
In search of a better ride
Composites minimize weight on this mountain bike’s unconventional, single-sided front-wheel suspension system.
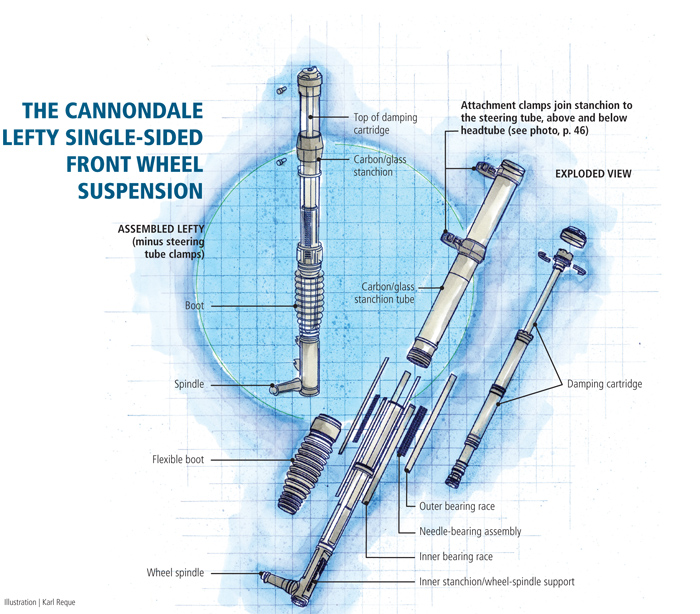
The Cannondale Lefty single-sided front-wheel suspension. Illustration: Karl Reque

Cannondale’s RZ One Twenty mountain and trail bike is one of 23 Cannondale models currently equipped with the single-sided Lefty suspension and spindle, 14 of which feature the carbon/glass composite outer stanchion. Source: Cannondale
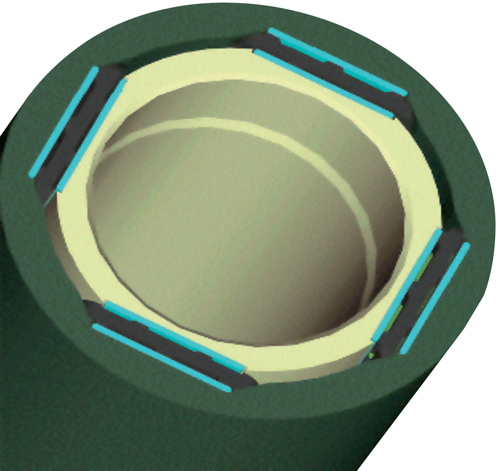
Fig. 1: The inner diameter of the outer stanchion has a roughly octagonal shape (see also the mandrel configuration in the illustration at right). Source: Cannondale
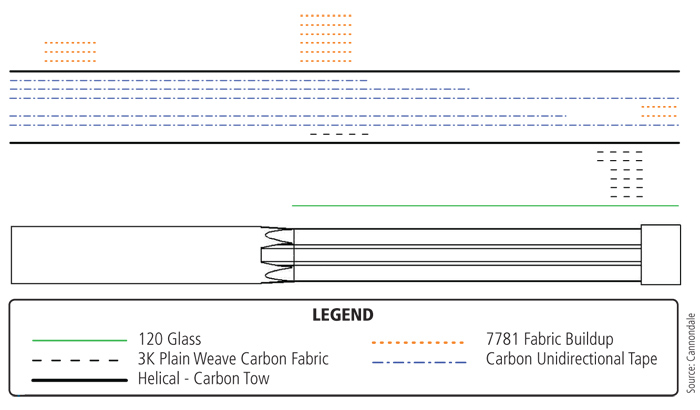
Fig. 2: A diagram (top) of the layup schedule (innermost layer at bottom) applied to the mandrel (center) used to mold the Lefty’s outer stanchion. The filament-wound carbon tow is applied continuously in a 45° helical loop. Ply materials are identified in the legend. Source: Cannondale



Engineering challenge:
Minimize the weight of, and add stiffness to, the aluminum-and-steel Lefty, a single-spindle front-wheel mounting system for mountain bikes that extends the travel of previous HeadShok suspensions, which enhanced steering precision by replacing double-sided fork suspensions with a unitized headtube system.
Design solution:
Replace the Lefty’s outer aluminum stanchion tube with one built up on a mandrel from hand-layed glass- and carbon-fiber fabrics and filament wound carbon towpreg, duplicating the aluminum tube’s interior shape and meeting the tolerances required to house the suspension’s needle-bearing assemblies.



