




A new family of composite cutting and stacking cells are designed to operate as an integral part of automated composite part production lines rather than as solitary units. As such, they bring processors new levels of operational efficiency, quality control and worker ergonomics. The systems can be used with a range of composite materials, including compression molded SMC, wet-compression molded carbon fiber, RTM’d dry fabric preforms and prepregs for autoclave or out-of-autoclave (OOA) processes. Photo Credit, all images: Schmidt & Heinzmann GmbH & Co. KG
When combined with CAD-based pattern design and advanced nesting software, digital (computer-controlled) cutting systems
Although cutting tables offer substantial speed and efficiency advantages, integrating them into fully automated production cells can be a challenge. Importantly, the process doesn’t end with cutting out individual plies: Each piece must be collected, sorted, weighed and laid up in the ply stack prior to transfer to the next process step, be that



To effectively integrate digital cutting systems into automated part production cells, all relevant equipment, including cutting and stacking (C&S) systems, robots and presses, must rapidly and accurately exchange data to manage timing and control quality.
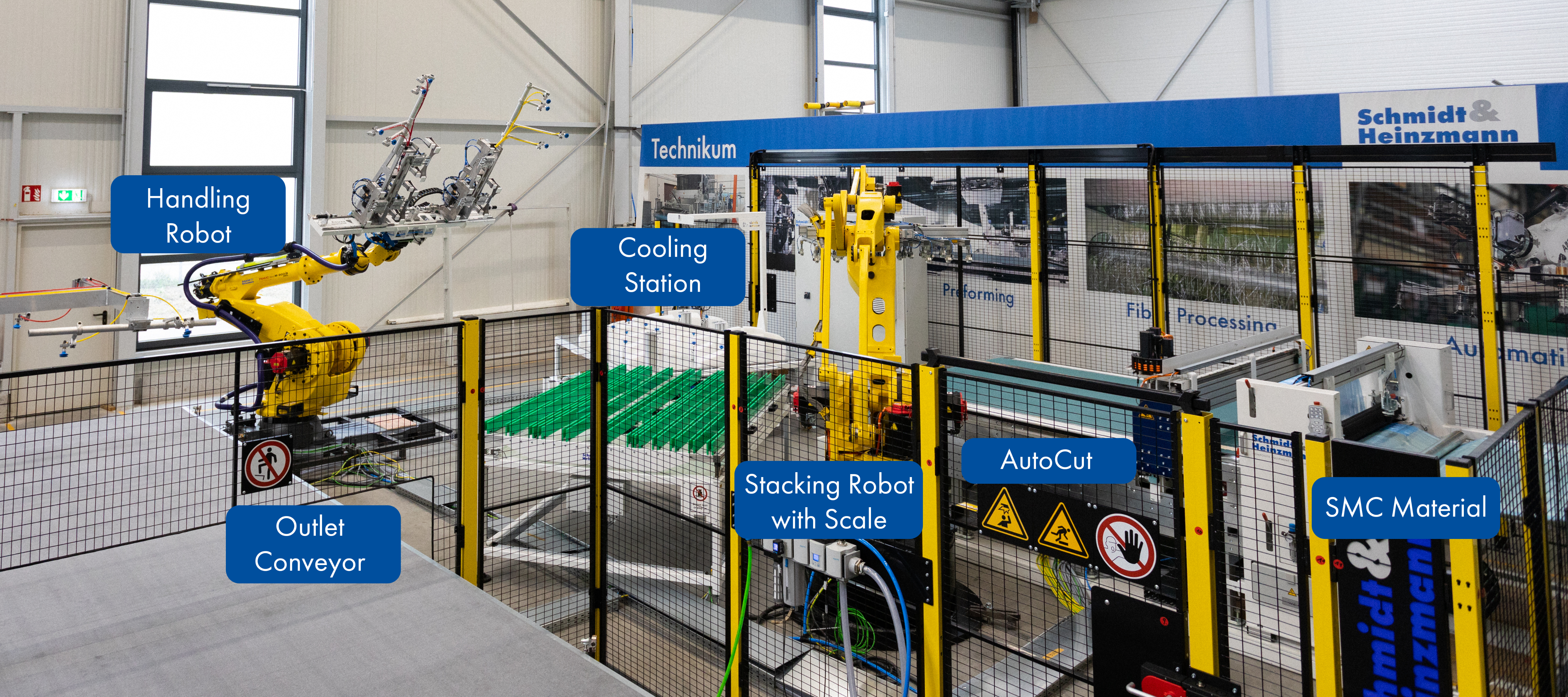
In an effort to solve these problems, engineers at composite machinery OEM Schmidt & Heinzmann GmbH & Co. KG (S&H, Bruchsal, Germany) took a different approach to human/machine interfaces (HMIs) and the equipment’s underlying operating principles. This led to the development in 2015 of S&H’s AutoCut composite C&S system, with single cutting and stacking tables. In 2019, the technology was expanded and made more modular by allowing customers to combine multiple cutting tables to handle multiple types of material simultaneously, increasing process flexibility within the automation cell.
