
New aerocomposites niche: Helicopter transmission gears?
A NASA study shows that steel/composite hybrid gears save significant weight, and could mitigate vibration-related noise.


Fig: A typical steel spur gear is shown on the left. A hybrid gear, with a composite material web, is shown on the right. The composite material is a QISO slit carbon fiber braid from A&P Technology, prepregged with an epoxy from TenCate Advanced Composites. Source: A&P Technology
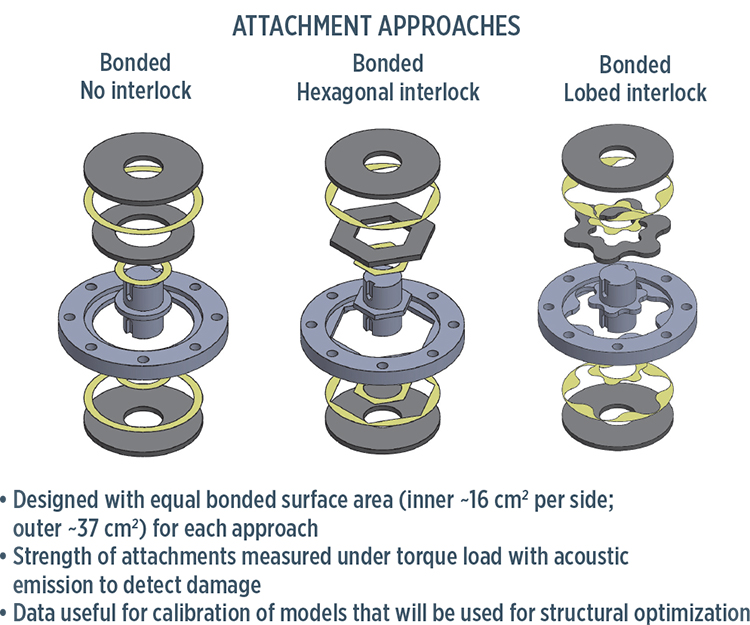
Fig. 2: Three attachment concepts were tested, to combine the composites with the steel. The concept at left relies only on adhesive film, while the center and right-side concepts use interlock features for better load transfer. Source: NASA
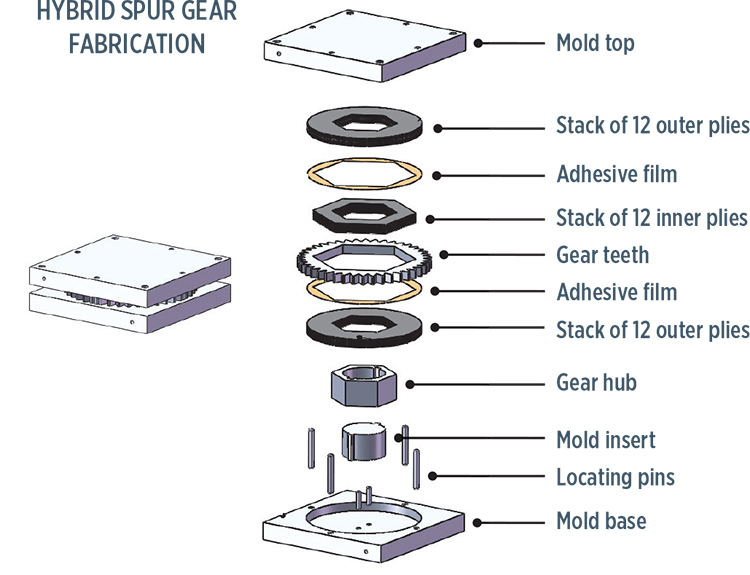
Fig. 3: This exploded view shows the fabrication elements employed by A&P Technology to produce the hybrid spur gears. The pre-cured laminate disks (shown in dark gray) were waterjet cut to the shapes shown, and the assembled gears were press-cured. Source: NASA
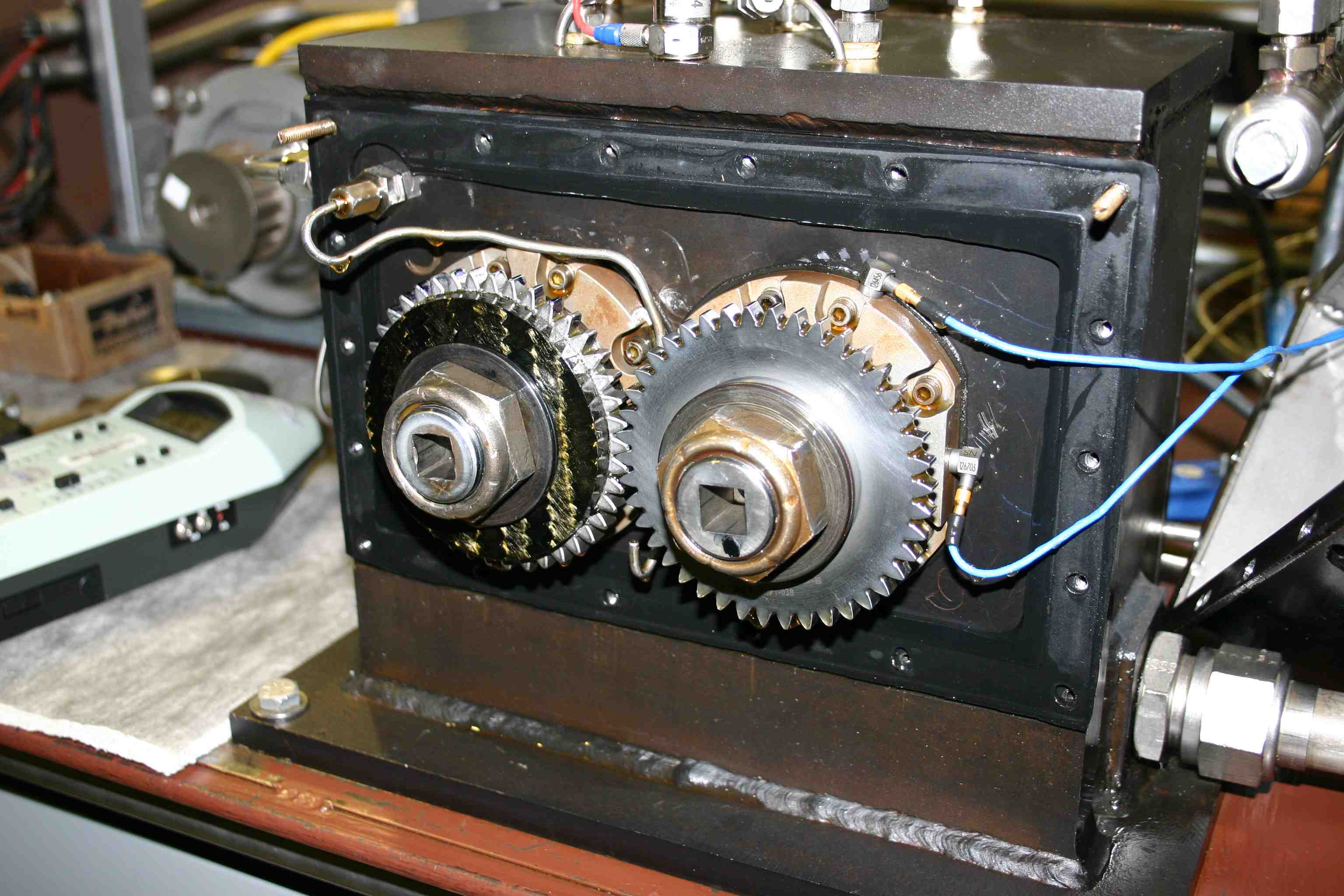
Fig. 4: This test gearbox was employed for endurance testing of the gears. The hybrid steel/composite gear is on the left. After 1 billion cycles in the gearbox, no damage nor delamination was detected. Source; A&P Technology
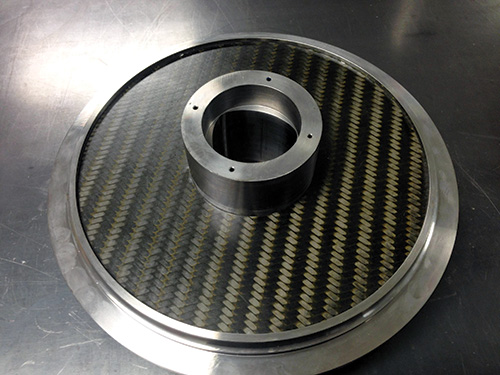
