




Curved calligraphy panels, double helix stairs
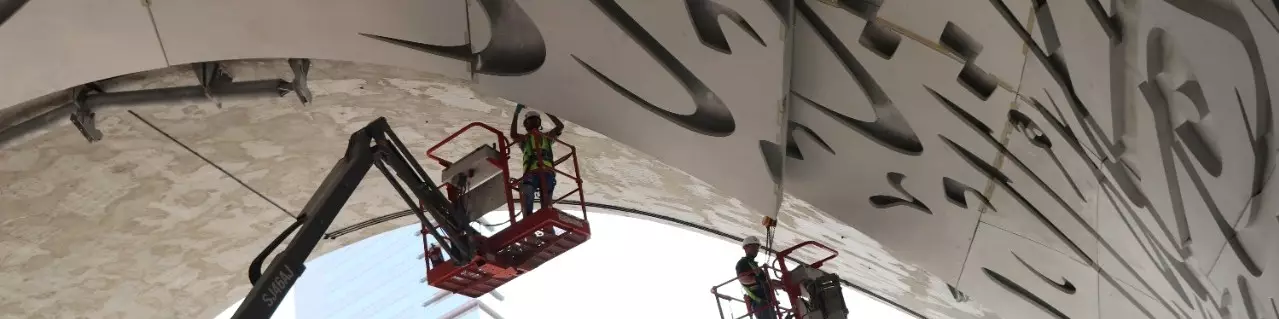
AFI supplied 7,700 square meters of complex-curved, glass fiber/epoxy panels for the wall, ceiling and spiral staircase cladding in the Museum of the Future’s lobby. Photo Credit, all images (including landscape image): Advanced Fiberglass Industries
The Museum of the Future (MOTF, Dubai, United Arab Emirates) is one of the most complex and challenging projects in modern architecture. Opened in February 2022, it is described as “the most beautiful building in the world” by His Highness Sheikh Mohammed bin Rashid Al Maktoum, who conceived the museum as an incubator for innovation and invention.
The museum features seven floors, each dedicated to a different exhibition space, as well as ongoing research and development (R&D) — for example, in sustainability, data science, health and well-being, bioengineering and other technologies that are not yet fully conceptualized.



CW wrote about the museum’s multifunctional exterior in 2020 (see “Building the Museum of the Future”), but its interior lobby is also iconic and enabled by composites. DailyArt Magazine describes entering the spacious and impressive lobby as “an adventure.” This unique experience is made possible by Dubai-based Advanced Fiberglass Industries (AFI), which was tasked with construction of the complete lobby façade, including the calligraphy-embedded ceiling and walls and cladding for its three spiral staircases, one of which extends up to the seventh floor. All told, the museum’s interior consumes a total of 7,700 square meters of composites.
AFI also supplied 238 oval light structures for the parking decks. Like the exterior cladding, the interior panels feature Arabic calligraphy cutouts with inset LED lighting and also integrate sound dampening. They also are certified for fire resistance (FR) per ASTM E-84 class A and EN 13501 regulations — a challenge in itself.
Key elements in overcoming these challenges include the use of Sicomin (Châteauneuf-les-Martigues, France) FR epoxy, Adapa’s (Aalborg, Denmark) reusable, adaptive mold system (see CW’s video of the Adapa system) and AFI’s long history of developing innovative, cost-effective composite solutions for demanding projects.
Innovation in GFRP
Specializing in design and construction of composite components, AFI was established in Dubai in 1997 and has two production facilities of 55,000 and 15,000 square feet. “We can build to any specs and design requirements,” says Majid Akram Chaudhry, general manager of AFI. The company’s facilities feature a climate-controlled cleanroom, curing oven, paint booth, a CNC three-axis router and a KUKA (Augsburg, Germany) CNC seven-axis milling robot. The company primarily manufactures with hand layup and vacuum bagging, but also has developed these techniques for use with the Adapa mold system, discussed below.
AFI’s operations are segmented into three specialties: military, automotive and architecture. Its innovation comes from decades of devising solutions for a range of composite components. For example, it has manufactured more than 1,000 glass fiber-reinforced polymer (GFRP) hoods for Dubai-based NIMR Automotive. “This is a 7-square-meter bonnet, which is bigger than that for a Hummer,” says Chaudhry. “We work with NIMR to design products such as fenders, dashboards and consoles for military vehicles.” AFI has also designed and built body panels, doors, dashboards, fenders and bumpers for concept and small-series production cars, trucks and recreational vehicles.
In architecture, AFI has built the 26-meter-diameter sphere atop the 15-story Ministry of Foreign Affairs building in Ashgabat, Turkmenistan, and 7,000 square meters of panels for the 75-meter-high dome for the Center of Islamic Civilization in Tashkent, Uzbekistan (see “Advanced Fiberglass Industries: Composits enable innovation”). AFI has also constructed curved restaurant interiors and spiral staircases, as well as unique structures such as the crushed granite gel-coated Evolutes sculpture by Karim Rashid, showcased in the Armani suite of the renowned Burj Khalifa hotel in Dubai (see p. 48 Post Cure column in CW’s February 2022 issue).

Redesign with FR epoxy
The original design for the MOTF interiors specified use of an FR vinyl ester resin, explains Chaudhry, “but that was too heavy.” Marc Denjean, export manager for Sicomin, had met AFI during an architecture and construction show in Dubai. “We introduced the idea of using an FR epoxy resin,” he says, “which also offers almost no shrinkage, making construction and installation of these complex panels easier. However, the budget for the project was based on much cheaper resins.” The increased cost was indeed an issue, admits Chaudhry, “but the epoxy also would enable cutting the weight of the panels by half. We also had ideas about how to save costs during manufacturing [see “Adaptive molds” below]. So, we proposed this new epoxy-based design to Killa Design, and they approved the change.” Killa Design is the local architecture studio in Dubai responsible for the MOTF design, including oversight of construction details.