Different approach
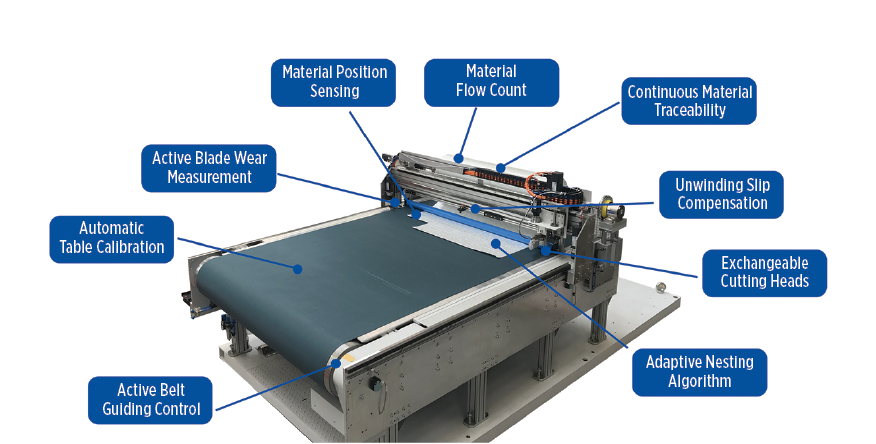
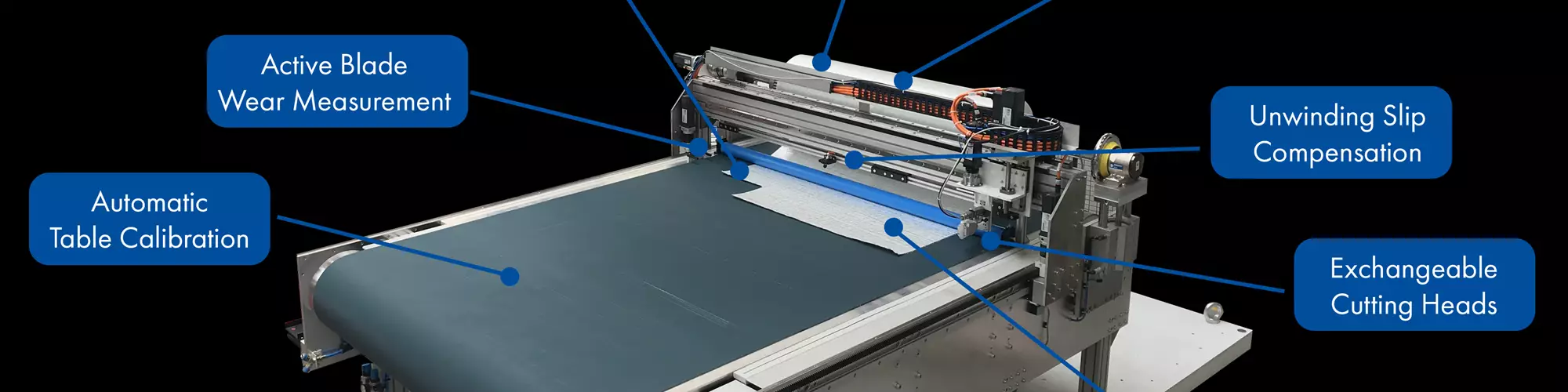
A number of features have been designed into the cutting unit, including continuous material traceability, unwinding slip compensation, interchangeable cutting heads, material flow count, material position sensing, active blade-wear measurement, automatic table calibration, adaptive nesting algorithm and active belt guiding control.