Fig. 5: A&P Technology is currently fabricating larger “bull” gear hybrids for ongoing testing of attachment approaches and performance. This prototype bull gear web, (minus teeth) is 254 mm in diameter. Source: A&P Technology
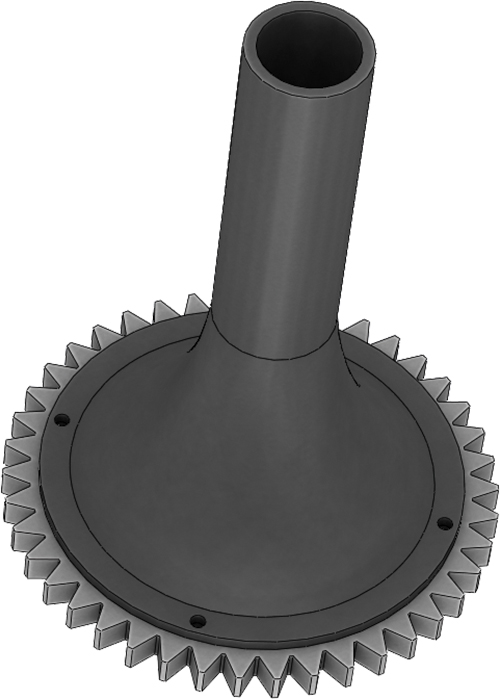
Fig 6: This rendering shows a conceptual all-composite gear under investigation that potentially could cut gear weight by 50% vs. a comparable steel gear. Source: A&P Technology

Among the US National Aeronautics and Space Admin.’s (NASA, Washington, DC, US) many missions is The Rotary Wing Project, established to increase helicopter speed, range and payload, while decreasing noise, vibration and engine emissions. Myriad projects are contributing to these overarching goals. Among them is one funded through a Small Business Innovation Research (SBIR) contract that is focused on designing better gears for helicopter drive systems. A team of composite materials specialists is pursuing that end. Headed by NASA Glenn (Cleveland, OH, US) research engineers Dr. Gary Roberts and Dr. Robert Handschuh, the team includes members from the US Army Research Laboratory (Adelphi, MD, US) and braided reinforcements supplier A&P Technology Inc. (Cincinnati, OH, US).
Why gears? A helicopter’s drive system (engine, vertical driveshaft and geared transmission) makes up 10-15% of the aircraft’s total empty weight and is a major contributor to helicopter noise due to vibration. Roberts explains that newer but all-metal multi-speed transmissions could be employed to improve helicopter speed and efficiency but would add significant weight and wouldn’t address the need for acoustic damping. He asserts, however, “There’s potentially a very high payoff in … reducing vibrations near the source, which is primarily at the gear mesh point.”



Why, then, composites? “The reason we thought this was a good project,” explains Mike Braley, A&P Technology’s VP of application development, “was that if you replace some of the metal with composites, you could interrupt the vibration transmission pathway from the gear teeth to the center shaft, which will help reduce overall noise, and at the same time reduce the gear’s weight without sacrificing good load performance.”
Roberts and his team, therefore, decided to investigate how composites incorporated into transmission gears could reduce not only weight and vibration but also, ultimately, maintenance and repairs, because they would have lower densities and higher damping coefficients than conventional steel gear alloys. During the project’s first phase, the feasibility of three metal/composite attachment concepts was investigated, small spur gear prototypes were built (using one of the concepts) and then tested. The ongoing second phase involves investigation of larger, optimized gears and an all-composite web/hub/shaft concept, along with vibration testing.
