





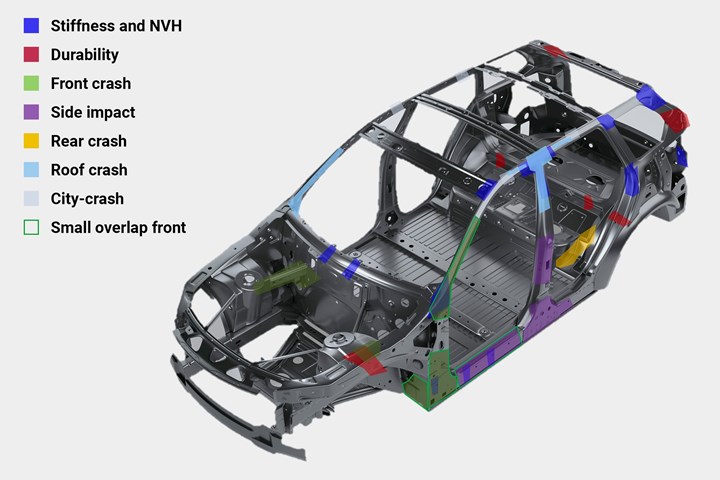
Combining metallic body elements, thermoplastic composite carriers and expandable adhesives, CBS reinforcement technology can selectively stiffen hollow spaces and nodes/joints of the BIW, improving passenger comfort and safety at lower mass and neutral or lower cost versus all-metal solutions. It also improves NVH and durability, yet requires no changes to the vehicle-build sequence. All photo credit: L&L Products Inc.
Although composites have made some inroads in automotive body-in-white (BIW) structures, materials use in this area of the vehicle have long been dominated by steel and, more recently, aluminum. Because of this, automakers rely heavily on welding and mechanical fasteners like bolts and screws to join metallic structures. Although generally robust, welded joints and fasteners can fail. They also do little to improve stiffness (without unduly increasing mass) or to mitigate noise/vibration/harshness (NVH) or crash energy passing through a vehicle. One way to meet these challenges is to reinforce BIW joints and cavities with composites coupled with structural adhesives.
An example of such a solution is a class of materials/technologies called composite body solutions (CBS). These include 3D structural inserts for reinforcing primary vehicle structures that combine elements of the BIW or other vehicle substructures, thermoplastic carriers (with continuous or discontinuous fiber reinforcement) and heat-activated, foaming structural adhesives. CBS elements are installed in the body shop portion early in vehicle build, before application of electrophoretic rust-prevention coating (E-coat).



