


Dutch and French development programs (e.g., STELIA “Arches TP” fuselage) claim faster AFP if consolidation and stringer attachment is via secondary operations.
Source | STELIA

One-step ISC integrated skin/stringer wing and fuselage structures have been demonstrated by FIDAMC and Automated Dynamics.
Source | FIDAMC
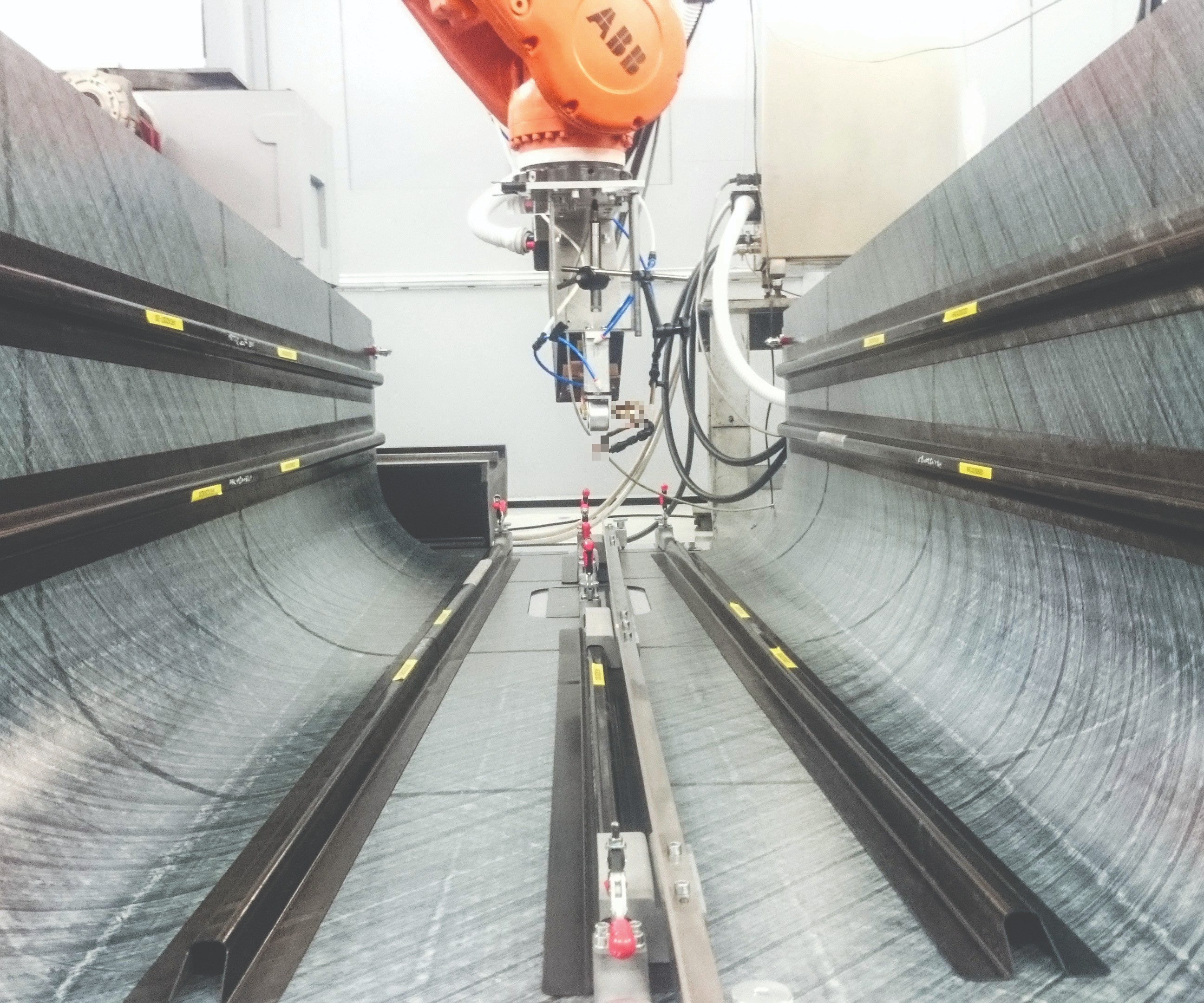
FIG. 1 Controlled laser heating key to in-situ consolidated thermoplastic AFP
As thermoplastic prepreg tape is fed through the AFP head and onto the part, a laser heats it to melt temperature of the matrix, enabling a partial weld (second consolidation step required) or complete weld (in-situ consolidation) to the previously deposited ply. An infrared camera measures the surface temperature of the substrate and incoming tape, providing data used to control laser heating.
