
CAMX 2017: Highlights from the floor
3D printing and nanotechnology developments promise to cut time and cost in composite structures production while recycling and sustainability continue to grow in importance.
- Sustainability
- Automotive
- Defense
- Carbon Fibers
- Out of Autoclave
- Molds/Tools
- Materials
- Infrastructure
- Consumer
- Processes
- Epoxies
- Resins
- Thermoplastics
- Aerospace
- Natural Fibers
- Reinforcements
- Design & Tooling
- Autoclave
- CAMX
- Construction
- Hi-Temp Resins
- Ketones
- Additive Manufacturing
- Prepregs
- Nanomaterials
- Recycling
- Materials Testing




Before I plunge into the nano and 3D printing innovations from CAMX 2017, I want to flag C-GRID from Chomarat. It will be featured in the INSIDE MANUFACTURING story for our January issue.
Lightweight carbon fiber composite grid
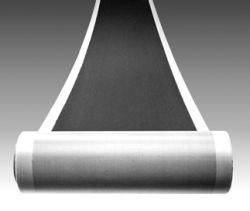
Chomarat North America (Williamston, NC, US) C-GRID products were developed to replace the welded metal wire mesh in concrete structures and prefabricated concrete panels. It is made from 24K and 50K carbon fiber tows, which are assembled perpendicular to each other into a grid, using a continuous rotary-forming process that chemically binds them with a tough, heat-cured epoxy resin. It has been used for a wide range of construction applications including ferrocement structures, overlays and topping slabs, decorative concrete, concrete rehab in parking garages and bridge repair. But it also can be used as a lightweight reinforcing grid for polymer composite structures, with shear grid and 0-90 grid products ranging from 68 to 235 g/m2.



 |
 |
C-GRID carbon fiber shear grid (left) and 0-90 grid products. SOURCE: CW
N12 Technologies scales continuous CNT sheet
Though NanoStitch and N12 Surface Layer System (SLS) products have been available for some time, N12 Technologies Inc. (Somerville, MA, US) recently announced its partnership with the University of Dayton Research Institute (UDRI, Dayton, OH, US), which adds a second manufacturing facility and enables continuous production of wide (up to 60 inches/1524 mm) carbon nanotube (CNT) sheet products. NanoStitch-enhanced prepreg and NanoStitch-enhanced resin film use vertically aligned CNT (VACNT) forests to “stitch” composite plies together, increasing laminate shear strength and toughness without adding weight, thickness, or porosity. They also enable multifunctional composite structures.
“We have done a lot of work over the past 2 years to fully characterize our materials and fine-tune the continuous sheet to work in a wide range of composites,” says N12 CEO Brad Berkson. “From prevention of damage onset in hockey sticks to elimination of delamination in aerospace structures, we are proving the advantage and value of our materials, and now have shown robustness of manufacturing using a totally different process at the UDRI site.” He notes that both the Somerville and Dayton facilities have plenty of capacity expansion possible, and will continue to scale this year as N12 focuses on supplying orders. Stay tuned for more details in future blogs.
 |
 |
N12 Technologies produces carbon nanotube (CNT) sheet materials which stitch composite plies together and enable more damage tolerant, multifunctional laminates and structures. SOURCE: N12 Technologies.
Nanotech product portfolio
General Nano (Cincinnati, OH, US) has now launched 5 different products based on their Veelo carbon nanotube (CNT) sheet, film, tape and specialty coating products.

Five different Veelo products are now available (click to enlarge).
SOURCE: General Nano.
Recognized by Boeing in 2016 as Supplier of the Year in the Technology Category, Geneal Nano touts its progression from lab-scale production to commercialized products being qualified and used in spacecraft and de-icing systems for unmanned aerial vehicles. Its latest additions are Veelo VEIL metallized nonwoven and Veelo HEAT for flexible, net-shaped heater blankets and heated tooling.
Veelo VEIL can be used for lightning strike protection and electromagnetic interference (EMI) shielding as well as conductive composite structures. It reportedly offers from 3 to 100 times lower electrical resistance (translating into up to 300 times better conductivity) vs. currently available metallized nonwovens and is 36% lighter than the least resistive product in that category.
