
Mubea Carbo Tech: High-quality auto composites go high-volume
Known for its precision and technical acumen in CFRP motorsports structures, MCT draws from its steel auto parts parent to push high-performance and industrial production to new plateaus.


Žebrák: Mubea Carbo Tech's Žebrák, Czech Republic facility. Source: Mubea Carbo Tech

Salzburg: Mubea Carbo Tech is one of Europe’s largest automotive carbon composite parts producers, with facilities in Salzburg, Austria (here) and Žebrák, Czech Republic (previous photo). Source: Mubea Carbo Tech

Fig. 1: The automated McLaren P1/MP4 monocoque manufacturing line uses actuated six-piece tooling to mold the 70-kg, one-piece tub with integrated aluminum attachments and hollow structural frames in a one-shot LP-RTM process. Source: Mubea Carbo Tech

Fig. 2: Robots place P1/MP4 preforms and remove the finished tubs, placing them into the mechanized ceiling track for finishing operations. Source: Mubea Carbo Tech

Fig. 3: MCT Žebrák’s LP-RTM area contains six presses and accompanying mix/meter/dispense units, which process dry fiber preforms up to 10 mm thick. Source: Mubea Carbo Tech
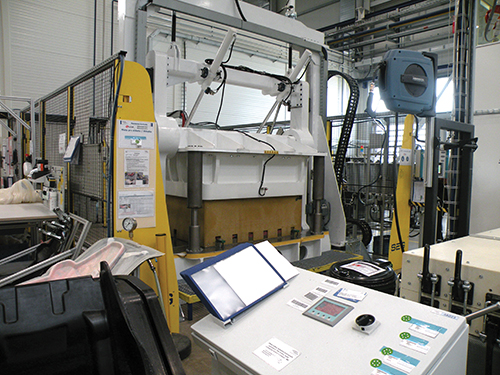
Fig. 4a: MCT Žebrák uses a prepreg press to make visually stunning seats for Porsche (see next photo), which also feature robotically applied, post-cured epoxy adhesive to attach highly loaded air bag holders. Source: Mubea Carbo Tech

Fig. 4b: Molded CFRP Porsche seat backs. Source: Mubea Carbo Tech

Fig 5a: Visible throughout MCT’s Žebrák facility tour was the evidence of production of high-quality, volume parts .... Source: Mubea Carbo Tech

Fig 5b: .... and parts ....
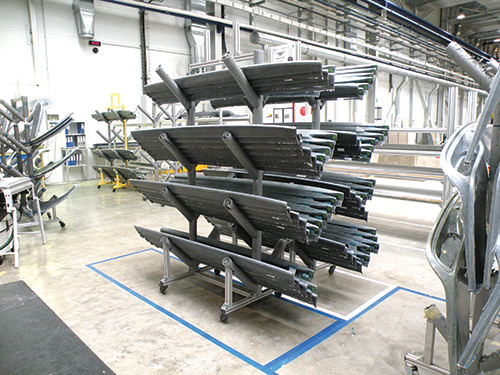
Fig. 5c: .... and more parts. Source: Mubea Carbo Tech
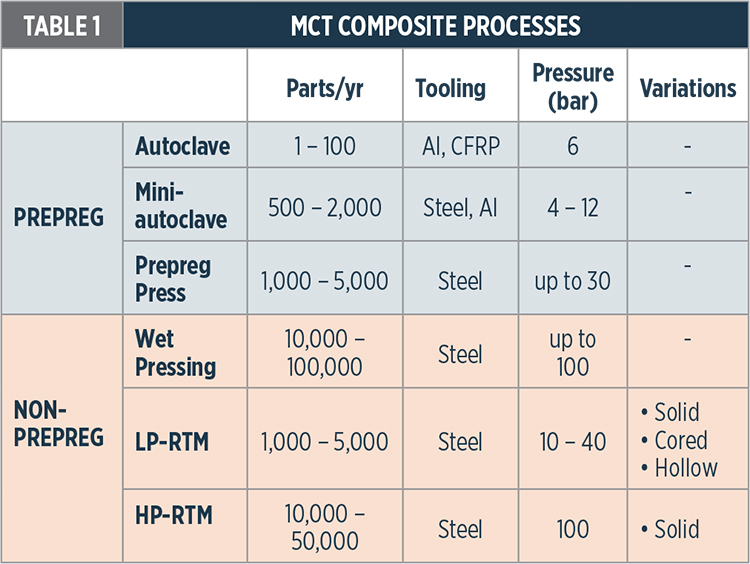
Table 1: Mubea Carbo Tech's Composite Processes