Because it’s intended to operate as an integral part of an automated production line rather than as a solitary unit, S&H’s AutoCut C&S system was designed around just-in-time (JIT) manufacturing principles to work in tandem with an industrial packaging robot. Hence, the machine’s programming algorithms consider features of the end product and not simply the sum of individual pieces to be cut. As such, operators specify final product or stack in terms of layup sequence, type of material used for each ply and exact target position for the whole stack and the relative position of each ply to the others. This leads to prioritization focused more on when a ply is needed and less on the nesting efficiency
The system is said to achieve stacking accuracy of <±1 millimeter/<±0.04 inch.
In practice, once users input all required data on layup, materials and sequence, the system’s programmable logic controller (PLC) assigns the cutting jobs to the AutoCut machine within the production cell. As soon as the first ply required to begin the layup sequence is cut, cutting pauses so the robot can acquire the ply. The robot itself already knows the position and orientation to place the ply on the stacking table. It also automatically generates a custom movement path, taking into consideration obstacles and geometric constraints within the cell and target location in the layup. The system is said to achieve stacking accuracy of <±1 millimeter/<±0.04 inch. Once the robot retrieves the ply and clears the cutter, the system resumes cutting. This enables it to cut a ply every 15 seconds, making it fast enough to feed a press running a two-cavity tool and two-minute molding cycle, as is common with sheet molding compound (SMC). This ensures efficiencies gained during cutting aren’t immediately lost to inefficiencies in unloading and/or stacking.
Areal weight compensation
Because all information generated within the production cell is shared, one feature built into the system that’s helpful with many composite materials, but critical for SMC is areal weight compensation. Each ply is weighed immediately after cutting and that information is used to adjust, if necessary, the size of the following ply to be cut, minimizing differences in the total weight of the final charge prior to loading it into the press.
“The ability to adjust on the fly to differences in areal weight is super important when cutting SMC, whose compounding process naturally introduces areal weight variations of as much as 3-8% within the same batch of material,” explains Lukas Lipowsky, S&H technology center head. “If you manufacture parts using plies cut with a fixed pattern from a material with inherent areal weight variation, then those differences would compound and lead to unacceptable part variation. That’s why SMC charges are typically loaded into the press using a precise weight rather than a fixed pattern cut to assure consistent finished-part properties.” As part of the system’s areal weight compensation, stacking tables can be equipped with an optional scale, permitting each ply to be weighed and analyzed during layup, which provides the PLC system with the necessary input to adjust the cutting pattern to achieve a constant package weight despite SMC’s natural areal-weight variations.

The system is equipped with interchangeable cutting heads — ranging from ultrasonic carbide blades (that vibrate 30,000 times/second, don’t need cleaning and make almost no sound) to non-powered wheel blades and power-driven rotary polygon blades (for dry textiles) — that enable a wide range of materials to be cut. Each cutter features quick connects. Additional features that help locate material, cutters and robots in space are robot and table calibration pins. The unit also features active blade-wear measurements to ensure clean, accurate cuts every time.
To automate SMC cutting and stacking, S&H combined its experience building SMC compounding lines with advanced predictive algorithms and applies it to real-time data gathered from each SMC C&S cell.
Other features include continuous material traceability, constant material positioning sensors — which automatically correct material-edge location on the cutting table to minimize waste — interchangeable cutters with quick connects, active blade-wear monitoring and a flexible gripper system with needle and vacuum modules. These facilitate rapid changes between materials and enable a wide range of materials to be cut, moved and stacked. Each cutting unit is designed to cut a single material, which provides for stable, continuous production and high availability.