Veelo HEAT enables nanostructured heated blankets and tools for out of autoclave (OOA) processing. The blankets are comparable in cost to current off-the-shelf products but reportedly offer much higher electrical efficiency for fast and uniform heating and cooling and elimination of broken or shorted wires thanks to the use of CNT sheet. The CNT sheet also reduces weight vs. traditional materials and enables high flexibility for conforming to complex shapes. Blankets and tools made with Veelo HEAT can be tailored for maximum temperature, power density, areal weight and thickness.
 |
 |
VEELO continuous carbon nanotube (CNT) sheet is now offered as Veelo HEAT for flexible, lightweight heater blankets and heated tooling. SOURCE: General Nano.
High-definition strain and temperature measurement and
heater control
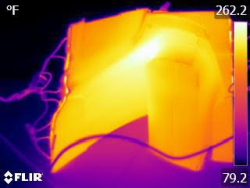
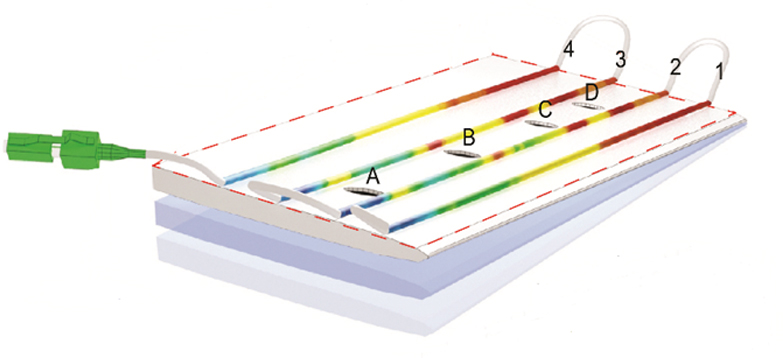
Luna (Roanoke, VA, US) has developed the Optical Distributed Sensor Interrogator, or ODiSI, which uses a single high-definition optical fiber sensor to measure strain and temperature every mm along the fiber. The flexible fiber sensor reportedly requires a fraction of the time to install vs. placing strain gages, can be bonded to sharply curved surfaces or embedded within structures and requires no electrical source, though a connection is wired to the sensor allowing data collection. Resulting data can fully map the the strain and temperature contours for a part being tested.
 |
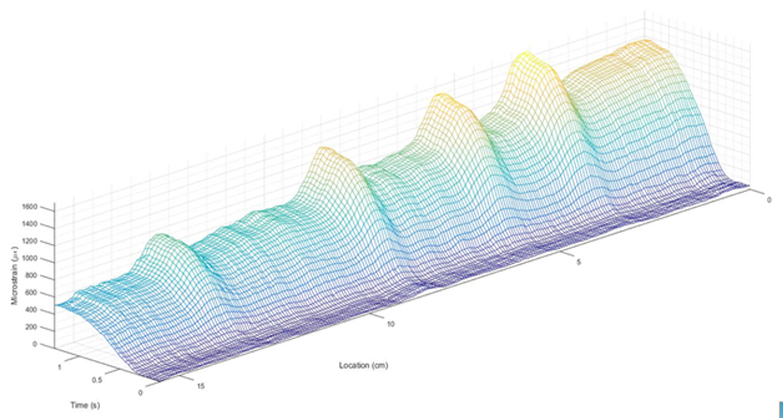 |
Luna’s ODiSI uses fiber optic sensors mounted on the surface of a structure or embedded within it. The beam at left uses a fiber laid in four passes along a beam, with two of the passes adjacent to machined holes. The strain map at right ranges from zero defection to maximum deflection with the four strain peaks clearly visible at the beam’s four machined holes. SOURCE: Luna.
Luna has now added an 8-channel ODiSI system, designed for more automated manufacturing, which adds multi-channel capability and faster real-time strain and temperature data, making it ideal for integration into applications such as heater control. It reportedly can send data to any controller or data manager using a TCP-IP connection and is Linux-based for manufacturing stability. ODiSI also features automated calibration prior to each scan.
Carbon fiber compounds customized for 3D printing
Techmer PM (Clinton, TN, US) displayed a 3D printed short carbon fiber reinforced polysulfone mold tool made using a Thermwood Corp. (Dale, IN, US) LSAM printer and then CNC machined by Thermwood. A custom compounder, Techmer develops application-specific fiber and additive filled plastic materials for injection molding, overmolding and now 3D printing. “We are working with automotive and aerospace OEMs as well as machine manufacturers (such as Thermwood, Cincinnati Inc. and others) to develop new materials for printing large parts, including tools and structures,” says Techmer product development manager Alan Franc. “3D printing does not act like extrusion or injection molding,” he adds. “The same material used for these processes does not necessarily work well in 3D printing, so we are developing specific materials formulated for additive manufacturing.”