Source | Coriolis Composites
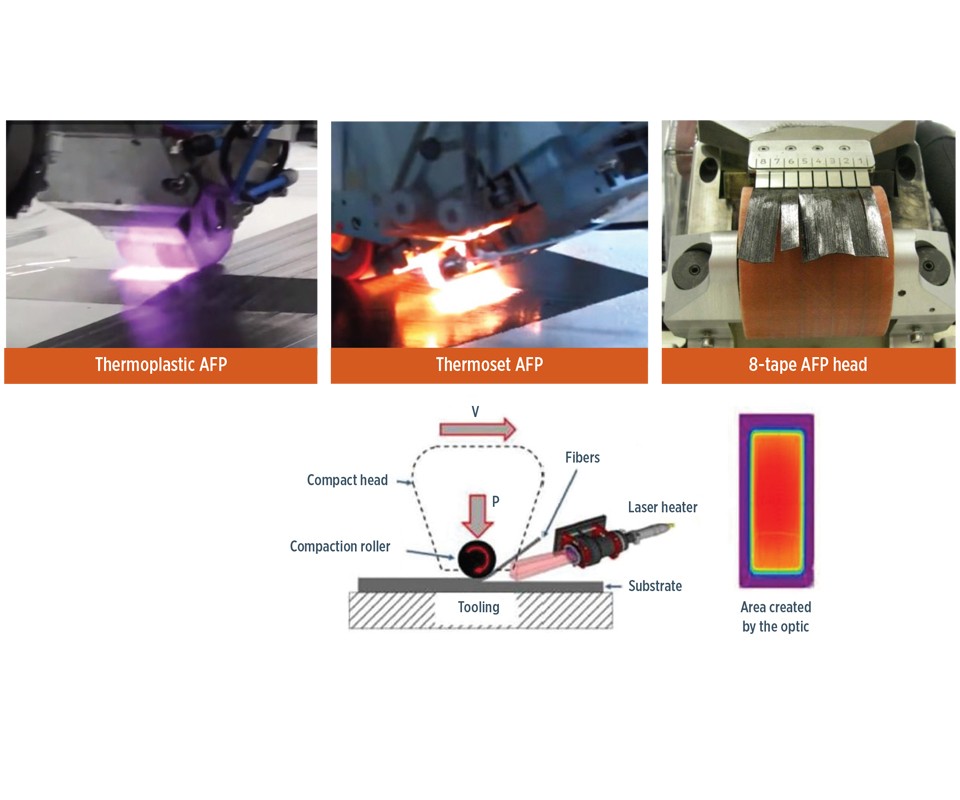
FIG. 2 Thermoplastic AFP laser and optic
Unlike the orange light of infrared heaters used in thermoset AFP, the laser used in thermoplastic AFP gives a purple glow. A laser optic (depicted in the illustration) transforms the laser from a circular to a rectangular cross-section, matching its width to that of the tape/tow being placed at the nip point of the compaction roller.
Source | Coriolis Composites
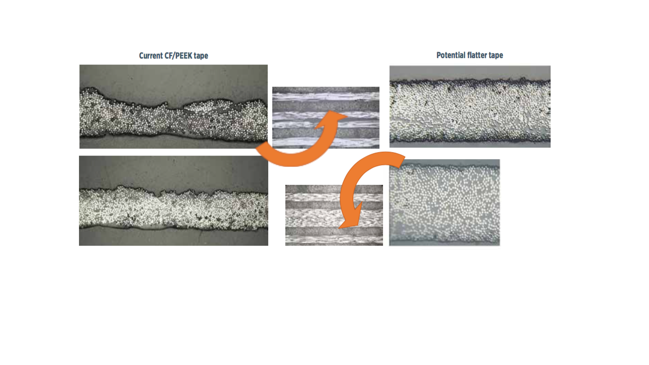
FIG. 3 Flatter tapes with lower void content sought to improve ISC speed
These micrographs from FIDAMC are of a prepreg tape. Voids and irregular thickness make compaction less effective during AFP. Even so, the degree of consolidation for ISC structures can be ≈90% of that achieved with an autoclave or a hot press — high enough for primary aerostructures. But FIDAMC is nevertheless working with suppliers to provide higher-quality, flatter tapes to boost ISC consolidation and speed.