CBS components are typically produced in a 2K/injection overmolding process where the carrier — incorporating welding tabs or snap-fits to temporarily join the CBS to metallic BIW components — is selectively overmolded with expandable adhesive and possibly an additional sealant (in a 3K process) for added functionality. The dry-to-the-touch uncured adhesive (based on custom epoxy chemistry) can be molded into complex shapes, yet permits E-coat coverage of metallic elements by maintaining a gap between composite and metal surfaces prior to heat-induced expansion during post-E-coat oven cure. As the foam expands, gaps are sealed between carrier and surrounding components, locking them together in a box-like “macro-structure” that improves mechanical properties, particularly under high and dynamic loads.
When incorporated early in vehicle design, CBS modules are mass- and cost-efficient options for increasing local and global BIW stiffness and improving passenger safety and comfort at lower mass. They also enable neutral or lower cost versus heavier, all-metallic solutions. Initially just used in automotive, a growing portfolio of carrier and adhesive materials has broadened CBS uses, highlights of which follow.
Engineered for performance challenges
CBS technology was developed and commercialized by L&L Products Inc. (Romeo, Mich., U.S.). With a long history as an automotive supplier of sealants, acoustical countermeasures and reinforcements to improve BIW performance, L&L developed the technology to help customers enhance passenger safety and meet more stringent automotive crash requirements at lower cost and weight while improving processing and assembly during vehicle build.
Between 1995 and 2004, CORE Products, a joint venture between L&L and Gurit Essex (Wattwil, Switzerland), was responsible for early application development and CBS manufacturing. L&L eventually acquired all assets of CORE, which now operates as L&L Products Europe.
L&L worked closely with its material suppliers during initial development and subsequent expansion of CBS technology. One such company, Lanxess AG (Cologne, Germany), has long provided composite carrier materials and materials characterization and simulation support to L&L in Europe.
CBS in application
In addition to the benefits already mentioned, CBS technology provides better load-path transition, multiaxial load management and energy absorption; greater section stability (resistance to collapse or intrusion); lower NVH; and enhanced driving dynamics and crash performance at higher loads. Additionally, it offers faster implementation timing during vehicle design/redesign and requires no assembly sequence changes in the body shop. Because CBS technology makes it easier to control energy transfer through body structures while minimizing deformation and/or intrusion, it’s ideally suited for applications designed to resist frontal, side or rear crash or roof crush to better protect occupants, passenger compartments and batteries. It’s also useful for structures that must pass challenging protocols like the Insurance Institute for Highway Safety (IIHS, Arlington, Va., U.S.) small overlap crash tests.
CBS reinforcements are tailor-made solutions to address localized stiffness and metal-fatigue issues without adding mass.
What made CBS noteworthy was that it was among the first modular, mixed-material approaches, was easy to install, offered thermal and chemical stability for E-coat and didn’t change vehicle assembly sequencing, but improved performance at lower mass and neutral/lower cost — the auto industry’s holy grail.
“The design versatility of CBS technology helps simplify assembly in areas with complex or difficult-to-access conditions,” explains Núria Ignés, structural products engineering manager, L&L Products Reinforce at L&L Products EMEA (Altorf, France). “For example, using CBS technology on doors and other closures not only reduces weight and increases stiffness, but can simplify door manufacture if integrated early in the design process. Thanks to CAE tools and decades of experience, plus the combination of carrier and foam, which provides a robust attachment to the BIW once cured, we can use the right amount of the right material in the right place to balance stiffness with mass and cost or energy absorption with acoustics and cost.”
“A really interesting aspect of CBS technology is its ‘bio-mimetic’ nature,” adds Peter Cate, L&L global strategic marketing manager. “Just as the cellular-reinforcing struts in the center of bones are nature’s most mass-efficient method for adding stiffness and managing loads in hollow structures, once the adhesive expands, CBS units reinforce vehicle body cavities in the same manner, helping engineers optimize structural stiffness at the lowest mass.”
“By increasing local and overall stiffness and distributing loads more effectively across a structure, CBS reinforcements are tailor-made solutions to address localized stiffness and metal-fatigue issues without adding mass,” continues Pal Swaminathan, business development manager, Tepex Automotive, Lanxess Corp. (Pittsburgh, Pa., U.S.). “NVH improvements are also common when CBS technology is integrated into body structures. Again, careful engineering analysis allows development and location-optimization solutions to balance ride and handling characteristics.”
Early applications
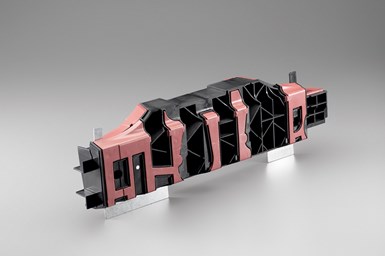 An early automotive application of CBS technology on the then PSA Group’s 2006 Citroën C4 Picasso sedans involved nine units to reinforce A- and B-pillars and the rear cross-member. The reinforcing elements cut 12 kilograms off vehicle weight while improving occupant safety. The black material is the Lanxess composite, the red is L&L’s epoxy foam and the silver is a portion of the metallic body structure to which the CBS element is attached.
An early automotive application of CBS technology on the then PSA Group’s 2006 Citroën C4 Picasso sedans involved nine units to reinforce A- and B-pillars and the rear cross-member. The reinforcing elements cut 12 kilograms off vehicle weight while improving occupant safety. The black material is the Lanxess composite, the red is L&L’s epoxy foam and the silver is a portion of the metallic body structure to which the CBS element is attached.L&L’s first commercial automotive application of CBS was in 1998; by 2002 the technology was gaining market acceptance. A good early example was implemented on 2006 Citroën C4 Picasso sedans from PSA Group (Paris, France – now Stellantis N.V., Amsterdam, Netherlands). Nine CBS components — on lower sections of A-pillars, lower and upper sections of B-pillars, and on the cross-member above the rear axle — reduced vehicle mass by 12 kilograms versus metallic options. Some CBS inserts selectively increased load-bearing capacity and minimized intrusion into the passenger compartment during impact, improving occupant safety. Others improved NVH performance of the BIW. All carriers were injection molded from 35 wt-% short-glass/polyamide 6 (PA6). Similar CBS units were used on 2012 Ford Transit vans from Ford Motor Co. (Dearborn, Mich., U.S.).
New carrier, foam options
Over the years, L&L and its suppliers have expanded CBS technology with new foam formulations, a broader range of carrier resins and reinforcements and by applying the concept to different structures.
For example, most CBS carriers for crash applications are engineered using heat-stabilized, 30 wt-% glass-reinforced PA6 because a balance between stiffness and ductility within a complex 3D shape is needed. Two such carriers were used on front longitudinal members for a major electric vehicle (EV) platform where, reportedly, they not only simplified assembly (reducing part count) but also reduced crash intrusion into the firewall by 20%.