A composite/metal hybrid
What helicopter transmission gears lack in glamor they make up for in severe service (exposed to hot oil and high loads) and their designation as highly proprietary technology. Helicopter OEMs closely protect exact gear tooth profiles, Roberts explains, adding, “Currently, gear teeth must be made with gear steel and special alloys, because of the very high loads generated when gears mesh together.” For this reason, the project team looked, initially, at hybrid designs in which composites would be used only in the gear’s flat inner web, with steel still constituting both the gear teeth and the inner hub. Fig. 1, above, shows one of the small “spur” gears built for the project.
“Because the gears are rotating structures, an important property requirement for the feasibility study was that the constant-thickness composite web section had to exhibit the same stiffness in all in-plane directions,” Roberts explains. That led Roberts to choose A&P’s trademarked QISO braided triaxial fabric, essentially a braid that is slit open to form a flat broadgood. “A 0/+60/-60 triaxial fabric has the quasi-isotropic property that we needed,” says Roberts, “and with QISO, we didn’t have to manipulate multiple uni or woven plies.”
The team specified QISO “heavy” fabric, made with standard-modulus 12K T700S-50C carbon fiber supplied by Toray Carbon Fibers America Inc. (Flower Mound, TX, US), with an areal weight of 536 g/m2. Roberts explains that the standard-modulus fiber was adequate for the feasibility study but a different, optimized fiber might be used in the future. For now, says Braley, “The standard-modulus fiber in this balanced configuration is a good trade-off between performance and cost.” The fabric’s architecture featured two fiber ends in the axial direction, and one in each bias direction (±60°). The finished fabric was sent to TenCate Advanced Composites USA Inc. (Morgan Hill, CA, US) for prepregging.
The prepreg resin would have to endure the environment within the helicopter gearbox environment, where oil temperature can reach 150°C. Braley says epoxy was more than adequate for the Phase I feasibility work and also fit well within the project’s cost and schedule restraints.
With materials selected, a scheme for fabricating the hybrid gears — attaching the composite web to the steel shaft and outer, toothed ring — had to be developed. Three concepts were evaluated using quasi-static torsional tests (see Fig. 2). One involved pre-cured laminates, cut to shape and then bonded to each other and to the steel elements with film adhesive. Here, the gear relied for its strength on the adhesive. In another concept, the hexagonal, innermost laminate was pressed into the matching hex shape of the steel rim and shaft, providing an interlock feature in addition to the adhesive for a stronger connection. In the third concept, lobed geometry was developed for even better load transfer.
“We tested all three attachment concepts,” says Roberts, noting that they were designed to have equal bondline surface area. He adds that another project partner, Altair Engineering Inc. (Troy, MI, US), is working with A&P on a topology optimization model that will help guide design refinements, but notes that the hexagonal interlock attachment scheme with a constant (not yet optimized) web thickness, was used for simplicity’s sake, in the initial hybrid spur gear evaluation. “The laminate disks were overdesigned for structural loads in the initial tests since the primary purpose of these tests was to identify potential problems with material and attachment endurance in a gearbox environment,” Roberts explains. “It will be interesting to use the model to optimize web thickness profile and attachment geometry for even greater weight savings in future hybrid gear designs.”
The A&P team, led by application engineer Nate Jessie, fabricated the attachment test elements and the demonstration spur gears in a press-molding process, after first laying up 12 plies of QISO prepreg. Jessie explains that each ply was rotated 60° during the layup, despite the QISO’s already balanced weave, to ensure that the laminate would be “fully isotropic.” The laminates were ovencured, then waterjet trimmed to net shape. The gears were fabricated in the sequence shown in Fig. 3), with a second heated press cycle to cure the film adhesive. “There are three 12-ply QISO laminates in each gear; two outer and one inner, assembled with adhesive film,” explains Jessie.
To see if they could stand up to the heat, vibration and torque loads, the press-cured, bonded spur gears were subjected to endurance tests in a gearbox operated at 10,000 rpm and nearly 500 in-lb of torque. After 1 billion cycles, there was no detectable gear damage nor composite delamination (see Fig. 4).
