
IACMI Winter Meeting: Mapping the road ahead
The Institute for Advanced Composites Manufacturing Innovation (IACMI) held its winter meeting in Denver Feb. 1-2, updating its membership on the public-private institute's efforts to accelerate composites design and manufacturing.





Fabrication of the 9m experimental wind blade at IACMI's Composites Manufacturing Education & Technology (CoMET) facility at the National Renewable Energy Laboratory (NREL) in Golden, CO. The blade uses thermoplastic resins and foam core made with recycled PET.
The Institute for Advanced Composites Manufacuring Innovation (IACMI, Knoxville, TN), or The Composites Institute, held its winter membership meeting in Denver, CO, Feb. 1-2 and provided an update on activities of the public-private US Department of Energy consortium, which is accelerating material and processing technologies to help make composites manufacturing more efficient and less expensive. About 300 people attended the meeting.
First, the day before the meeting, IACMI officially opened its Composites Manufacturing Education & Technology (CoMET) facility at the National Renewable Energy Laboratory (NREL, Golden, CO). There, it unveiled a 9m demonstrator wind turbine blade designed to prove the efficacy of the application of materials that are not commonly used in wind blades.



The blade uses materials from industrial partners Arkema Inc., Johns Manville, TPI Composites Inc., Huntsman Polyurethanes, Strongwell, DowAksa USA, Chomarat North America, Composites One, SikaAxson, Creative Foam and Chem-Trend. Pultruded carbon fiber spar caps for the blade were fabricated at Strongwell in Bristol, VA, and shipped to Colorado for incorporation into the blade shells. The new blade, molded on tooling supplied by TPI Composites, features innovations such as impact-resistant components, continuous fiber-reinforced thermoplastic parts and exterior shell components produced with less than half the normal CO2 emissions commonly emitted in wind blade manufacture.
These innovations can be deployed in the near term in existing blade manufacturing plants,” said Derek Berry, IACMI’s Wind Technology Area Director. “The ability to infuse at room temperature, demold more quickly, and avoid post cure, plus use of low cost carbon fiber spar caps produced via high-speed pultrusion, all contribute to reductions in the levelized cost of energy, the key measure of wind turbine efficiency.” The blade will next undergo physical testing to assess material performance.
At the meeting, the wind theme continued with a presentation by Jacques Nader, who manages global wind blade design R&D at wind turbine manufacturer Siemens. He noted that as onshore blade lengths increase, wind blade manufacturers will face ever-more daunting challenges associated with the fabricaiton of large composite structures, not the least of which are manufacturing speed, quality control and material use efficiency. He noted that a turbine with a rotor diameter of 154m has a swept area as large at 4.5 football fields and is now expected to withstand 100 million cycles over a 25-year life span. Looking forward at future wind blade innovation, Nader says to expect advances in leading edge erosion, testing regimes, transportation, maintenance and manufacturing automation.
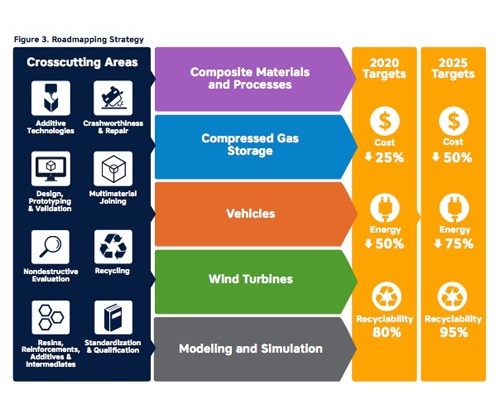
Broad overview of the IACMI roadmap.
Uday Vaidya, chief technology officer at IACMI, presented to the membership the technology roadmap that will provide overall guidance of IACMI's funding efforts through 2020. IACMI's broad goals are, by 2020, to reduce the cost of carbon fiber by 25%, reduce energy consumption in composites manufacturing by 50% and increase composites recyclabilty by 80%. Vaidya listed a series of cross-cutting topics into which funding will fall, and which are aligned with the roadmap. As illustrated above, the crosscutting areas are additive technologies; design, prototyping and validation; nondestructive evaluation; resins, reinforcements, additives and intermediates; crashworthiness and repair, multimaterial joining; recycling; and standardization and qualification. These will feed one of the five primary focus areas of IACMI: Composite materials and processes; compressed gas storage; vehicles; wind turbines; and modeling and simulation. More detailed maps show what will be explored in each of these content areas. The full roadmap is available to IACMI members; the public IACMI technology roadmap can be downloaded here.