AFI applied two Sicomin epoxy systems, both using intumescent technology as well as FR additives, though not based on aluminum trihydroxide (see “Withstanding fire without the weight”). “The technology that we used allows much higher FR content and performance in order to meet the requirements of the ASTM E-84 and EN13501 regulations demanded by this project,” explains Denjean. “The main fire resistance was achieved by using SGi 128 bio-based FR epoxy gel coat. The second tier of protection was SR 1122 FR hand-laminating resin, which has a low viscosity of 500 millipoise at 25°C — about half that of a conventional FR epoxy hand lamination resin.”
AFI used this system with a laminating machine to wet out 800-gsm glass fiber quadraxial fabric from Metyx Composites (Istanbul, Turkey) that was then applied to the Adapa molding system using a small team of laminators. For Sicomin, one challenge was to modify the epoxy hardener formulation to be slow-reacting for making such large panels.
“The laminators needed sufficient pot life before gelling, but then sometimes, the laminators needed to go faster for smaller panels,” notes Denjean. “So, we had to make a fast and a slow hardener for the laminating resin and then also be able to mix these for an intermediate gel time, in order to accommodate AFI’s production needs. We customized this for them, and it took some months to set up, because we had to test these different systems, qualify them and fire-test them. After this was completed, however, production ran very quickly.” The project used roughly 130 metric tonnes of resin, which Sicomin delivered in six months.

ASTM E-84 fire testing. Photo Credit: Sicomin and AFI
“It’s a minimum 7-millimeter-thick laminate all over the lobby because that was the criteria for the Class A fire rating certification,” explains Chaudhry.
Denjean notes that fire resistance testing is always a big challenge because requirements such as ASTM E-84 and EN13501 are so difficult to meet. “At Sicomin, we make our own test panels for the materials testing in fire test labs,” he says. “But our customers must build test parts just as they would for the project and also in the factory where the actual parts will be produced. They then must get passing results on three consecutive tests.” Sicomin and Metyx provided assistance to AFI throughout fire testing. The panels that AFI prepared were tested at Thomas Bell-Wright Construction Testing Laboratory in Dubai and passed all FR requirements.
Affordability via adaptive molds
Because the cost of the panels using epoxy was so much greater than the original budget, the team at AFI understood they needed a very efficient method to fabricate the 228 interior wall panels. Each panel was unique due to the complex curved surfaces of the lobby’s walls and ceiling. “We had seen the Adapa mold system being used to produce glass fiber-reinforced concrete [GRC] panels for the Kuwait International Airport project,” says Chaudhry. “We got in touch with the founder of Adapa, Christian Raun, and he came to Dubai to discuss our idea to use his system for molding the GFRP panels for the museum lobby.”
Adapa’s adaptive mold system is based on multipoint forming, a technology that basically works like the plastic toy that forms the shape of your hand when you press into its myriad pins. Instead of plastic pins, Adapa uses a bed of actuated metal cylinders, each topped with a powerful magnet and controlled digitally using sophisticated 3D software. For composites, molding takes place on a surface membrane that integrates a ferromagnetic layer as well as a silicone membrane. This provides a smooth interpolation between the cylinder points, and a vacuum-tight surface for molding at temperatures up to 200°C. The Adapa software uses the part’s CAD file to create the production files for how the pins should be actuated to produce the mold surface of the part. Once these production files are transferred to the mold system, the operator pushes a button and the actuated pins are raised and lowered to form the 3D curved surface in roughly three minutes. Thus, reconfiguring the mold between panels is fast and relatively easy. Once a panel is cured, the mold can be flattened to help demold the panel (see early AFI trials in video below).
For AFI, this was revolutionary. Instead of building 228 separate molds — which would have required CNC machining a foam plug and then laminating the mold from that plug for each panel — AFI would use three D300 3.6- x 3.6-meter reconfigurable Adapa molds. This approach not only enabled massive cost savings, but also eliminated the need for large amounts of space for mold storage and panel production. AFI was able to mold all of the panels in a production room of less than 100 square meters. AFI was also the first company to use the Adapa system for molding GFRP panels in the Middle East. (Learn More: See Adapa’s photo gallery for this project.)
“We did make some customizations,” says Sooraj Pullur, AFI’s head of engineering. “This included extra [actuator] rods so that we could avoid some minor waves that were occurring with our GFRP panels versus how it was designed for GRC — basically smoothing out the gaps between actuators. And we added more magnets under the molding surface to solve some issues that we had with the silicone membrane rising during vacuum molding.”
Additional actuators for higher resolution and stronger magnets for vacuum forming/molding are now standard within Adapa’s product family for composites. “The team also had to devise a release agent system that worked with both the epoxy resin and the silicone membrane molding surface,” adds Denjean, “but the Adapa system was robust and easy to use.” It also allowed AFI to use epoxy resin and still meet the project’s budget.