Other examples of CBS units on passenger cars include the upper D-ring in the vehicle rear end (top), used to improve the global stiffness as well as local stiffness of the gas-spring plate, and the B-pillar reinforcement (bottom) used to prevent buckling and metal failure while reducing mass and protecting occupants during side impact and roof crush events.
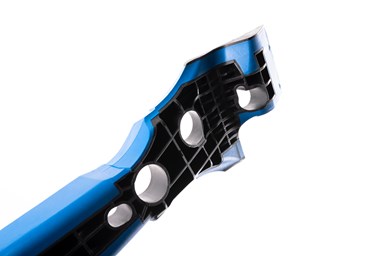
For higher impact requirements, hybrid carriers are now available, such as those reinforcing A-pillars on the largely aluminum-bodied 2019 Porsche 911 Carrera Cabriolet sports car from Porsche AG (Stuttgart, Germany). Being a convertible, stiffening the roofless frame was critical to protect passengers in case of rollovers. To keep vehicles light and nimble, Porsche replaced heavy tubular-steel rollbars with CBS inserts in the A-pillars. Pillar shells were produced in high-strength steel, which were stabilized and stiffened by CBS inserts inside each pillar. The main carrier body was compression-molded organosheet (47 vol-% twill-weave glass fabric/PA6), which was preheated, preformed, then injection overmolded with ribs (30 wt-% short-glass/PA6/6). The organosheet side carries L&L’s L-5235 expanding adhesive. Not only did this hybrid technology meet all performance and weight targets (which the tubular-steel option reportedly did not), but it reduced vehicle mass by 5.4 kilograms, easing assembly and reducing the vehicle’s center of gravity, which improved driving dynamics.
For applications where an oven process isn’t available to activate the expanding adhesive, or where additional support is needed in the paint shop, L&L says it’s working on other ambient-cure solutions.
Several related technologies based on CBS also have been developed. Soon to have its first commercial application, L&L’s continuous composite system (CCS) combines glass- or carbon fiber-reinforced pultruded carriers — e.g., polyurethane (PUR) with or without fabrics as well as rovings — with custom-formulated sealants or structural adhesives. CCS elements, which also can incorporate CBS parts and metallic components, improve stiffness and strength of constant cross-section structures at lower mass (typically 75% less than steel and 30% less than aluminum). They are corrosion resistant, non-conductive/electrically insulating, offer low coefficient of linear thermal expansion (CLTE) and provide highly predictable energy management, making them ideal to reinforce structural members on unibody vehicles or frame sections for body-on-frame vehicles, plus battery frames for EVs.

A new type of CBS for higher impact requirements launched in 2019 on pillar reinforcements for Porsche 911 Carrera Cabriolet sports cars. This system combines a hybrid carrier (left, black) of both twill-weave fiberglass organosheet (in PA6) and injection overmolded rib structures (in short-glass PA6/6) as well as L&L’s expanding structural adhesive (middle, red) that reinforce a high-strength steel pillar shell (right, silver). This CBS reinforcement cut mass 2.7 kilograms/pillar while also improving passenger safety.
Composite panel reinforcements comprise self-adhering, expanding structural adhesives co-extruded with fiberglass reinforcement that are applied to formed metal panel surfaces in the body shop. The system not only improves stiffness (reducing waviness and buckling) of large/relatively unsupported panels, but also improves NVH due to increased moment of inertia. Furthermore, it offers opportunities to down-gauge panels for lower mass and cost. Commercial applications include automotive door, roof and floor panels, hoods, fenders, liftgates and tailgates; potential applications include battery casings.
Honeycomb panel reinforcements feature lightweight epoxy — in paste form for manual application or low-viscosity liquid for automated pumping — that, once cured, can be machined or sanded. These are designed to stabilize honeycomb cores, predominantly in strategic locations in aircraft interiors, for example, without adding excess mass. Other uses include border enhancement (sealing/reinforcing composite panel edges), insert bonding and local reinforcement where metal hinges/inserts are installed in composite panels.
What the future holds
Since its first patent in 1999, L&L has filed numerous inventions for CBS technology. Given the broad range of carrier and adhesive options now available within this product family, it’s not surprising that applications have expanded beyond automotive into truck and aerospace. What’s next?
“Over the years, CBS products have evolved to serve new application requirements that combine functions,” adds Ignés. “For example, what started out as just a structural reinforcement has evolved to not just stiffen but also to improve acoustic functions or to increase energy absorption. Given the suite of highly desirable properties CBS technology offers, we expect not only to see automotive usage grow, but growth in other industries too.”







.jpg;maxWidth=300;quality=90;format=webp)








Related Content

Monash Motorsport constructs FSAE autonomous, electric vehicle with ATL Composites materials
Composite are incorporated into the vehicle’s monocoque chassis, aerofoils, aerofoil endplates and other components to suit high aerodynamic loads, minimize mass and enhance efficiency for the globally competitive team.
Read More
Troubleshooting thermal design of composite battery enclosures
Materials, electrical insulation and certification are all important factors to consider when optimizing electric battery performance against potential thermal runaway.
Read More
Automotive chassis components lighten up with composites
Composite and hybrid components reduce mass, increase functionality on electric and conventional passenger vehicles.
Read More
Hankuk, Carbon, Dymag partner to scale up manufacturing of state-of-the-art carbon fiber wheels
Hybrid-composite BX-F wheels will serve high-performance road cars, luxury EVs and large SUVs and pickups.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More