Uday Vaidya, CTO of IACMI, presenting the institute's technology roadmap.
Dale Brosius, chief commercialization officer at IACMI, updated the membership on development and build-out of facilities the group is standing up. These facilities will be offered to IACMI members and non-members, to help facilitate and accelerate composites material and process development. The facilities include:
- CoMET in Colorado, for wind blade manufacturing
- The Composites Virtual Factor HUB at Purdue University (Indiana), for design and simulation software
- Oak Ridge National Labs (Tennessee), for pultrusion, induction heating-based molding, recycling, compounding and fiber optic sensor technologies
- Vanderbilt University (Tennessee), for non-destructive evaluation
- University of Kentucky, for fiber spinning and single-filament fiber testing
- University of Dayton Research Institute (UDRI), for resin transfer molding, pultrusion, prepregging, stitched preforming, additive manufacturing and rapid curing technologies
- Corktown (Detroit, MI), for compression molding, injection overmolding, prepreg layup, high-pressure RTM and testing
- Composite Prototyping Center (CPC, Plainview, NY), an IACMI partner facility, devoted to workforce development, in-situ thermoplastic cure and automated fiber placement
- Composite Recycling Technology Center (CRTC, Port Angeles, WA), also an IACMI partner facility, devoted to composites recycling research, development and manufacturing
Of all of these facilities, the centerpiece will be the Corktown facility. When it's fully operational, in late 2017 or early 2018, it will feature a large Schuler compression molding machine, a 3500-ton Milacron injection molding machine and other equipment that likely will be employed to help accelerate the application of composites in automotive parts and structures.
Brosius also talked later in the meeting about how IACMI will measure the progress of its funding programs. Of primary concern is the fact that progress must be measured against something, which requires establishment of baselines. Brosius looked specifically at the embodied energy and cost to manufacture parts and structures for vehicles, pressure vessels and wind blades, as of June 2105, when IACMI was launched. In wind, he said, manufacturing a 61.5m, 12.2-ton blade via VARTM takes, on average, 1,113 man-hours and costs $15.58/kg, with materials accounting for 64% of the total cost.
A composite part for automotive is more variable, depending on part size, type, complexity, tooling, cycle time, etc. Brosius looked at manufacturing data for four parts: a floorpan, two door inner panels (one glass fiber, one carbon fiber) and a hood inner. Unit cost for these range from $25.45-$82.97/kg, and, again, materials account for most of each part's cost.
For pressure vessels, Brosius evaluated Type IV vessels, which consist of carbon fiber overwrapping a polymeric liner. He calculated costs for three tank varieties: a 64.4L natural gas tank for passenger vehicles; a 538L natural gas tank for heavy trucks; and a tank containing 5.6 kg of H2. As with the wind blade and auto parts calculations, materials represented the largest cost factor. Unit cost for each tank type was $35.42/kg (H2), $65.52/kg (64.4L) and $34.08/kg (538L).
Finally, Brosius also calculated the embodied energy intesity for each part studied. They were: 131 MG/kg (wind blade); 1,273 MJ/kg (floorpan); 610 MG/kg (carbon fiber door inner); 94 MJ/kg (glass fiber door inner); 1,409 MJ/kg (hood inner); 777 MJ/kg (pressure vessel).












.jpg;maxWidth=300;quality=90;format=webp)

Related Content

The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
People in composites: April 2023
Concordia Engineered Fibers, Nawa Technologies, IACMI, Joby Aviation and Akarmak America have made new personnel announcements in April 2023.
Read More
IACMI names Chad Duty as CEO
Duty will fully assume his new role as CEO in April 2023, while continuing his position as an engineering professor at the University of Tennessee, Knoxville.
Read More
IACMI receives funding renewal from U.S. DOE to continue composites R&D
Over the next five years, IACMI aims to further composites R&D efforts to support U.S. decarbonization and its pillars: technology, economy and workforce development.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More