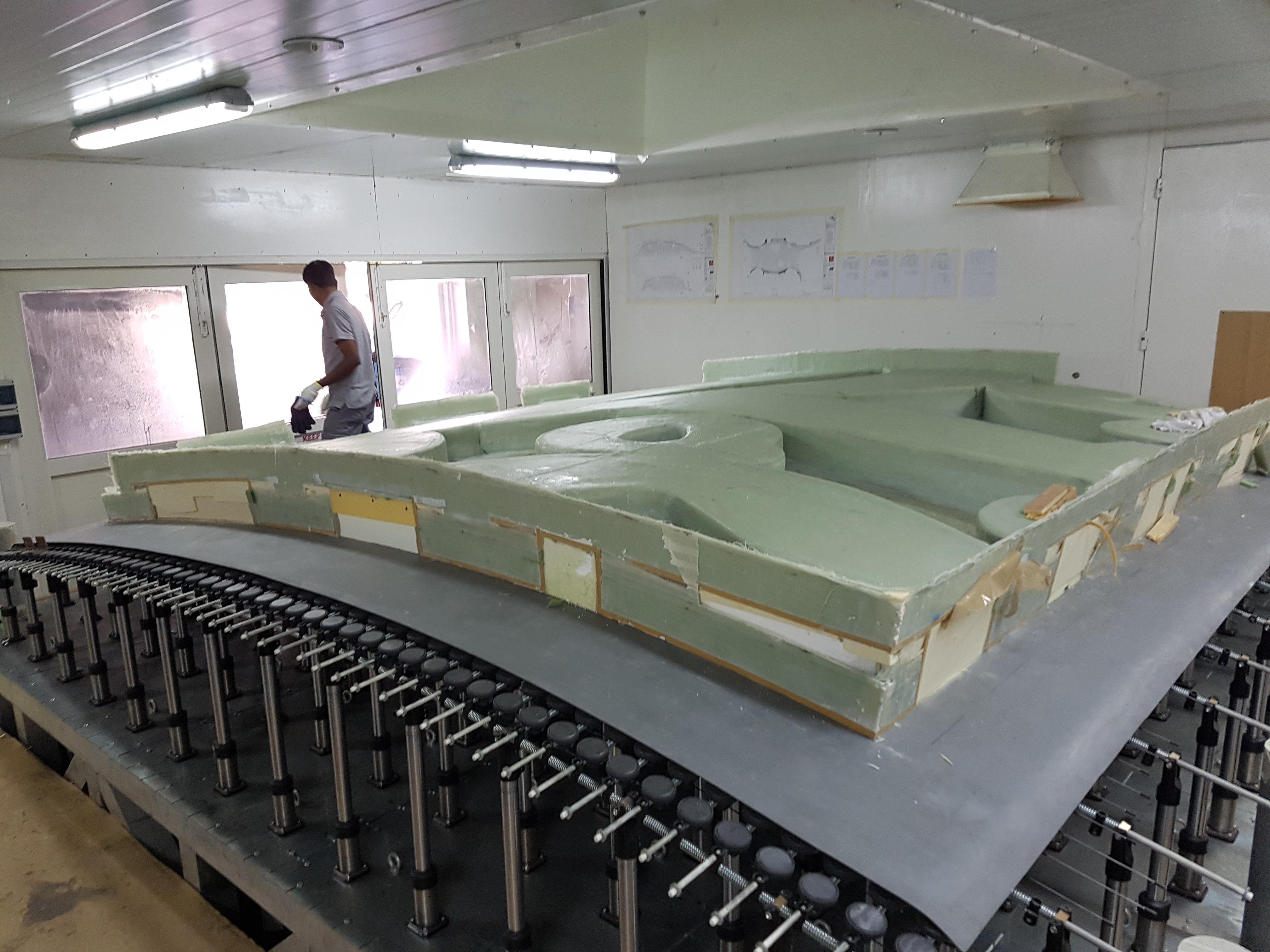
Step 1. CNC-cut foam placeholders were laid onto the curved Adapa mold to produce the panel’s A surface that visitors see.
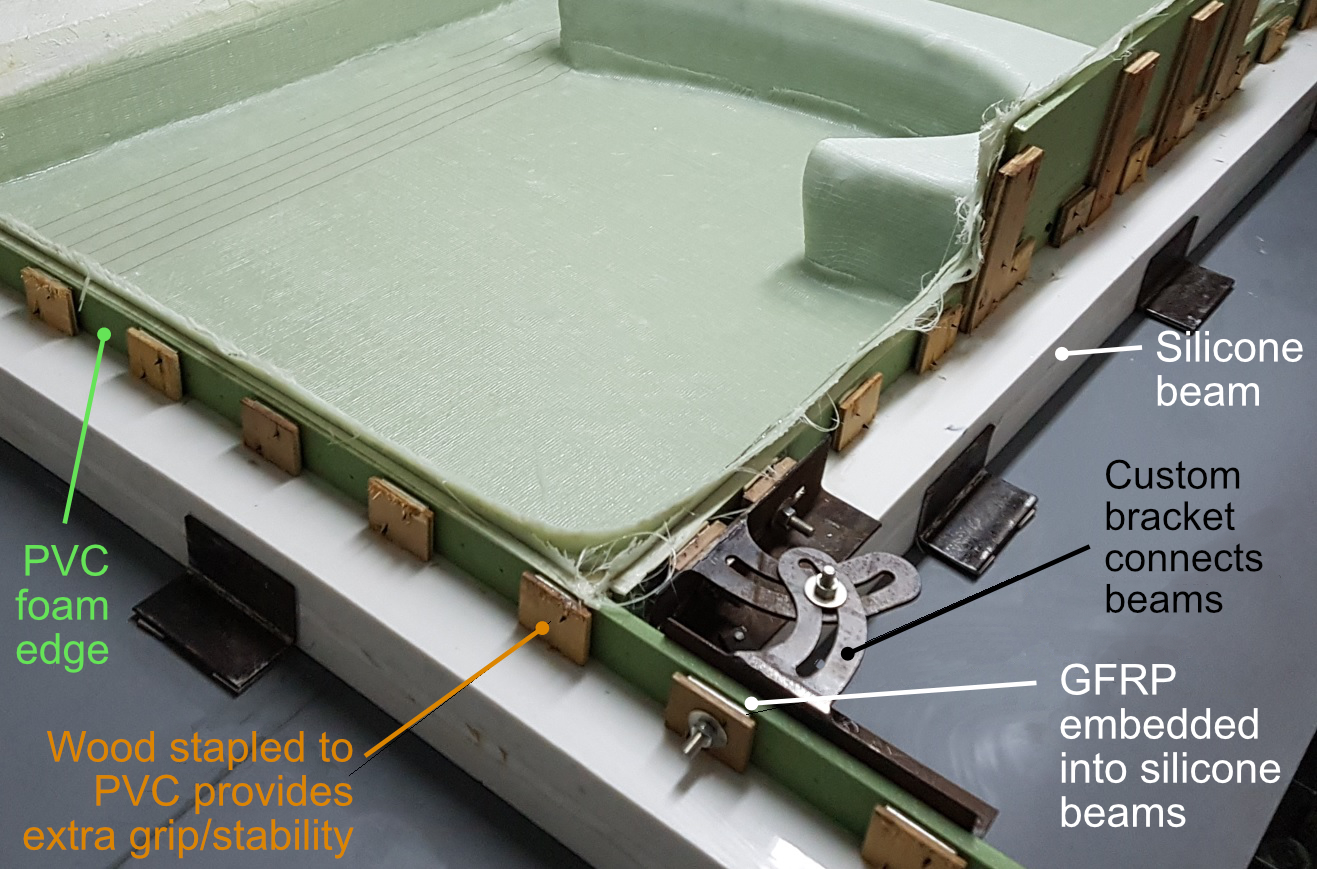
Step 2. Close-up of the system used to mold flanges on all four panel edges.
“We also worked with Adapa to develop silicone barriers for making the flanges on all four edges of each panel,” explains Pullur. These flanges were used to attach the panels to each other and were key to maintaining joint accuracy during installation. The silicone barriers — which appear as white beams in Step 1 — were held in place by eight to nine metallic L-brackets via the magnets under the molding surface. For thicker panels (in Zones 3 and 4, explained below), explains Pullur, “we used a 10-millimeter-thick PVC foam core [green color] as an extension because the silicone barrier height was insufficient to create the flanges needed. Due to this PVC core’s taller height, we inserted some rectangular pieces of GFRP into the silicone barriers to serve as a guide.” The latter can be seen in Step 2, behind thin pieces of wood stapled to the PVC core to provide extra grip/stability for this connection.
Challenging calligraphy
The calligraphy on the MOTF’s interior lobby is an integral part of its design, declaring His Highness Sheikh Mohammed’s vision and posing a challenge to all people everywhere: “We might not live for hundreds of years, but the products of our creativity can leave a legacy long after we are gone. The future belongs to those who can imagine it, design it and execute it. The future does not wait. The future can be designed and built today.”
For AFI, these words posed a key challenge during design and construction of the interior’s composite panels. “These Arabic letters had to be very precise, including the dots [called diacritical marks] and nothing could be changed,” explains Chaudhry, “with a maximum tolerance of 1 to 2 millimeters.”
The depth of the letters also changed with the height of the lobby, to remain legible to visitors, even as the walls and ceiling extend further away. AFI divided this height and letter depth into four zones. Zone 1 is up to 3.5 meters high, where the depth of the calligraphy letters is only 10 millimeters. That depth increases to 40 millimeters in Zone 2, to 150 millimeters in Zone 3 and to 250 millimeters in Zone 4. “From Zone 3 onwards, LED lights would be installed into the curves of the letters,” notes Pullur. “So, there had to be a cavity to install these, and we also had to incorporate acoustic insulation to prevent echoing in the lobby, but without affecting the smooth, curved design.”