Typical fiber lengths start at 0.125-0.25 inch (3-6 mm) but are shortened during compounding and again during extrusion of the compound as it is 3D printed. Machine setup, process conditions, and part design all affect final fiber length in the finished part. Polymers range from polyolefins (e.g., polyethylene, polypropylene) to PEEK and PEKK. These higher temperature materials, which can produce tools for curing parts at 350°-400°F, pose some challenges. “They have a much narrower processing window,” Franc notes. “However, there has not been an issue with achieving crystallinity in these semi-crystalline thermoplastics. We have done post-print annealing trials and have not seen any significant changes in laminate properties.”
Techmer PM displayed a CFRP tool 3D printed by a Thermwood LSAM machine and one of its custom short fiber compounds, then CNC machined by Thermwood. SOURCE: CW.
Franc says Techmer PM is also working with OEMs and fiber suppliers to look at using recycled carbon fiber (rCF), renewable resins and reinforcements, as well as working with customers to recycle end of life parts in order to close the composites manufacturing loop.
Techmer PM recently won a 2017 R&D 100 Award, recognized by R&D Magazine in the Process/Prototyping category, for its work with Oak Ridge National Laboratory and BASF to design two new, 3D-printable, engineering thermoplastic compounds – Electrafil® PPS 3DP and Electrafil® PPSU 3DP. Known jointly as TEAMM (for TechmerPM Engineered Additive Manufacturing Materials), these compounds were developed specifically for high-temperature autoclave tooling applications used in composite part production.
High-build coating for 3D printed tools