Source | FIDAMC



In Part 1 of this two-part story, CW reviewed the advent and history of thermoplastic composites (TPC) use in structural aircraft components on commercial aircraft. Particular attention was given to in-situ-consolidated (ISC) thermoplastic composites (TPCs), a single-step process in which heat and pressure are applied as (typically) unidirectional thermoplastic tapes are placed using automated fiber placement (AFP) equipment. Structures made in this way are fully consolidated and, thus, can achieve less than 2% void content and sufficient mechanical properties. Therefore, no further heat or pressure is necessary.
ISC cylinders and tanks have been produced since the late 1980s, and ISC parts have been used in the oil and gas industry for decades. Further, prototype ISC aircraft structures have been demonstrated in assemblies as large as a helicopter fuselage. Yet none currently fly on commercial aircraft.



As noted in Part 1, ISC fully consolidates the laminate as it is placed, achieving target void content and mechanical properties as the TPC cools. But critics contend the placement/consolidation process is too slow, negating the benefits of the single-step process in terms of overall production speed. Proponents of more conventional, two-step processes insist that they offer the potential for much faster TPC tape placement rates, and result in a faster and less expensive overall part production process, despite the fact that they require a secondary consolidation step, via an oven, autoclave, heated tool or press. In fact, which is faster isn't so clear, and the ultimate parts production speed of each approach can be influenced by multiple factors.
“We could deliver high-performance parts made using in-situ consolidation today,” says Cyrille Collart, head of Airbus Innovation & Development, Manufacturing Technologies Composites (Nantes, France). But what will actually fly on future airframes? According to Airbus, it will depend on which technology best meets the targets for each application and aircraft program.
Balancing time and temperature
In its most basic form, an AFP deposition head includes a tape feed and cut mechanism, a compaction roller and a heater (Fig. 1). Typically, infrared (IR) heaters are standard for thermoset materials and diode lasers are now the norm for TPCs. As thermoplastic prepreg tape is fed through the AFP head and onto the part, the laser heats it up to and often above the melt temperature of the thermoplastic matrix. This enables either a partial weld to the previously deposited ply, in cases when a second consolidation step will be undertaken, or the complete weld necessary for the single-step ISC application. An IR camera is typically used to measure the surface temperature of the substrate and incoming tape. These data are used in either an open or closed loop system to control the amount of heat supplied by the laser.
“The faster you go, the more power you need, but too much and you will burn the composite,” explains Alexandre Hamlyn, chief technology officer and director for AFP equipment supplier Coriolis Composites (Quéven, France). “So, the IR camera senses the layup temperature and alarms the operator if the temperature moves outside of the specified range.” He notes that Coriolis machines are used on a range of parts and materials. “The AFP machine is ‘trained’ during part development and material qualification,” says Hamlyn. “This is where the heating profile for each part and material is established.” These parameters, saved as recipes, are then selected by the operator. The overall system is controlled by a central computer, providing the advanced degree of control required for primary aircraft structures.
“The longer you heat the tape, the temperature goes through the laminate and builds up stresses in the plies below,” says Mike Smoot, VP sales and marketing at Accudyne Systems (Newark, DE, US). “So, it’s a balance of temperature and time.” He notes this is not as much an issue with thin-walled structures, but more so for thick structures, observing that the latter “will delaminate when machined.”
“This is one of the largest issues with ISC,” agrees Henri de Vries, senior scientist, composites, in the Structures Technology Dept. at the Netherlands Aerospace Centre (NLR, Amsterdam). “Typically, annealing is required to release the main part of thermal stress, though you can also lower it a bit by keeping the part at 100°C during layup.”
The heating element and how it’s used also can be a corrective. “We can use different profiles of laser light to heat more length of the tape during placement, which results in longer contact and heating time for better consolidation and less voids,” explains Fernando Rodriguez, head of Process Development & Laboratories for FIDAMC (Getafe, Spain). The profile, or shape, of the diode laser light used in thermoplastic AFP is modified, using an optical fiber and a laser optic (see Figs. 1 and 2). “This is a very small diameter [1 mm] optical fiber from the diode source to a laser optic, mounted on the head, which transforms the laser source from a circular spot on the laminate to a rectangular output at the nip point, which is matched to the width of the fiber being laid,” says Hamlyn. “Our machines can lay widths from 1/8 inch up to 2 inches [3.2 mm to 50.8 mm]. The optical fiber will stretch the laser output to 2 inches [20.8 mm] in width and 1 inch [25.4 mm] in height,” he adds.