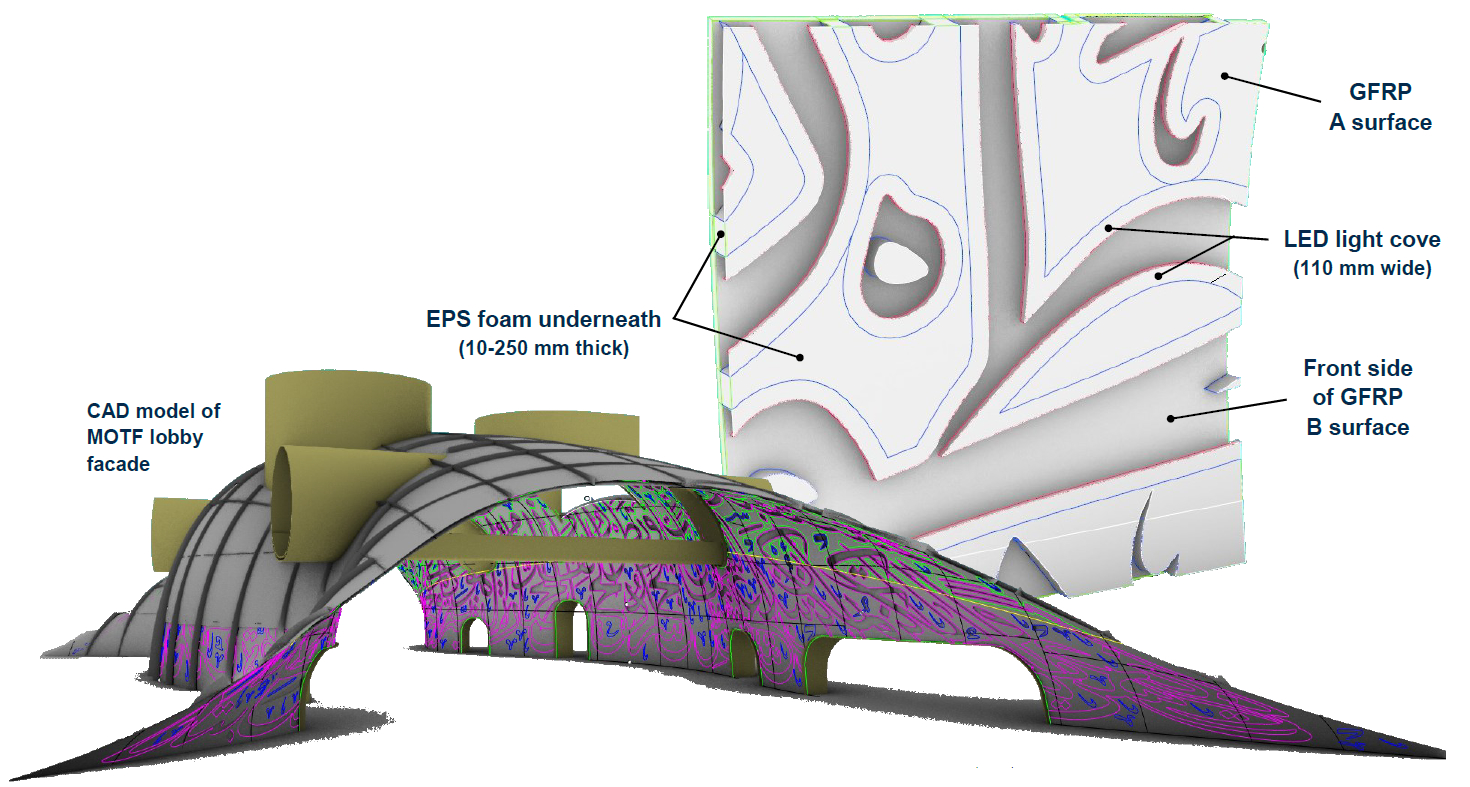
Fig. 1. Two surfaces, 228 unique panels
The panel thickness varies with height in the lobby, from 10 millimeters in Zone 1 to 250 millimeters in Zone 4. AFI created this thickness using an A surface laminated onto the Adapa mold. This was followed with expanded polystyrene (EPS) foam supports that were CNC-cut to the thickness required as well as the shape, but undersized to provide a 110-millimeter-wide “cove” for LED lights. The B surface was then laminated, providing the panel rear surface for attaching to the building’s structure.
AFI’s concept was to use two surfaces. The A surface would face out toward the building’s visitors and form the curvature of the lobby, while the B surface would attach to the building’s internal structure. The A surface was formed by a gel-coated GRFP skin laid onto the silicone surface of a curved Adapa mold, but was omitted in certain areas to form a kind of negative space to represent the “cutout” calligraphy letters. In these areas, CNC-cut pieces of expanded polystyrene (EPS) foam were used as placeholders and later removed.

Step 3. CNC-cut EPS foam supports were bonded onto the cured A surface laminate and coated with a light GFRP laminate.
Step 4. The final B surface laminate was applied on day three and room-temp cured, followed by a final heated post-cure.
After the A surface was laminated, a second set of CNC-cut EPS foam was bonded to it, providing the structure between the calligraphy cutouts and the required panel thickness for each zone. The B surface was then laminated across these EPS foam supports, which were undersized from the A surface laminate to create a 110-millimeter-wide “cove” in which to install the LED lights. After the panels were demolded, acoustic insulation was then installed (by a different contractor) in the recesses created for the calligraphy letters.
Pullur describes the manufacturing steps: “We used our CNC machines to cut the foam placeholders and panel supports as per the CAD model. On the first day, we used Adapa’s software to shape the mold surface, laid the foam placeholders and applied the FR gel coat. The lamination was then made in three stages. On the first day, we laminated the A surface. On the second day, we bonded the CNC-cut foam supports onto the A surface layer and then applied a light laminate on top. On the last day, we applied the B surface laminate.” The epoxy resin was room-temperature cured overnight after each lamination, and then heaters were used to apply a final post-cure. AFI’s humidity- and temperature-controlled laminating room was well-organized for this panel production, which was completed in 12 months.