Additionally, regardless of how many S&H C&S cells are being operated in a given facility, the central control unit has superordinate control, acting as a central repository for all data generated while directly managing each cutter and nesting for that cutter for high efficiency. (Not only can the control system remotely collect critical production data from all cells, including cycle time, material batch and size and weight of each ply, but it also tracks error messages.) Last but not least, the standard AutoCut system includes a cutting unit, stacking table, robot with grippers and software.
Real-world use
AutoCut’s modular design allows it to be adapted to a variety of manufacturing processes — from compression molded SMC to preforms for wet-compression and resin transfer molding, as well as prepregs — thus saving significant development and engineering costs and improving sustainability of the production cell so it can easily be adapted for future projects.
“Our holistic approach to system software means operators don’t require a specialist’s knowledge to use the equipment,” explains David Bücheler, S&H process engineering director. “Robot paths and positions are automatically generated and nesting algorithms maximize material utilization while ensuring the calculated solution can actually be produced. Even better, during a given amount of time, the automated system delivers 20% more components than manual loading/unloading of the press.” Combined, the 30 AutoCut cells currently in operation are capable of producing up to 7.5 million composite parts per year and are used to produce products ranging from household goods to parts for cars and planes.
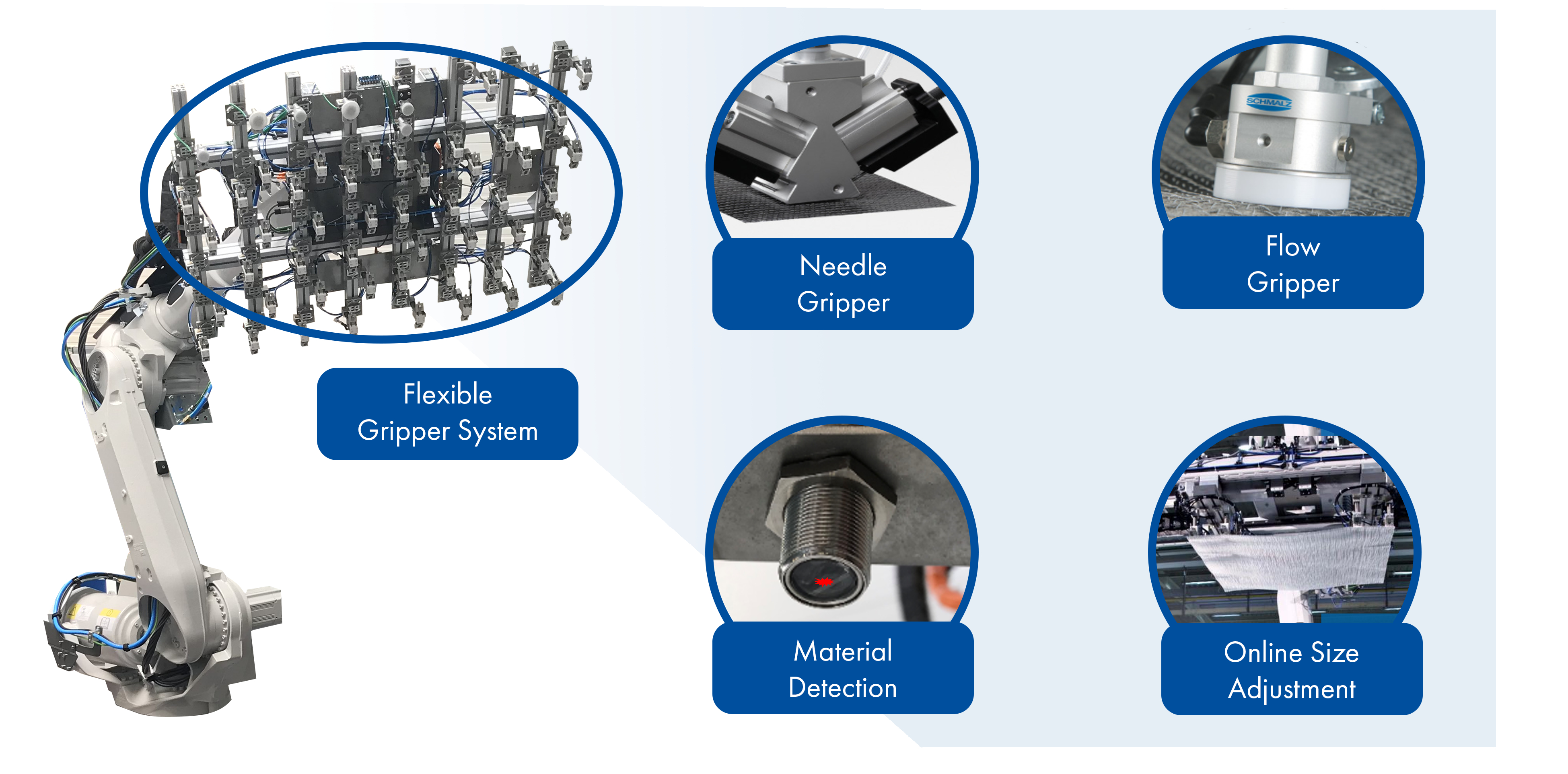
To aid in accurate pick-up, movement and layup of different types of ply materials, the robot is equipped with a flexible system of needle and vacuum grippers and material-detection capabilities. An online size adjustment feature, which permits a single gripper to dynamically adapt to a much wider range of ply sizes and to process an even larger number of plies, is available as an option.
One processor with a sizeable investment in AutoCut systems is Teijin Automotive Technologies (formerly Continental Structural Plastics, Auburn Hills, Mich., U.S.). The company is a Tier 1 supplier of thermoset and thermoplastic composite components to the North American automotive and commercial truck markets. Last year, Teijin Automotive installed 10 AutoCut systems in three of its U.S. facilities: four cells in Carey, Ohio, and three cells each in North Baltimore, Ohio, and Huntington, Ind., with another six cells on order for 2022. The first active programs on the equipment began in March 2021.