Speed vs. voids, crystallinity and tape thickness
One key characteristic that impacts process efficiency is void content. “The void content of in-situ consolidated TPC parts depends on the AFP rate, part geometry and prepreg quality,” says Robert Langone, president of Automated Dynamics (Niskayuna, NY, US, now part of Trelleborg Group, Trelleborg, Sweden). “Most parts using PEEK have a void content of 4-6%, while most aerospace parts can be as low as 3-4%.” Trelleborg produces a variety of ISC glass, carbon and aramid fiber parts, using PEEK for oil and gas parts, and polyphenylene sulfide (PPS), PEKK and PEEK for aerospace. “The best we can do is 1% or a little bit lower, but not for every geometry or with every type of thermoplastic tape,” he notes.
“For a complex part, we can achieve 96% consolidation (3-4% porosity) and for a flat part, porosity is less than 2%,” says Hamlyn. “With flat panels, you can place the fiber more accurately, which helps to increase consolidation. The key point is how we set and control both the process window and the pressure from the high-compaction roller.”
Accudyne's Smoot notes that his company struggled with poor tape quality during its ISC development in the 1990s (noted in Part 1). “You couldn’t meet porosity or property requirements,” he explains. “Accudyne had to consolidate the tape first and then process it with its in-situ laminator machine. In this way, it was able to get within 3% of autoclave properties and even produced some panels that exceeded this.”
But Hamlyn notes that thermoplastic tape and tow quality has improved significantly, with porosity as low as 1% possible.
Rodriguez at FIDAMC has seen issues, however, especially in recent stiffened fuselage panel demonstrations. “The consolidation of the laminate between the plies is very good due to the action of the roller,” he says, “but there are voids within each ply [intraply] due to porosity in the raw material.” He also notes issues with uniformity in tape thickness, width and resin/fiber distribution. The micrographs in Fig. 3 are of CF/PEEK. “You can see the voids and irregular thickness, which then causes issues in achieving compaction,” observes Rodriguez. “We need more homogeneous thickness," he adds, "both across the width and length of the tape.”
Despite these issues, the degree of consolidation in the single-step process is about 90% of that achieved with an autoclave or hot press. Rodriguez says this is high enough for primary aerostructures, but FIDAMC is working with suppliers — including Barrday (Milbury, MA, US), TenCate (Almelo, The Netherlands), Toho Tenax (Wuppertal, Germany) and Victrex (Cleveleys, Lancashire, UK)— toward the objective of higher quality tapes and a corresponding boost in consolidation, as well as in-situ AFP processing speed.
Another key concern is crystallinity, the ordered molecular structure that forms in semi-crystalline polymers, such as PEEK, PEKK and PPS, as they cool from melt temperature to a solid. In general, slower cooling rates increase crystallinity, which results in higher mechanical properties and chemical resistance in the finished laminate. Langone contends that crystallinity matters more for some applications than others. “You’re looking to meet the chemical resistance and mechanical properties of each application, but also stability over the life of the part. The part shrinks as it crystallizes, so you really want that complete during part production in order to prevent changes in part shape while it’s in service.” The goal, he says, is not only to reduce the risk to the part’s dimensional stability but also the risk for residual stress building within the part.
“In my opinion, you don’t need 40% crystallinity,” says de Vries of the typical ideal percentage. “The properties change a little bit, as does the chemical resistance, if you are, say, 5-6% below the maximum [39-40%]. So, 35-36% is good enough, but below this, properties drop off significantly.”
There is also debate about whether PEEK or PEKK provides easier processing with respect to crystallinity. De Vries sees PEKK, which processes at 375°C vs. 385°C for PEEK, as more amenable for AFP, “because the process window is wider.” But not everyone agrees. There are those who contend that PEEK could be used for wing structures, yet PEKK for the fuselage, due to its lower cost. But this also is debated. Most AFP equipment manufacturers and aerostructures development partners are looking at both.
A third factor is tape thickness. At NLR, de Vries sees in- creased material placement rates possible with thicker materials, which he claims can be processed the same as thinner tapes, with some process window optimization. “We currently use 0.13 mm thickness in standard 0.25-inch wide tapes, which is the certified material from Solvay,” he says. “But we are exploring tapes up to 0.18 mm thick with TenCate in the TAPAS 2 program. We would like to go to 0.25 mm thick in both PEEK and PEKK, but it’s hard to get high-quality.”