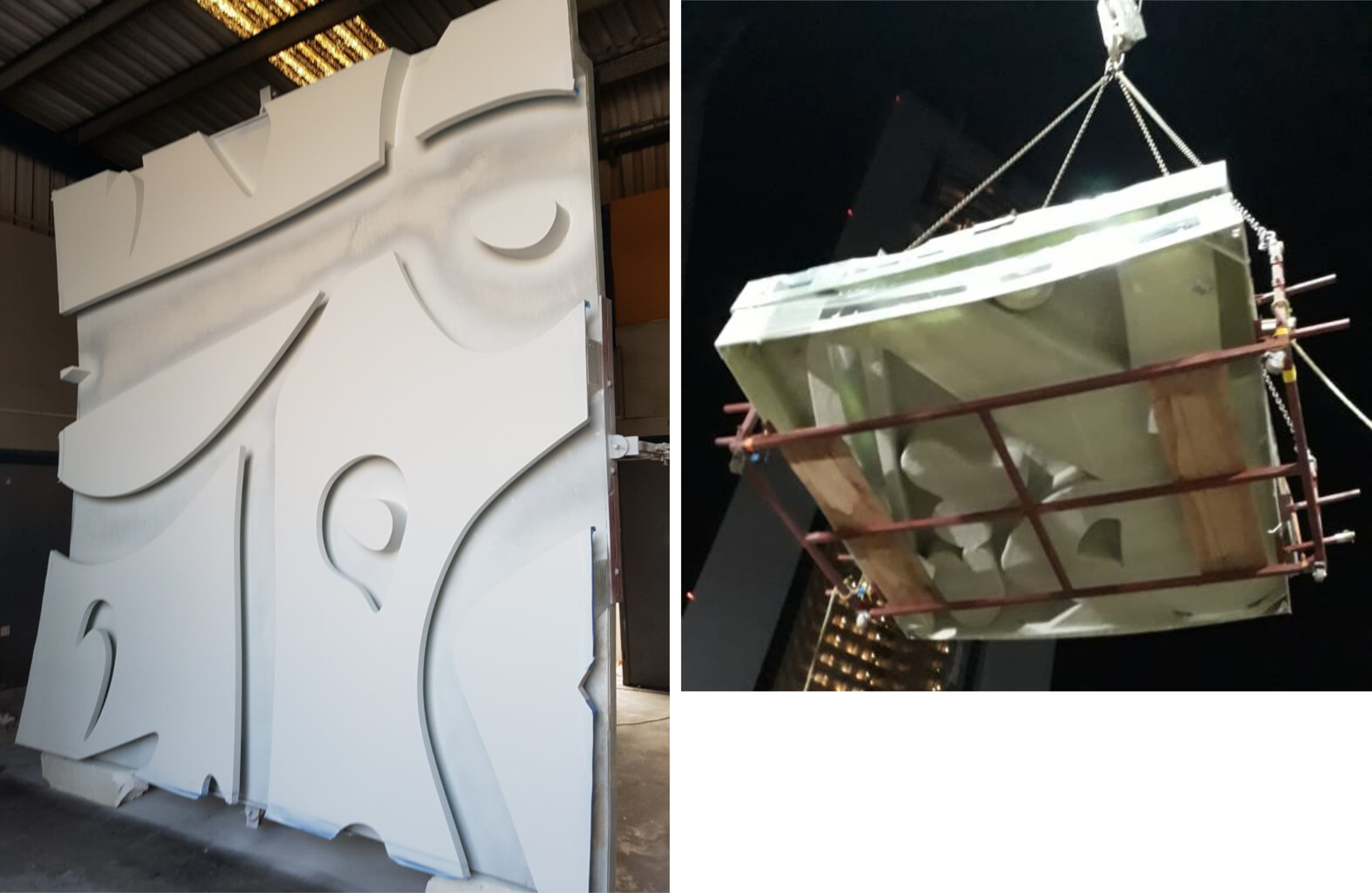
Step 5. Completed panels — with finished A surface (left) and B surface (right) — were demolded and shipped to the MOTF site for installation.
“There was some trial and error to find the right methodology for the least time and cost,” says Chaudhry. “It was basically one month of R&D with a lot of brainstorming. But it allowed us to meet the design and budget requirements and win the job after competing with several other competitors from around the world.” All of the panels were manufactured at AFI’s production facility and then transported to the MOTF site for installation.

Step 6. Finished panels were bolted to each other and to the steel brackets attached to the building structure.

Step 7. Panel joints (clearly visible here) were filled with FR epoxy adhesive, overlaminated and ground smooth before the final coat of paint was applied and LED lights were installed.
“Installation was also a challenge,” says AFI installation manager, Patrik Gajdosik. “We wanted each and every joint between panels to be seamless, so we came up with an idea to form a small V section so there would be no hairline joints visible. First, we installed steel brackets to the building’s wall and ceiling structure, and then attached the panels to each other and to the bracket system. Next, we filled the V gaps using fire-retardant epoxy adhesive and overlaminated them, followed by grinding the panel surface smooth and final painting. The lobby panels had to have a white matte finish and a tolerance of only a few millimeters over a 2,800-square-meter surface.” AFI achieved this — a 3D scan of the completed interior lobby showed the surface maintained a tolerance of ±2 millimeters. “When you go into the lobby now,” notes Gajdosik, “it looks like one continuous structure.”
Spiral staircase cladding
Thanks to its performance on the lobby’s interior cladding, AFI was also awarded the job of cladding three spiral staircases in the lobby. One spanned the full seven levels of the building. The other two were intertwined in a DNA-like shape, one terminating at the second floor and the other reaching to the third floor. All three staircases use a load-carrying spine made from steel (white structure in Step 7) while the stair treads and risers were finished with traditional flooring materials. Composites provide cladding for the steel structure and form the inner banister for the double helix staircases, as well as a seat for the glass panel outer banister for all three stairways.