Polynt-Reichhold also displayed 3D printed composite tooling, specifically for an automotive hood, featuring character lines (aesthetic details) which were not printed, but instead machined into the tool surface. The program included the partners below.
| Knoxville, TN, US |
|
|
|
| Clinton, TN, US |
Harrison, OH, US |
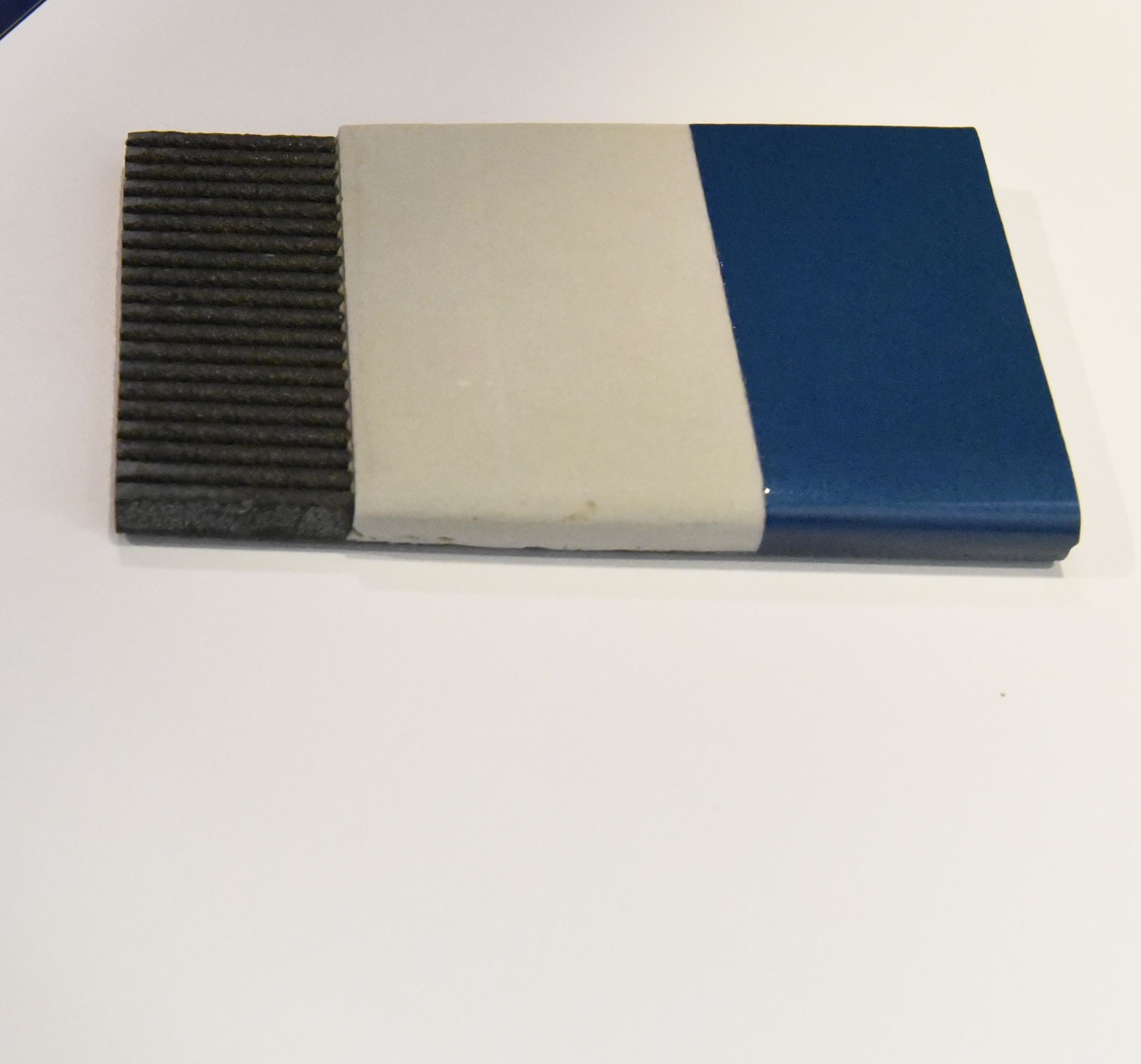
The tool was printed using a carbon fiber-reinforced compound from Techmer PM and a Cincinnati Incorporated BAAM machine. It was then sprayed with Polynt-Reichhold’s TD Coat RT high-build coating by TruDesign and CNC machined to final dimensions by Additive Engineering Solutions (AES). “We can print extremely fast and then spray to impart vacuum integrity and final features,” explains Polynt-Reichhold’s Rick Pauer. “We have 23 hours in this mold,” he adds, “including print, high-build, machining and final release coat.”
 |
 (click to enlarge) |
Polynt-Reichhold high-build coating, applied by TruDesign, helps transform this 3D printed CFRP tool into a finely-detailed car hood mold. SOURCE: CW.
3D printed washout tooling
ExOne (Clairsville, OH, US) claims its ExOne Washout Tooling cuts cost and lead-time vs. multi-piece metal tooling. Used to produce one-piece composite parts featuring trapped geometries — e.g., bottles, aircraft ducting, pressure tanks, struts and mandrels — ExOne Washout Tooling is made using 3D printed silica and ceramic sand. A sealant coating applied after printing prevents resin migration into the tool during composite layup and cure. Coating options include a spray-on coating system based on the chemistry of the ExOne binder system — both are water soluble — or a Teflon tape wrap. After cure, the washout tooling is removed from the part in a matter of minutes using tap water and leaves no residue. Printed tool tolerance is reportedly ±.015 inch (0.4 mm) and tools are capable of 350°F with a compressive strength >500 psi. Tools thus can be autoclave compatible and the media can be reused. For more information, contact jesse.blacker@exone.com.