Fig. 6: Mubea and MCT have developed tailored rolled blank steel B pillars with locally bonded carbon fiber patch reinforcements to match current crash performance with 20% less mass. Source: Mubea Carbo Tech

Fig. 7: Part-specific, short-cycle, high-pressure cure — MCT Žebrák has 60 to 80 mini-autoclaves in production, using vacuum and 4 to 12 bar of air pressure to compact and cure bagged prepreg layups in 15- to 60-minute molding cycles. Source: Mubea Carbo Tech

Fig 8a: MCT’s latest HP-RTM installation in Žebrák features an automated preforming and injection and a 2,500-ton press (see also Figs. 8b and 8c, below) for serial production of parts with cycle times of less than 3 minutes. Source: Mubea Carbo Tech

Fig 8a: Another view of MCT’s HP-RTM installation in Žebrák Source: Mubea Carbo Tech

Fig 8c: Another section of MCT Žebrák's HP-RTM line for serial production of parts with cycle times of less than 3 minutes. Source: Mubea Carbo Tech


Mubea Carbo Tech (Salzburg, Austria) is one of Europe’s largest automotive carbon composites producers. Founded in 1993 as Carbo Tech, it pioneered carbon fiber-reinforced plastic (CFRP) motorcycle frames in 1996, began serial production of CFRP car parts in 2003 and by 2008 had gained renown for race-winning CFRP monocoques in Formula 1, Le Mans and other motorsports series.
Muhr und Bender (Mubea, Attendorn, Germany), a global Tier 1 supplier of lightweight automotive springs, body and structural parts, completed its acquisition of Carbo Tech in 2014, having established a new serial production facility for the wholly owned subsidiary Mubea Carbo Tech (MCT) in Žebrák, Czech Republic in 2013. With annual sales doubled to €100 million ($140 million), MCT expanded Žebrák production in 2015 from 3,500m2 to 6,600m2 — with a view to 10,000m2 by 2016 — and upped employment from 100 to 350, bringing total head count to 850, including Salzburg. By the end of this year, MCT will have produced more than 10,000 CFRP passenger cell monocoques, including serial production for the McLaren P1 and MP4/650S, the Volkswagen XL1 and the Porsche 918 Spyder. Meanwhile, its list of other production parts — including seats, structural components, such as subframes, as well as exterior “visual” parts and carbon composite wheels — continues to grow.