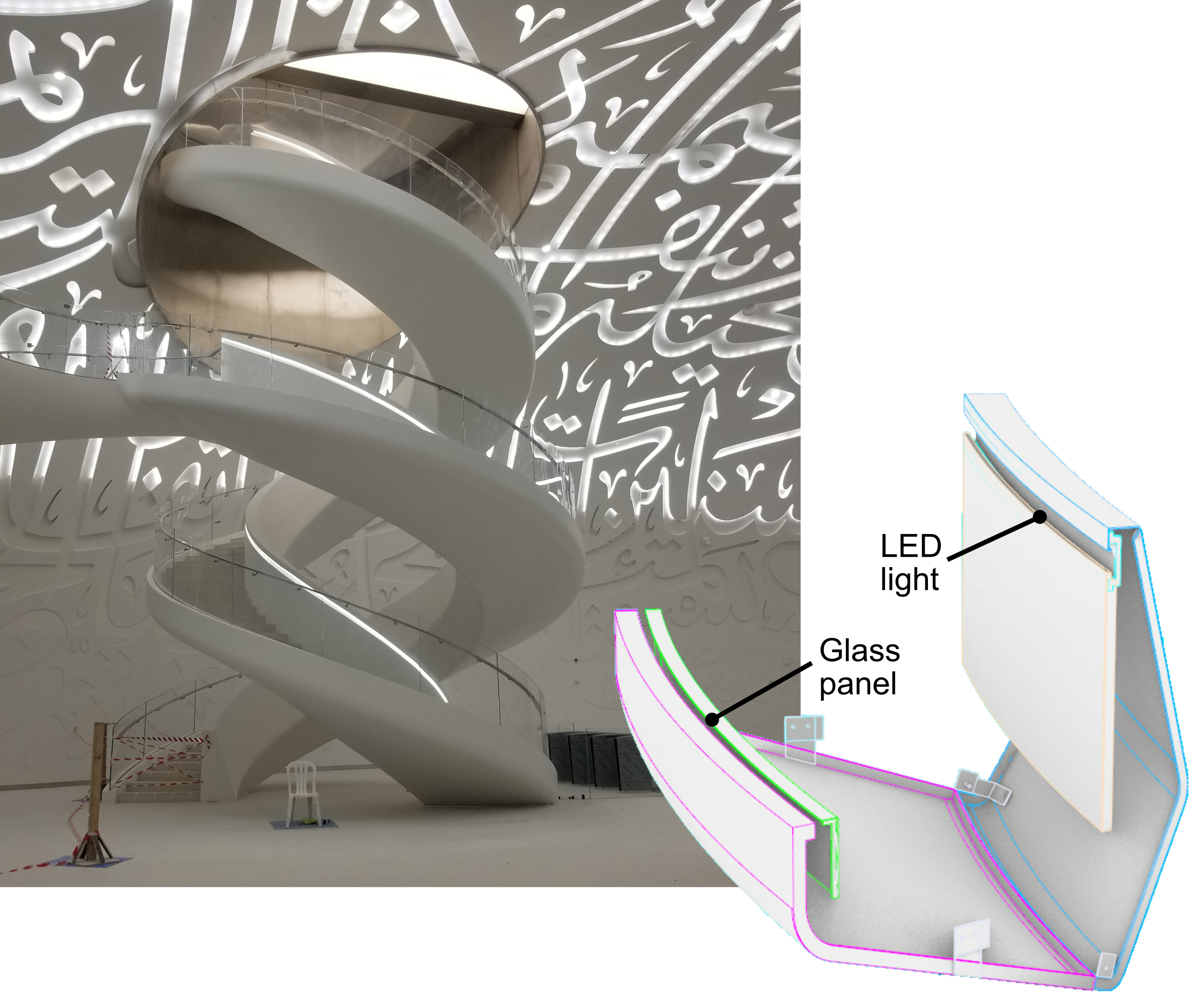
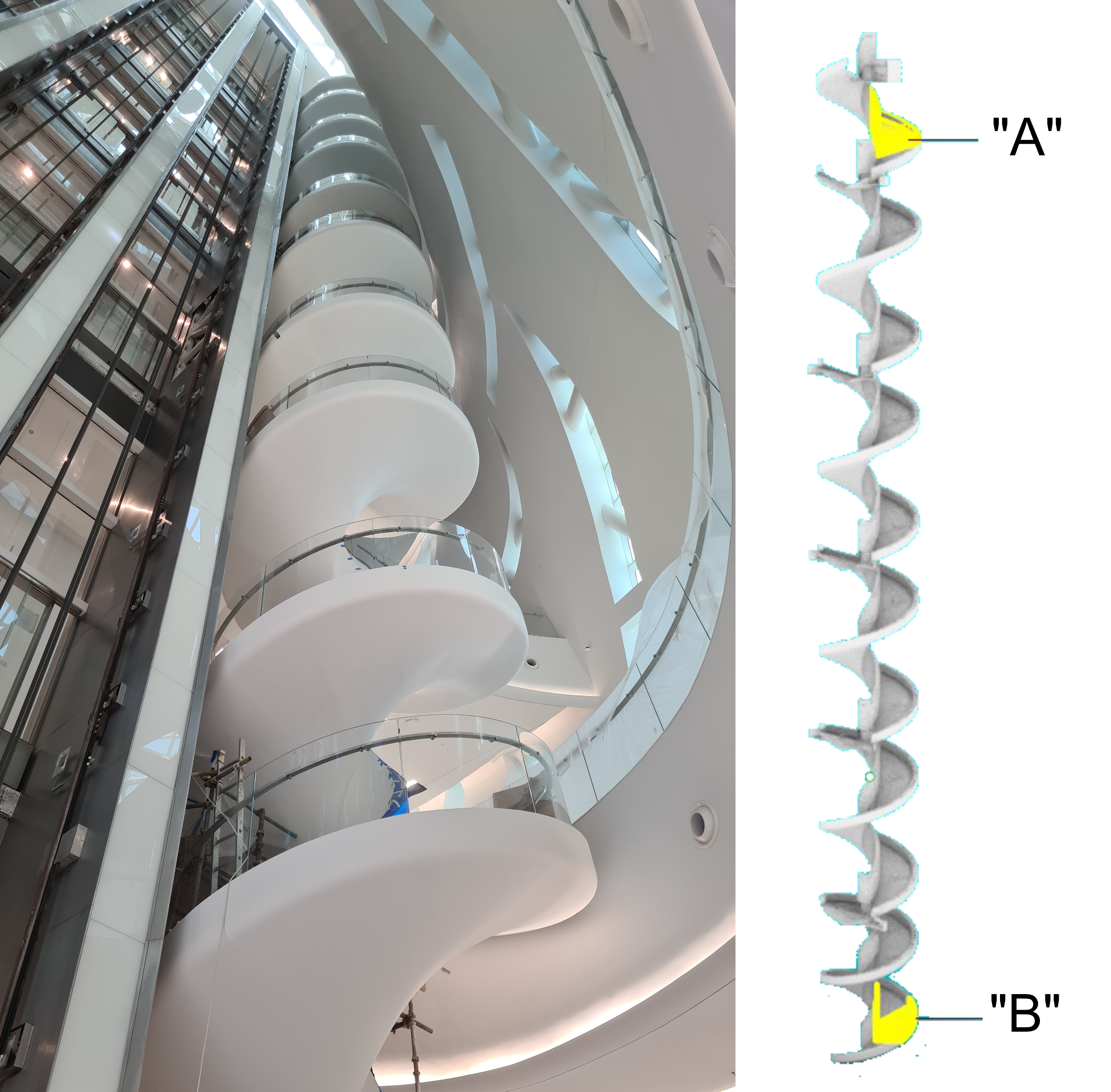
Fig. 2. Multiple parts per mold set
AFI minimized the molds required to clad the twin “DNA” stairs and the 7-story staircase beside the lobby’s elevators. For the DNA stairs (top), AFI used two sets of molds, each producing five parts that provide cladding for the steel spine and form the LED-lit inner banister as well as a seat for the glass panel outer banister. For the 7-story stairs (bottom), AFI used one set of molds each for the “A” and “B” curvatures to create 300 panels total.
Although this cladding was similar to that for the walls and ceiling — comprising multiple panels and made with the same materials — it was not made using the Adapa system.
“These panels were made with traditional molds,” says Chaudhry. “We CNC milled plugs using our seven-axis KUKA robotic system and then laminated the molds. We then molded the panels and joined them on site at the museum. We used two sets of molds in the two DNA spirals because each had a different pitch and radius. Each set of molds produced five panels [Fig. 2]. We used 10 molds in total and made 56 cladding panels. We altered the length as necessary to cover the steel and fit the path.”
For the seven-story stairs, AFI again used two sets of molds to achieve the A and B curvature (Fig. 2). The parts from each mold set complete the repeated spiral and totaled 300 panels.
AFI ensured all the cladding panels would indeed cover the steel structure by using a scanned 3D model of the steel spines. “We then modeled all of the panels,” says Pullur. “The steel forms the curvature of the stairs, and we redesigned the staircase model to enable the same curvature, so that we would not have to make more molds.”
Chaudhry adds that this approach worked well, allowing AFI to again save money. “We did not want to make a separate mold for each panel because that would have added too much cost. We were able to design the panels to repeat, with that slight modification on the model, so that we kept the molds to a minimum.”
Greatest challenge, future growth
