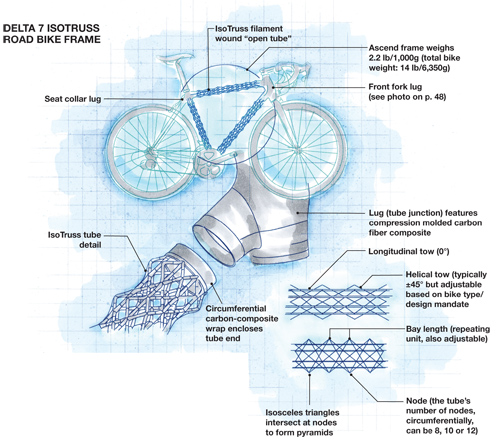
Illustration: Karl Reque

The open-tube frame on the Ascend road bike comes in 50-, 54-, 56- and 58-cm (19.7-, 21.3-, 22- and 22.8- inch) sizes, measured from the middle of the bottom bracket to the seat post top.

Arantix mountain-bike frames (left) come in 40.6- and 45.7-cm (16- and 18-inch) sizes.

Bike tube connectors play an important role in bearing design load forces. The Ascend’s custom carbon-composite molded frame junctions, termed lugs by bike-building insiders, serve to strengthen the joints and distribute stresses evenly within the joint.



Design Results:
- A tubular, open-truss-structured bike-frame tube that requires less material than conventional solid carbon tubes, reducing material cost.
- A finished bike frame as stiff as that possible with aluminum alloys, but lighter, stronger and stiffer than solid tubes of carbon composite or other materials.
- A tube structure that isolates crash impact damage, minimizing the risk to frame integrity.
Tubular composite truss structures made their debut early this decade. Designed and built at Brigham Young University (BYU, Provo, Utah) and trademarked as IsoTruss, this “open-tube” concept starts with the benefits of two-dimensional isogrid structures — made up of the engineer’s most efficient structural shape, the isosceles triangle — and takes it, literally, to the next dimension.
“Isogrid structures were so named because of their quasi-isotropic nature [in-plane],” explains Dr. David Jensen, director of BYU’s Center for Advanced Structural Composites. Jensen coined the term IsoTruss to differentiate the BYU structures from the more traditional isogrid designs. IsoTruss structures feature repeating triangles, similar to the (two-dimensional) triangles in traditional isogrid structures, but arranged in a radial or tube-like configuration in which the triangles form a truss of pyramids that exhibit multiple radial symmetries. The result, says Jensen, is an orthotropic material, which by definition has at least two orthogonal planes of symmetry (with right angle intersections), where material properties are independent of direction within each plane, giving the design performance advantages over conventional solid tubular structures (see “Editor's Picks,” at right).