MCT describes its product mix as 85% automotive, 10% motorsports and 5% aerospace/industrial. The company has two high-pressure resin transfer molding (HP-RTM) machines (read more about the growiing role of this process in autocomposites production in "HP-RTM on the rise,” under "Editor's Picks," at top right). The more recent installation, in Žebrák, features a 2,500-ton press and an automated injection system and preforming line. “The future for us is high volume, 300 parts per day — maybe even, one day, 300 parts per shift,” says Slavko Karas, MCT head of project management in Žebrák.
“HP-RTM is the hype right now,” concedes MCT head of automotive sales Joachim Siegmann, “but our specialty is complex parts, offering the highest grade of functional integration.” He notes that MCT’s wide range of composite technologies (see Table 1, at left) “typically provide at least two or three solutions, offering a choice in tradeoffs, for example, between tooling and part cost,” but always with added value, such as eliminating assembly and welding. “We have learned a lot from motorsports,” says Siegmann, but he points out that as MCT has transitioned from its craftsman-oriented roots to small series and mid-size industrial production, it has done so without sacrificing high performance. He adds, “This is very challenging and difficult to achieve without the help of large automotive industry-based partners.” Indeed, the backing of Mubea has already propelled MCT ahead into hybrid structures, having crash-tested CFRP/tailor rolled steel blank technology for improved B-pillars. CW visited MCT’s Salzburg and Žebrák facilities and reports on MCT’s position at the forefront of future automotive composites.
Production Savvy in Salzburg
The Salzburg tour begins in one of several design engineering offices within Building 1. A glass wall looks out on an adjacent motorsports prepreg production area, where a variety of monocoque “tubs,” aerodynamic structures and engine parts are in various stages of layup, vacuum bagging, autoclave cure and finishing. This building features two 2.5m by 4.5m autoclaves plus eight ovens.
Design, development and prototyping activities all take place in Salzburg, handled by a staff of 30 to 50 in design engineering. Salzburg’s R&D labs develop processing methods and equipment, including robotics, and also perform materials testing for mechanical properties, degree of cure, fiber volume, porosity and characterization of adhesive bonds and laminate failures. In addition, MCT performs industry-standard tests for Class A surface finish as well as environmental testing, using UV and climate exposure chambers. Some of this group’s innovations include zero-point mounting systems for CNC machining and robotic operations, precision machining of fine contours and radius-free edges with minimized thermal stress, contact-free processing of materials to prevent skew and distortion, and temperature-controlled CNC-robot bonding to guarantee repeatable joining accuracy.
At MCT, design engineering is the beginning of all parts production. “We start with drawings from the customer and then work together to adapt and modify the design and manufacturing, optimizing for composites,” says Karas. “We design and develop all of our tooling in house,” adds Siegmann. “The more you can put in the tool, the more added value you can get out of the tool and the more competitive you can be,” he explains, “but this is not easy.”
The tour next moves to a 400m2 building dedicated to part production for Volkswagen’s (Wolfsburg, Germany) XL1 diesel-electric hybrid, designed to travel 100 km on 1L of fuel. MCT makes a total of 85 parts per car, including the structural tub and all exterior Class A body components. The building also houses a third autoclave. The limited production of 250 XL1 vehicles began in 2013 and finished this year. The building will now transition to new production work that is in the final engineering stages.
The next building is the largest, covers 600m2, and houses the HP-RTM machine and the prepreg press. “Everyone is talking about HP-RTM,” Siegmann observes, “but prepreg pressing is very good technology, especially with thin laminates. Resin saturation can be an issue with visible carbon parts and there is also a tolerance issue with thin laminates in RTM.” He explains that with prepreg, “the resin is already there where you need it, and pressing can produce 40 visible-surface carbon parts per day per tool.” Further, the prepreg press can cure up to 10 layers without the need to debulk.
The final production area on the tour of Building 3 is the section that houses the HP-RTM machine (see the Side Story titled “HP-RTM: A means, not an end” at the end of this article or click on its title under "Editor's Picks").
P1/MP4 automated precision
Building 3 also houses the automated manufacturing line and adjacent, enclosed laser machining cell for the McLaren P1 and MP4/650S MonoCells (passenger cells or “tubs”). Additional enclosed CNC milling and waterjet machining centers are located at the opposite end of the building. According to Siegmann, the 70-kg MP4/650S monocoque is MCT’s most complicated part to date. The carbon fiber composite tub — which measures roughly 2m by 1.8m by 1m in height — features hollow frames made using an inflatable core and is molded in one shot using a patented low-pressure RTM (LP-RTM) process.
The MonoCell’s six-piece automated tooling and molding process is impressive (see Fig. 1, at left). The molding area is surrounded by safety gates, and as the molding cycle begins, warning lights and alarms demand that the area be cleared. Metal floor grates open up and the side and rear tool sections slide in to completely enclose a complex carbon fiber preform already placed onto the fixed central tool section. The actuated tooling allows the tub to be demolded even with an undercut. A single injection point supplies epoxy resin, followed by a several-hour cure cycle. After cure is complete, the tool sections slide apart and a robotic arm with a vacuum/suction attachment picks up the finished tub and eases it out of the mold. The robot then places the MonoCell into a mechanized ceiling track (see Fig. 2), which moves it through various finishing operations. Meanwhile, another tub preform is placed onto the tool and the molding cycle begins anew.
The front end of the 650S MonoCell features a large integrated aluminum insert to which the front crash and bumper structures will be attached. In fact, aluminum inserts have been embedded throughout the monocoque preform. When cured, the part’s digital design files serve also to guide location and precision CNC machining of each aluminum hard point. Siegmann notes that it is better to integrate inserts or hard points into the composite structure vs. bonding on afterward. “Bonding is time-consuming and adds risk to tolerances,” he explains. Integration, however, demands very tight tolerances for all tools and machining jigs. But for MCT, Siegmann points out, maintaining tight tolerances is standard procedure.
Completed tubs ship twice each week to McLaren’s Woking, UK, production center. More than 6,000 MonoCells have been made to date, part of a contract secured in 2010 for 25,000 monocoques over eight years for the MP4 and P1 supercars, plus follow-on models (read more about the P1 monocoque online and see a video of its production in the CW Blog by clicking on “More from JEC: High-quality carbon fiber monocoques in two hours,” under “Editor's Picks”).
High-performance, high-volume in Žebrák
The Czech Republic was chosen for MCT’s high-volume manufacturing because it offers a central, easy-to-visit location for key automotive customers, as well as room to expand. A Mubea production site for more than 20 years, it also has the necessary infrastructure in place — human resources, a skilled work force and logistics, including material handling and shipping.