In separate static tests, larger versions of the gears (without gear teeth) were used to evaluate each of the three attachment concepts under similar conditions and to provide data for validation of structural optimization analysis methods, says Roberts. The larger structures were mounted on a test fixture to which accelerometers were attached, so that acoustic emission “events” (sounds that indicate breakage of the adhesive bonds) could be monitored during load application. The static results showed that, at room temperature, bond failure of the gear web occurred at about 50,000 in-lb of applied torque for the first concept, at about 55,000 in-lb for the hexagonal interlock design, and at 68,000 in-lb for the lobed concept. The hexagonal and lobed interlock designs not only performed better than the adhesive-only design but also provided ongoing load-carrying ability after bond failure. The lobed interlock was the last to disbond, failing at about the 5-minute mark.
Although the results of modal analysis and free vibration tests were inconclusive, Roberts says, “We believe that composites will give us the ability to tailor the natural vibration frequency, for better damping.” Toward that end, the team will alter the laminate thickness, adjust its stiffness by using different carbon fiber types, and might add visco-elastic material. During the project’s second phase, the team will fabricate and test scaled-up steel/epoxy composite hybrid “bull” gears (see Fig. 5), and bismaleimide (BMI) and polyimide (PI) matrices will be investigated. “Some gear applications require continued operation for a specific time period if loss of lubrication should occur,” Roberts reports, so the gear laminate might need a high-temperature-capable resin “to survive the thermal transient after loss of lubrication, when we go into actual field trials.”
A&P will deliver several bull gears for testing in NASA’s High Speed Helical Gear Test Rig. During additional structural tests of the attachment approaches, high-speed, high-resolution digital image correlation methods will be used to evaluate local deformation near attachments during operation. After this testing is completed, says Roberts, the team will be better able to assess the possibility of commercializing hybrid gears in rotorcraft.
Positive results, more work
So far, composite material and a steel/composite adhesive bond have proved capable of handling temperatures, loads and oil exposure within a gearbox. Static testing shows the mechanical interlock features provide sufficient strength for torsional loading. Hybrid spur gears have shown nearly 30% weight savings compared to all-steel gears, without design optimization. And A&P is investigating the use of composite material in the gear hub and connecting shaft to form an integrated web/hub/shaft in composites with steel gear teeth. Roberts anticipates that this design could yield 50% weight savings (Fig. 6, at left). The braided preform and resin infusion process are under development. “An initial design and prototype will be delivered at the end of the contract,” he predicts. “A&P is working out some very intricate fiber architecture that results from the shape of the preform, and how that architecture can handle the required loads.”
But Roberts contends, “We are just beginning to explore the possibilities.” The helicopter gearbox is a challenging environment. “As a result, flight qualification for rotorcraft will be very expensive and take a long time. But,” he adds significantly, “I believe there could be other commercial/industrial applications for gears of this type in the nearer term.”














Related Content

3D weaving capabilities achieve complex shapes, reduce weight and cost
JEC World 2024: Bally Ribbon Mills is displaying film-infused 3D woven joints, woven thermal protection systems (TPS) and woven composite 3D structures.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Biteam introduces 3D Noodle International AB spin-off for 3D fabric noodles
Biteam 3D’s third spin-off implements its proprietary 3D weaving technology to produce a variety of carbon, ceramic and other fiber 3D fabric noodle preforms.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read MoreRead Next

Aviation Outlook: Composites in rotorcraft reaching new altitudes
One of the earliest markets for advanced composites, helicopter manufacture is and will continue to be a stronghold for industry growth.
Read More
Aviation Outlook: Composites in rotorcraft reaching new altitudes
One of the earliest markets for advanced composites, helicopter manufacture is and will continue to be a stronghold for industry growth.
Read More
Aviation Outlook: Composites in rotorcraft reaching new altitudes
One of the earliest markets for advanced composites, helicopter manufacture is and will continue to be a stronghold for industry growth.
Read More