One-step process or two?
Although large ISC TPC parts are clearly possible, Arnt Offringa, head of Aerostructures R&T for GKN Aerospace’s (Redditch, UK) Fokker business (Papendrecht and Hoogeveen, The Netherlands), contends, “the challenge for in-situ consolidation is to achieve high lay-down speeds.” ISC has been successful in cylinder, tank and pipe applications in part because the geometry lends itself to one-step processing. “For tubular shapes, high speeds can be attained because tension can be applied to the fibers during the lay-up process,” he explains.
De Vries at NLR adds, “Automated Dynamics achieved this in cylinders early on, because at every 45° and 90° ply, it acts like a hoop, applying hoop stress which prevents deconsolidation and also relieves thermal stress.”
Fokker is the only Tier 1 supplier that has TPC airframe parts flying on production aircraft, but they are made with an autoclave or press. Offringa, de Vries and most of the Dutch and French partners in the development of TPC primary structures are part of the aerostructures contingent that prefers a two-step process for noncylindrical shaped TPC parts.
Why use an autoclave when one of the oft-cited drivers for developing TPC structures is faster cycle times vs. current thermoset materials? “Because it’s still quite difficult to balance speed and quality in AFP,” says de Vries. “The faster you go, the worse your quality is, but the cheaper the part.” Thus, a second autoclave step allows you to achieve fast AFP speeds and still meet the required void content.
“We are developing a suite of processing technologies, both autoclave and out-of-autoclave,” says Offringa. Although the autoclave and hot press apply both heat and pressure, Offringa classes the faster, simpler press option with autoclave alternatives. “Basically, press-forming is an out-of-autoclave process. We are making the next steps in this area toward more complex and larger structures. At the same time, there is a place for autoclave processing, especially for large, strongly curved products with integrated design features. Which process to choose depends on several factors, such as build rate, part size and part complexity.”
Hamlyn emphasizes that two-step TPC’s second step isn’t as onerous, expensive, and time-consuming as its thermoset composites counterpart. Although vacuum bagging is still required, and sufficient time must be allowed under vacuum to reduce porosity to the <2% requirement for primary structures, “the time is not as much as what is spent with thermoset structures,” he says. “Today, you spend 4-8 hours heating a huge tool, then 8 hours for polymerization of the thermoset prepreg and then you cool down. With thermoplastics, you are not polymerizing. You heat for 30 minutes to reach 400°C, hold for additional minutes, not hours, and then cool down.” He notes there is also investigation into heated tools, which could speed cycle time further.
“We don’t do in-situ consolidation,” concludes Hamlyn, “but instead achieve the highest consolidation possible without slowing down [vs. thermoset AFP speeds]. We can achieve 1-3% porosity between plies and then do a short vacuum-bagging cycle.” He contends that the speed required for ISC, by comparison, will be so slow that parts will cost too much.
De Vries agrees, noting there is still a noticeable gap between ISC AFP rates and processes in which consolidation is completed in a second step. “We can lay at 60-100 mm/sec for in-situ-consolidated thermoplastic composites, but if we lay as fast as possible and then post-autoclave, the speed is 600-700 mm/sec.”
In defense of ISC TPC
Automated Dynamics' Langone concedes that two-step consolidation using an autoclave also simplifies certification because it is basically the same process used today for thermoset composite airframes. That said, Langone is firmly in the one-step ISC camp. He says that with laser heating, production speeds for TPC parts can approach those for thermoset parts. “In many cases, you bump up against secondary speed issues like managing crystallinity, inertia of the AFP tool and acceleration and deceleration of the robot system.” He notes that actual part production speeds are not simply based on maximum machine speed. “You also have to deal with the complexity of the part, fiber orientations, ply build-ups and drop-offs and stopping and restarting in order to produce near-net shapes and reduce waste,” he explains. And these issues slow production regardless of whether the material is thermoset or thermoplastic.
Further, Langone contends that the real advantage is found in the extent of the benefits of eliminating the second step: “A second consolidation step hurts the economics of the parts overall,” he says. “We use the standard process of prefabricating stringers, ribs and bulkheads, placing these into a tool/mandrel and then fiber placing on top. The resulting in-situ-consolidated, integrated structure is one of Trelleborg’s key capabilities, because you can produce structures without adhesive or fasteners.” Although welding also eliminates adhesives and fasteners, it is a third step compared to ISC. These extra steps must be factored into the production cost for a true comparison of one- vs. two-step TPC processes.