“After prototyping is completed in Salzburg, production is installed here,” explains Karas. Salzburg still handles all motorsports production, while Žebrák is focused on higher volumes, already producing thousands of parts each week, including side sills, front and rear spoilers for Bentley (Crewe, UK), visual carbon rear wing and blades (air intakes) for the Audi (Ingolstadt, Germany) R8 carbon option, visual carbon seats for Volkswagen, rear sills and other body parts for General Motors (Detroit, MI, US) and LEAR seats as well as structural parts for Porsche (Stuttgart, Germany). An example of the latter is the Spyder 918 front subframe, which supports the electric motor and wheels and integrates the air filter box. Much lighter in weight than the previous steel parts, this subframe and the car’s monocoque tub (built in Salzburg) help to deliver the highest power output per liter for a naturally aspirated (not turbocharged) Porsche engine.
This facility is also ISO/TS 16959 and ISO 14001 certified. The former, an automotive supply standard, isn’t typical for CFRP parts producers, but in the auto industry, “it means we are serious about serial production,” says Karas. The whole building is climate-controlled to room temperature (21°C) and 50% relative humidity. Its ventilation and dust-extraction system is equipped with special filters in areas exposed to carbon dust.
CW’s tour begins in the LP-RTM production area (see Fig. 3), which contains six machines equipped with separate mix, meter and dispense (MMD) equipment for mixing and injecting the resin (see “Learn More”). LP-RTM presses are sourced from Langzauner (Lambrechten, Austria) and Hidroliksan Halim Usta (Konya, Turkey), while MMD units are from a variety of suppliers, including Dopag US Ltd. (Cham, Switzerland).
“We can process preforms up to 10 mm thick,” notes Karas, “but the standard visual carbon part is typically 2 to 4 plies, with unidirectional comprising the bottom pair and then only one or two woven plies for the visual surface.” Currently, the LP-RTM machines use a pressure of 10 to 20 bar with a standard cycle time of 30 to 60 minutes. Karas says that shorter cycle times are only possible for small parts, which is why the new, adjacent HP-RTM installation is heavily automated, enabling cycle times as short as 2-3 minutes. Suppliers involved in the new HP-RTM line include Cannon USA Inc. (Peschiera Borromeo, Italy), Hennecke Inc. (Sankt Augustin, Germany) and IBG Automation (Neuenrade, Germany).
Karas points out that this facility also uses MCT’s patented hollow part process, for example, in the Porsche GT3RS rear bonnet. “This is a complicated tool for RTM,” he comments, adding that designing complicated RTM tools is a unique expertise for MCT. Its hollow structural parts capability offers a wide range of lightweighting opportunities, for example in instrument panels, pillars for side impact which can also be integrated into a vehicle’s roof structure and columns that provide fixation and crash resistance under seats.
After leaving the RTM area, the next stop in the long, open production hall is the prepreg press (see Fig. 4), used to manufacture seats for Porsche. In fact, Žebrák has an assortment of prepreg presses: one 2.5m by 2.5m rated at 2,500 tons, six 1.5m by 1.5m 600-ton presses and a 2m by 2m 1,500-ton press. Karas says cure time for the Porsche seats is 3-30 minutes, with 20-40 parts produced per day. A special epoxy glue is robotically applied to the finished parts for attaching air bag holders. This is a highly loaded area during air bag deployment, thus the need for precision and high quality in the adhesive bondlines. Ovens nearby post-cure the epoxy adhesive, after which the seats are transferred to machining and finishing areas further down the production hall.
Adjacent production bays feature dozens of mini-autoclaves (see the “Mini-autoclaves for visual carbon parts” Side Story at the end of this article or click on its title under "Editor's Picks"). The final stations in the production hall include the CNC machining center with several fully enclosed, specially vented CMS North America Inc. (Zogno, Italy) workcells; the finishing department with two paint booths and one curing booth and a quality-assurance department, features automated CMM and other scanning equipment. At the production hall exit is a shipping area crowded with parts awaiting boxing, and boxes ready for shipment, a testament to the company’s growing production volume.
To support that growth, MCT maintains a materials warehouse at the production hall’s other end, just prior to the RTM area. Entered through an industrial roll-up door, its floor-to-ceiling racks are filled with bar-coded supplies, including rolls of vacuum bag film and other consumables. Behind the storage racks, a large automated door reveals a prepreg freezer that easily accommodates a forklift for loading and unloading. Next to the production hall entrance, Karas demonstrates a computerized 3D warehouse system for storing and automatic retrieval of components like metal inserts. The system tracks and maintains inventory in order to keep up with serial production.
Karas says that a variety of carbon fiber tow sizes are kept on hand, including 24K and 12K, with the latter most common in Žebrák. Woven, unidirectional and multiaxial dry fabrics and prepregs are used, supplied by Cytec (West Paterson, NJ, US), Formax (Leicester, UK), Delta Preg SpA(Sant’Egidio Alla Vibrata, Italy) and Hexcel (Stamford, CT, US). The company also has worked with recycled CF nonwoven materials, considering it a key innovation and materials option. At the moment, epoxy, typically sourced from Hexion Inc. (Columbus, OH, US), is the principal resin system used in Žebrák, but MCT is open to all materials as it works with customers to develop the best possible solution for each program.
Material of the Future
Is MCT limited to carbon fiber? “We are absolutely open to other materials,” replies Siegmann, noting, “We use aramid and glass fiber materials for different applications. However, we don’t see other fibers competitive enough vs. metal.” With carbon, he explains, “the processing and tooling cost is the same, but the weight advantage is much higher.”
On the subject of other materials, Siegmann says metals are advancing rapidly. MCT and parent, Mubea, are touting hybrid materials construction as a strategic capability. “This is a large area of our development,” he explains. “We see a huge future for it.” Mubea has developed tailor rolled blank steel technology enabling the company to customize the thickness of steel without any welding. “We are now introducing local carbon fiber patch reinforcements to add another dimension to this technology,” explains Siegmann, “so we can add more stiffness in the z-direction or add asymmetry/anisotropy to a metal structure. For example, now you can apply a carbon patch only on one side or to reinforce all of the edges.”
Siegmann says MCT has made a hybrid B pillar and introduced it to customers (see Fig. 6). “We can tailor the crash performance in pillars, for example, making them more ductile in the bottom and more rigid in the top by adding carbon fiber.” The Carbon Tailor Rolled Blank Pillar has reportedly passed the toughest standardized crash test MCT could find: a Ford F-150 pickup truck side-impacting a sedan. “We met the same crash performance as a traditional steel pillar but with 20% less mass,” says Siegmann. The new pillar weighs 6.2 kg. When asked how MCT was able to develop a bond between the CF patch and steel substrate that could withstand the crash loading without disbonding, Siegmann says there are new bonding techniques and materials that solve this problem which he believes will be a breakthrough for the auto industry.
The name Carbo Tech has long been associated with carbon fiber prepreg, motorsports and the highest technical performance. But as Siegmann notes, “We are not married to a certain material supplier or concept.” With Mubea’s full support, Mubea Carbo Tech is well past “the verge” of volume CFRP auto structures production, and is preparing its next slate of solutions for any company seeking lightweight integrated structures that surpass the highest expectations.