The schedule for AFI’s work on the MOTF lobby was initially planned for 18 months, says Chaudhry, “but it was extended due to COVID and ended up at almost three years.” Although the whole project was challenging, there were definitely aspects that stood out for AFI. “The calligraphy itself was something that many people said wouldn’t be done out of GFRP but would instead be some other material,” he notes. “That indeed was a challenge, and especially to achieve it with cost efficiency. But it has all passed Killa Design’s inspection and satisfied all finish and quality requirements. The final result is a testament to what composites can do. However, I would say it wouldn’t have been possible without the Adapa molding system, because if it had to be done traditionally, the cost would have been more than doubled.”
“To me, it was a great project because of how AFI managed it,” says Denjean. He notes this was the first project for Sicomin’s low-viscosity FR laminating resin, “but now we have sold it into other projects in Dubai and Saudi Arabia, including a 200,000-square-meter project in Mecca. “We see continued growth for composites in architecture in this region,” he adds.
Chaudhry agrees. “We never say no to a challenge,” he says. “We turn problems into feasible solutions.”






.jpg;maxWidth=300;quality=90;format=webp)







Related Content

Mold 3D printing helps automate composite bathtub, shower production
As part of its efforts to automate as much of its production process as it can, Lyons Industries acquired a Massivit 10000 additive manufacturing system to quickly produce high-performance molds and support fixtures.
Read More
JEC World 2022, Part 3: Emphasizing emerging markets, thermoplastics and carbon fiber
CW editor-in-chief Jeff Sloan identifies companies exhibiting at JEC World 2022 that are advancing both materials and technologies for the growing AAM, hydrogen, automotive and sustainability markets.
Read More
Why does my composite mold leak under vacuum or applied pressure?
Louis Dorworth of Abaris Training Resources outlines key considerations to make when fabricating quality composite molds to minimize risk of leakage under pressure or vacuum.
Read More
Proper application of semi-permanent mold release systems
Performing regular maintenance of the layup tool for successful sealing and release is required to reduce the risk of part adherence.
Read MoreRead Next

Withstanding fire without the weight
New composites meet stringent fire requirements while lightweighting ships, rail cars and battery boxes for electric cars and planes.
Read More
Building the Museum of the Future
FR composite panels provide structure, sealing and iconic facade for pioneering architecture in Dubai.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More