Not all mountain and trail bike riders are familiar with the term torque, the tendency of a force to rotate an object around an axis. But nearly every rider knows what happens on bumpy terrain when the bike’s handlebar is aimed in one direction but its front wheel is headed in another: erratic handling and, in extreme cases, a crash. The phenomenon is caused by the inability of the bike’s front suspension (commonly called the front fork because it splits into two legs that attach to both sides of the front wheel spindle) to faithfully transmit torque from the wheel to the handlebar and vice versa. The problem, says Steve Extance, the suspension fork R&D manager for Cannondale Bicycle Corp. (Bethel, Conn.), is the tendency of the suspension systems in each leg to permit deflection under extreme rotational stress. “Imagine riding a bike in a rut and you want to steer out of this rut,” he suggests in explanation. “A flexible fork will not react to your steering input and will not have the stiffness to allow the tire to climb up and out of the rut.”
Bike engineers have long grappled with fork designs intended to enhance torque control and overall bike handling. Cannondale’s solution to the problem is the Lefty, a unique, one-sided suspension system. Based on an innovative needle-bearing technology housed, at first, in an aluminum outer stanchion but now available with a lighter, stiffer carbon/glass fiber composite stanchion, the Lefty represents a significant step change from conventional bike suspensions, which are designed around bushings.
Suspension gets undivided attention
The origins of the Lefty trace back to the early 1990s when engineers at Cannondale realized that the conventional industry standards for bicycle suspension design imposed irreducible limitations on the extent to which bike handling could be improved. This “eureka” moment came at a time when the sport of biking had undergone radical change. Riders were taking their bikes off road onto increasingly rougher trails and open terrain. Biker’s needs were rapidly changing. Encouraged by the company’s System Integration philosophy, which posits that a bike is only as good as the sum of all of its components, Cannondale engineers decided to throw conventional standards out the window and start from scratch to design a new suspension system with improved handling for these novel riding environments.
The result was the HeadShok suspension. Introduced in 1992, the HeadShok addressed two shortcomings of traditional suspensions. Until then, torque generally had been managed by placing bushings in the suspension fork — the part of the bicycle that connects to the head tube, which, in turn, connects to the bicycle frame just below the handlebars. A conventional fork would have two sets of bushings, one set for each leg, where the legs attach to the suspension fork. The HeadShok replaced the two independent sets of bushings in the suspension fork with four sets of needle bearings housed in a single telescopic suspension that, as the name implies, fit inside the head tube of the bicycle.
Extance notes that the new design eliminated one of the fundamental drawbacks of traditional suspensions. “No matter how hard you try to tie together two bushing-supported legs, there’s still independent movement between the legs,” he explains. “Because the legs can’t individually transmit torque, you still get flex in the steering.” Extance compares the design flaw, in terms of torque, to that of a “round peg in a round hole.” By contrast, Extance likens the HeadShok design to a “square peg in a square hole” — no independent leg movement is possible. All rotational torque forces are transmitted and received in unison, with no wiggle room or flex at the point of torque transmission.
The HeadShok also improved the transmission of torque by replacing bushings with needle bearings. This was the cure for what bike engineers refer to as stiction, the transition between static friction and moving friction. In its most basic form, a bushing is a cylindrically shaped, flat metal band mounted in a groove. The problem is that traditional bushings, which slide on one another, have a large moment of static friction between their surfaces; that is, they require a large nominal force to get them moving and, thereby, permit the suspension system to begin to absorb the shock of a bump. The HeadShok suspension overcomes the bushings’ inherent lack of responsiveness by using, instead, needle rollers that roll between hardened steel races. These needle bearings are arranged in four sets, with 22 bearings in each set. Grouped into two opposing sets of 44, an alignment that balances the distribution of weight and forces, they experience virtually zero friction and, therefore, zero stiction, resulting in a stiffer two-legged fork and more precise handling.
Out of the headtube, into composites