“All eight of our AutoCut cells are used to cut and stack SMC from material we compound ourselves,” explains Adam Maes, Teijin Automotive engineering manager – Carey plant. “That SMC is used to mold Class A exterior and interior automotive panels. The largest SMC package the equipment is delivering weighs ≈35 pounds [≈16 kilograms] and the finished part measures ≈3.0 feet by 5.0 feet [≈0.9 meters by 1.5 meters]. At any point in time, there are two to three ply kits in process of delivery into a press.”
When asked why Teijin Automotive made the investment and what benefits have been seen, Maes says, “Manual molding processes can be demanding on our workforce, so providing a safe, ergonomic system to our operations team was a key driver for adding this technology, which is also part of our strategic automation plan moving forward.” He adds, “We’ve seen additional quality benefits in the form of greater consistency in material weight and position delivered into the molds. That, in turn, has improved press output efficiency and lowered scrap. We especially like the intuitive HMI display, the ultrasonic cutting heads, live weight compensation algorithm to account for material variation and edge-detection sensors to position the cut path.”




.jpg;maxWidth=300;quality=90;format=webp)









Related Content

Plant tour: Middle River Aerostructure Systems, Baltimore, Md., U.S.
The historic Martin Aircraft factory is advancing digitized automation for more sustainable production of composite aerostructures.
Read More
Automated filament winding system increases throughput, reduces manual labor for pressurized well tank production
For its new line of composite well water tanks, Amtrol worked with Roth Composite Machinery on an automated process for faster, more easily tracked production.
Read More
Twenco develops sensors for smart molds and process control in resin infusion and composites welding
Non-invasive DEA and NDT Analyzer for multi-parameter monitoring, QA and control, including real time simulation feed and 3D process visualization across and through composite parts.
Read More
Large-format 3D printing enables toolless, rapid production for AUVs
Dive Technologies started by 3D printing prototypes of its composite autonomous underwater vehicles, but AM became the solution for customizable, toolless production.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More