Related Content

Safran Nacelles Morocco installs large autoclave, doubles cleanroom per development plan to increase production rates
Extension of 6,000 square meters dedicated to Gulfstream G700/G800 production, groundwork laid to digitalize processes and reduce environmental footprint.
Read More
Plataine unveils AI-based autoclave scheduling optimization tool
The Autoclave Scheduler is designed to increase autoclave throughput, save operational costs and energy, and contribute to sustainable composite manufacturing.
Read More
Busch expands autoclave solutions
Busch announces its ability to address all autoclave, oven and associated composites manufacturing requirements following the acquisition of Vacuum Furnace Engineering.
Read More
Saint-Gobain, Roctool join efforts to boost composite 3D textile preform parts manufacturing
3D automated knitted preform layup technology and heat and cooling technologies for additional curing efficiency open a new window of application opportunities for composite and thermoplastic parts.
Read MoreRead Next

More from JEC: High-quality carbon fiber monocoques in two hours
Mubea Carbo Tech produces high-quality carbon fiber monocoques in increasingly larger volumes and lower cycle times, and now introduces all-CF wheels to save almost 30 lb per vehicle.
Read More
HP-RTM: A means, not an end
This side story to CW's Plant Tour of Mubea Carbo Tech explores MCT's HP-RTM technologies.
Read More
Mini-autoclaves for visual carbon parts
This side story to CW's Plant Tour of Mubea Carbo Tech spotlights the company's mini-autoclaves.
Read More