Rodriguez at FIDAMC concedes that ISC AFP is slower, but believes that a business case can be made in fuselage, if not wing, layup. “Wing structures are very thick,” he notes, “so in-situ consolidation is very slow. But fuselage structures are not as thick. With the speeds we can achieve here and without having additional steps, we believe in-situ consolidation can be competitive.”
Rodriguez also appeals to the differences in tooling cost: “With in-situ consolidation, the tooling is much less complicated.” Like Trelleborg, FIDAMC places fully consolidated stringers and frames into a tool/mandrel and then uses AFP to build the laminate on top, achieving an ISC stiffened skin. “You can control the geometrical shape of all the elements perfectly because you are heating only the last ply of the stringers when you AFP place on top,” he claims. “You don’t need complicated tooling. For example, in the stringer webs you can maintain the geometrical configuration without mandrels and multi-piece tools.” Thus, production is not slowed with installation of tooling inserts during a second consolidation step, and tooling, overall, is less expensive. “It’s clear that we need to have a speed with in-situ consolidation that is lower than the two-step process,” Rodriguez acknowledges, “but the number of tools and cost/complexity of tools is much better with one-step in-situ consolidation.”
Also on the plus side for the one-step camp, CW learned just before presstime about a TPC tape alternative that might improve ISC’s AFP placement speeds. As leader of the Horizon 2020 project NHYTE, Novotech (Naples, Italy) is working with a variety of partners to build a TPC fuselage panel with an ISC skin and induction welded stringers, both made from a preconsolidated hybrid tape. The tape concept has been patented by Leonardo Aircraft (Rome, Italy). Using an industrialized, continuous process, Novotech sandwiches AS4/APC2 tape from Solvay Composite Materials (Alpharetta, GA, US) between two layers of unreinforced amorphous polyetherimide (PEI). The layers are heated to 400°C and pressed simultaneously with cooling controlled to achieve crystallinity in the PEEK. Initial testing shows good consolidation between the PEEK and PEI. This hybrid tape is then spooled and used in a Coriolis AFP machine to lay an ISC skin. Thus, in addition to integrated skin-stiffener structures, ISC can be used for the skin alone, to which stringers can be welded.
Maturity and work to do for future payoff
Although ISC TPC materials and processing still require significant development work, Hamlyn at Coriolis Composites argues the machine technology is very mature. “The main issue now is how to use the machines; that is where there is still much work to do.”
“For large parts, we still have to do a lot of work to get the machine time down for ISC,” says de Vries at NLR. Alternatively, he sees press forming as very mature. “We’ve done press forming work for customers all over the world.” Welding press-formed stiffeners onto ISC skins may indeed offer a well-balanced compromise and faster route to more TPC primary structures flying on future aircraft.
“For 35 years, Automated Dynamics, now Trelleborg, has made ISC parts every day,” says Langone. “From 500,000 parts per year as small as 2 grams, to multiple large parts per year up to 40 ft long and using 2,500 lb of composites.” He says AFP will continue to grow in TPCs, driven mainly by the cost savings of shorter cycle times and elimination of the autoclave and mechanical fasteners.
“Today, the key challenge is not about being better than thermoset composites, but in developing a thermoplastic technology which is competitive with metal in terms of performance and cost,” says Airbus’ Collart. “The mission is to be the lighthouse for composites technologies and components, and thermoplastics are a part of this.”















Related Content

CFRTP upper stage propellant tank
PROCOMP uses in-situ consolidation AFP and ultrasonic welding to demonstrate lightweight, novel tank design.
Read More
Plant tour: National Institute for Aviation Research, Wichita, Kan., U.S.
NIAR, located at Wichita State University in the heart of the American aerospace manufacturing industry, has evolved to become a premier hub of teaching, R&D, creativity and innovation.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Collins Aerospace demonstrates new thermoplastic composites capabilities
Collins Aerospace in Almere has produced a 7-meter raceway for the Clean Sky 2 MFFD lower fuselage using novel CCM and tooling technology while the Riverside facility in the U.S. advances AFP and welding as part of global strategy for more sustainable airframes.
Read MoreRead Next

Thermoplastic composite demonstrators — EU roadmap for future airframes
There is a TPC development roadmap in Europe, supported by Airbus and a variety of aerospace consortia, and involving almost every major aerostructures supplier in Europe.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More