Although any fiber and resin combination can be used to make an IsoTruss structure, the concept is attracting attention in the cycling community, where carbon fiber composites have proven their worth as weight savers. The IsoTruss geometry forms what is at once a supremely functional and visually striking feature of custom carbon-composite bike frames built by Delta 7 Sports (Payson, Utah).
BYU licensed IsoTruss technology to Advanced Composite Solutions (ACS, Payson, Utah), which set up Delta 7 as its manufacturing arm for IsoTruss bicycle frames. Delta 7 began production of its Arantix mountain bikes and Ascend road bikes early in 2009, both types incorporating IsoTruss frames in all sizes.
The frame for the road bike weighs in at just over 1,000g/2.2 lb, and the mountain bike frame at about 1,247g/2.75 lb. For comparison, the OCLV 55 tubular carbon composite frame developed by Trek (Waterloo, Wis.) for Lance Armstrong’s 2004 Tour de France Stage 16 uphill time trial, which set the stage for his first-place victory, was 907g/2 lb (see “Editor's Picks”). Finished bike weights are a scant 6,350g/14 lb and 9,525g/21 lb, respectively.
Challenging forces
Delta 7 composites engineer Ed Packer identifies the biggest challenge in designing and building a bicycle as “knowing what forces are applied on each part and how to properly assemble all the parts together to meet those force requirements.” For example, the top tube must have the strength to manage high bending forces, and the down tubes must maintain strength integrity under torsion loads. Packer explains, “The forces put into the frame are from pedaling the bike, and the more energy that goes straight through the chain to the spinning wheels, the better. A flimsy frame wastes that energy, but high stiffness transfers energy very effectively.”
Force requirements are established for bicycle frames in standards set by The European Committee for Standardization (CEN, Brussels, Belgium). “We also learn about forces in feedback from riders,” Packer says. “A rider might tell us the bike could be a little more stiff in the rear triangle, or other area, and we reinforce that area to meet the need.” While its ability to damp road shock is similar to other carbon bikes, “we’ve had a lot of feedback from professional riders mentioning our bikes are not as hard on their bodies as other bikes they’ve ridden,” Packer says, “even after a 24-hour race.”
Knowing how these forces will interact when connected through the lugs is a critical design factor. Lugs are the cylindrical sleeves that receive the frame tubes at their joints, strengthening the joints and serving to distribute the stresses over their entire area. Delta 7 designs and compression molds its own carbon composite lugs, which connect the frame elements to each other, and to standard sizes of seat posts and other bike parts. The lug slides over the frame truss tube and over the connecting part in conventional fashion. Delta 7 road bike frames have three IsoTruss tubes and five lugs, while mountain bikes have seven IsoTruss tubes and four lugs.
The frame design is based on data from two stress-analysis programs developed by BYU. Packer explains, “One is a spreadsheet set up with equations for compression, bending, torsion and tension. We enter the strengths we need to handle the forces and the program defines the amount of material and the thickness of the IsoTruss members required to meet those strength requirements.” The other is finite element analysis (FEA) software designed by BYU specifically for IsoTruss analysis. The FEA assesses failure modes in axial, torsion, bending, shear and local and global buckling. Control variables include fiber type, resin system, fiber architecture in longitudinal members and helical members, geometry of the truss triangle, and diameter and overall length of the frame member.
Less material, more strength
The open-truss design uses less material than a solid tube — an important consideration when calculating costs — but offers greater strength and stiffness. “The geometry of the IsoTruss turns out higher strength-to-weight and stiffness-to-weight ratios than a solid carbon tube or a solid tube of any other material,” Packer claims. Delta 7 uses 12K unidirectional prepreg from TCR Composites (Ogden, Utah), made using TCR epoxy resin and T700 aerospace-grade carbon tow (from Toray Carbon Fibers America, Flower Mound, Texas). Fiber architecture is typically longitudinal (0°) for tension and compression force, and helical. The helical angles can be customized to optimize strength and weight requirements but, as Jensen points out, the highest torsional stiffness and strength generally will be achieved when the diagonal (helical) members are oriented at ±45°. Packer adds that the IsoTruss is an adaptable concept: “If the bike frame will be subjected to significant torque or other complex out-of-plane loads, we can open up the 45° angle, making a wider angle, and increase the diameter of the helical members to support the complex local bending and torsion forces. Or, if the forces in the members are primarily compression and tension, the helical members are used only to stabilize the longitudinal members, so a simpler ±45° configuration, without additional reinforcement, is sufficient.”
The helical fibers spiral around the edge of the straight, longitudinal fibers in a special filament winder built in-house by Delta 7. It manufactures one truss tube at a time, building up individual rods that range from 2.54 to 3.175 mm (~0.100 to 0.125 inch) in diameter to construct truss tubes that can be 38 to 102 mm (1.5 to 4 inches) in diameter and 152.4 to 508 mm (6 to 20 inches) in length, depending on bike size.
Spider-web geometry
Packer says that during the winding process, the spider web-like geometry must be maintained precisely until cure is complete. This requires tooling with tolerances of 0.127 mm/0.005 inch. “The longitudinal members need to be held straight and the helical members must be held straight between the peaks,” he notes. (Peaks are the pyramid-shaped sections that extend out of the truss.) “To achieve that, each peak needs to be suspended at the proper distance from the center of the mandrel tooling.” The mandrel, then, must be shaped in such a way that it will hold each node (the peak intersection) securely in position.
At one time, a soluble mandrel was used, which allowed pressure to be applied during cure yet was easily removed afterwards. But that tactic required Delta 7 to cast a new mandrel for each structure. To save time and cost, Delta 7 developed a proprietary collapsible mandrel concept.
While the current winding technique is complex and labor-intensive — and therefore expensive — the company has applied an innovative method of consolidating the fibers during cure that Packer says has taken “probably 60 percent of the labor out of the manufacturing process.” Wound trusses are oven-cured at 127°C/260°F for two hours. Finished frames are physically tested by an independent laboratory for compression, fatigue, impact, bending and torsion to ensure compliance with CEN standards.
Delta 7 sells complete bikes, combining the frame with other bike components selected by the customer, but also offers the frame alone, for those who want to assemble a custom bike on their own. The IsoTruss frame requires minimal maintenance and has a lifecycle comparable to that of other carbon-fiber frames on high-end retail bikes and considerably longer than a metal frame because the composite is not susceptible to rust or other corrosion. Delta 7, in fact, offers a lifetime warranty on the frame. Moreover, the redundant lattice structure reportedly gives the frame greater structural integrity during impact or crash scenarios because, unlike with conventional carbon tube frames, local damage is geometrically isolated, avoiding catastrophic frame breakage.
Down the road
ACS already is moving forward with its next application for the truss technology: an IsoTruss structure that could be used as a tower for cell phone or other types of communications, or metrology. However, Jensen and Packer agree that there is a need to reduce the remaining 40 percent of the labor-intensive process with a cost-effective automated winding process, the lack of which has been a barrier to rapid commercialization of the IsoTruss and other composite grid structures. BYU and Delta 7 are investigating a process described by Jensen as “an innovative form of 3-D braiding which can continuously fabricate composite grid structures with 3-D surfaces directly from computer models, without geometry-specific internal tooling or molds.”
If its promise is fulfilled, the method could save enough in time, reduced labor and elimination of tooling cost to open up a wide variety of future applications in aerospace, marine and energy markets where, if the price is right, these strong, stiff, lightweight structural trusses could open new roads for composites.






.jpg;maxWidth=300;quality=90;format=webp)







Related Content

Plant tour: National Institute for Aviation Research, Wichita, Kan., U.S.
NIAR, located at Wichita State University in the heart of the American aerospace manufacturing industry, has evolved to become a premier hub of teaching, R&D, creativity and innovation.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read More
Lufthansa Technik, Diab develop greener composites for interior cabin components
Aeroflax flax fiber-based prepreg and one-step thermoplastic manufacturing process for 100% recyclable panels production pioneer lighter weight, reduce CO2 emissions.
Read More
High-performance sustainability and cost-efficiency advance with HiPerDiF
In the latest chapter of the HiPerDiF (High Performance Discontinuous Fibre) story, commercial production is on the near horizon for high-performance composite materials that are both sustainable and formable, leading to simpler, more cost-efficient composites manufacturing.
Read MoreRead Next

At the top and still climbing
Trek Bicycles' OCLV manufacturing method shortens cycle times and optimizes compaction in molded carbon fiber-bike frame components.
Read More
Isotruss offers amazing strength and material savings
The three-dimensional composite truss structure is the lightest and most efficient structural tube available.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More