As the HeadShok suspension made its mark in the market, the industry shifted again, this time to increasingly longer suspensions systems because those capable of longer travel could better absorb the shock of larger bumps on uneven terrain. Although conventionally designed two-leg systems could increase suspension travel by simply increasing the length of the suspension fork, the HeadShok suspension was constrained by the length of the headtube. Increasing the headtube length would have caused “fundamental issues in rider fitment geometry,” says Extance. Cannondale opted instead to move the guts of the HeadShok suspension outside the headtube and, thus, the Lefty was born. As shown in the assembled and exploded illustrations, at top right, the long, cylindrical Lefty, with the needle bearings and cartridge-style damper mechanism housed inside an outer tube or stanchion, is essentially an elongated version of the needle-bearing telescope in the original HeadShok. The Lefty is attached to the steering tube above and below the headtube (see photo, at right).
The decision had profound and beneficial consequences. “When you move the needle-bearing technology outside the headtube, you eliminate the need for the traditional double-sided fork blade we had on the HeadShok, so the fork blade turns into a single-leg spindle for mounting the wheel,” reports Extance. The single-sided design also increased stiffness and handling precision by virtue of having an integrated axle rather than the typical “quick release” front wheel. Although bike buyers sometimes see a spindle-mounted wheel as “radically different,” Extance argues that the axle wheel of the Lefty is anything but unconventional. “If you look at a wheel on any car,” he points out, “you can see it’s fundamentally single-sided.”
With the exception of the hardened-steel needle bearings and races, the original Lefty was almost entirely aluminum. However, Cannondale had been using carbon fiber in its frames for some time and began to explore how it could be used elsewhere. Realizing that a carbon composite could reduce the weight of the Lefty’s largest structural part, the outer stanchion, by 30 percent, engineers tested various tube designs and molding processes, eventually settling on a combination of hand-layed glass- and carbon-fabric prepregs; continuous, filament-wound carbon towpreg; and hand-layed uni tape.
Outsourcing the composite outer tube
NAMMO Composites Solutions LLC (Murray, Utah) molds the carbon outer stanchion for Cannondale. NAMMO and Cannondale worked closely to optimize and hybridize the part to meet goals for performance, weight and cost. Fabric prepreg, tow and tape are applied directly to a mandrel shaped to the intricate, nominally octagonal form of the inner diameter of the stanchion tube (see Figs. 1 & 2, at right). The build, from the innermost layer out, is as follows: 120/L501 E-glass prepreg fabric supplied by J.D. Lincoln Inc. (Costa Mesa, Calif.); 3K plain-weave carbon prepreg fabric (uni-ply drop-offs) supplied by Newport Adhesives and Composites (Irvine, Calif.); filament-wound prepreg carbon tow made from Newport’s Grafil 34-700 fiber and WDE epoxy resin system; Newport’s NCT301/34-700 carbon uni tape; another layer of filament-wound tow; and two distinct outer drop-off plies made of J.D. Lincoln’s 7781/L530 carbon fabric prepreg. The outer layer of carbon towpreg is applied continuously via filament winding in a 45° helical loop. The part is autoclave-cured at 25 psi/1.72 bar and 275°F/135°C for two hours.
Extance says the choice of filament winding was dictated by the tolerances required to house the needle-bearing assemblies inside the stanchion. “The needle-bearing assemblies are sandwiched between steel races that are only 0.024 inch [0.61 mm] thick,” he notes. “And to hold those races in place requires channels that are typically difficult and costly to machine into an aluminum or carbon part. Filament winding allows us to build all of these high-tolerance details directly into the mandrel.” The part’s intricate corners and edges create sharp transitions, necessitating lay up of strips of glass and carbon prepreg in certain areas to keep the surfaces made of filament-wound fibers “as round and straight as possible.”
Launched in 2000, the Lefty is now standard on 23 Cannondale models and is supplied to a few custom bike manufacturers as well. Fourteen models feature the lighter, stiffer glass/carbon stanchion.














.jpg;maxWidth=300;quality=90;format=webp)

Related Content

Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Thermoplastic composites welding advances for more sustainable airframes
Multiple demonstrators help various welding technologies approach TRL 6 in the quest for lighter weight, lower cost.
Read More
Novel dry tape for liquid molded composites
MTorres seeks to enable next-gen aircraft and open new markets for composites with low-cost, high-permeability tapes and versatile, high-speed production lines.
Read More
A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read MoreRead Next

New twist in cycling: A truss bikers can trust
An "open tube" alternative to the solid-tube bike frame.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More