 |
 |
ExOne Washout Tooling shown from bottom to top: coated mandrel (blue), a Teflon tape-wrapped mandrel and three CFRP parts pre- and post-washout. SOURCE: CW.
Chopped fiber additive manufacturing from big to small
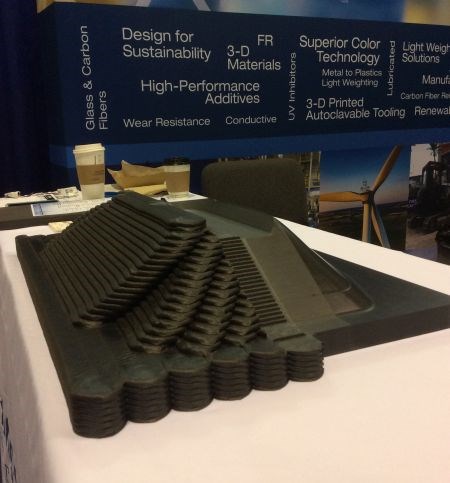
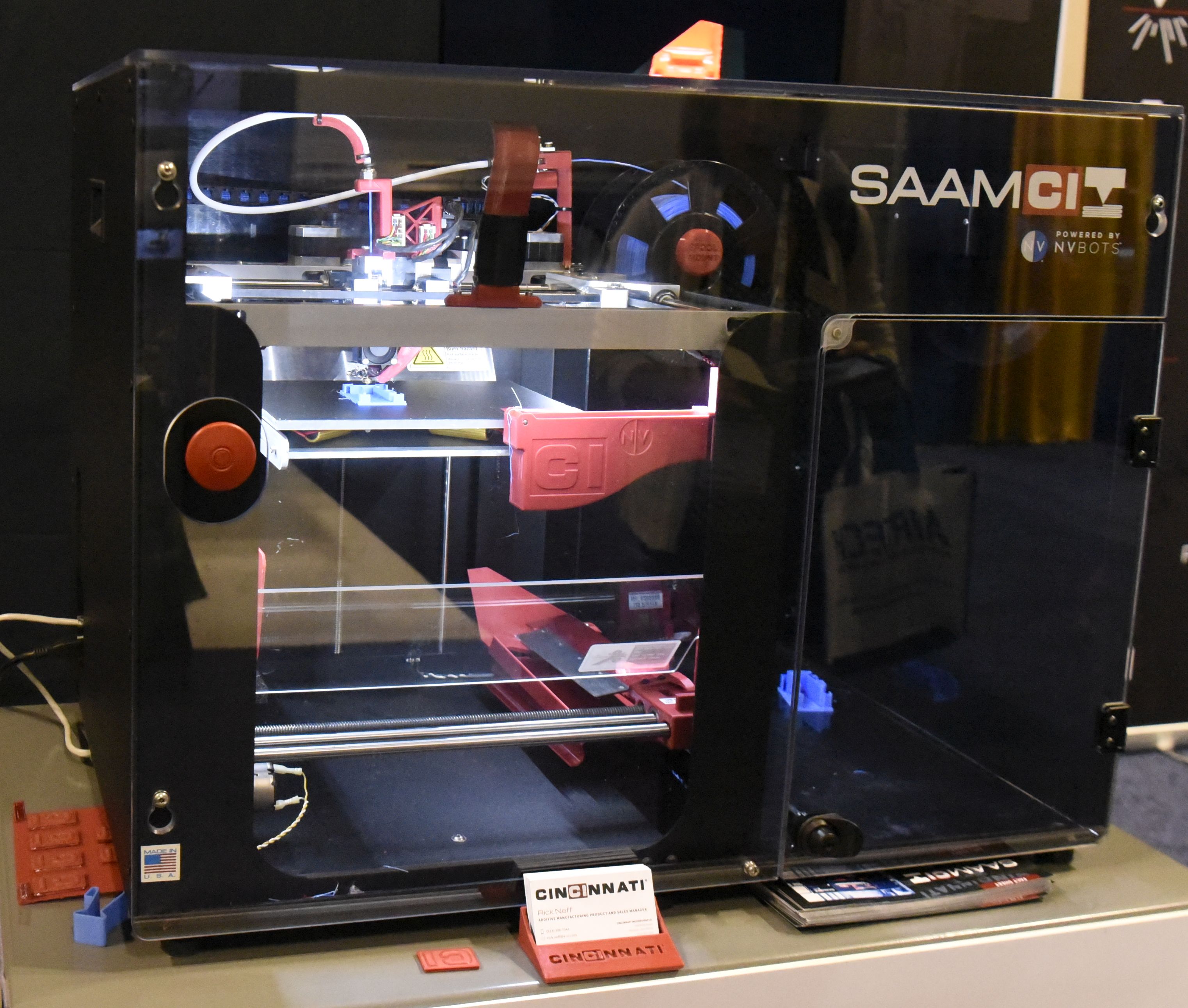
In addition to its Big Area Additive Manufacturing (BAAM) system, Cincinnati Incorporated (Cincinnati, OH, US) is now offering the Small Area Additive Machine (SAAM) with an 8-inch (200-m) cube print envelope. Short carbon fiber filled material for 3D printing – which is standard for BAAM — is also being developed for SAAM’s smaller, higher resolution print head. Cincinnati Inc. developed SAAM in conjunction with manufacturer New Valence Robotics (NVBOTS, Boston, MA, US) and has now acquired that company.
 |
 |
Cincinnati Incorporated now offers 3D printing of small (SAAM) and big (BAAM) composite structures. The blue chair on top of the black chair (right) shows the range in scale possible once short fiber compounds are developed for SAAM (left). SOURCE: CW.
Recycled carbon fiber 3D printer materials
Vartega Inc. has developed consumer-grade 3D printer filament for hobbyist and maker applications. Currently available in both acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA), both filaments are made with Vartega's recycled carbon fiber (rCF). These initial products demonstrate the functionality for stiffer, stronger parts and potential for ongoing development of 3D printer filament using engineering thermoplastics such as nylon and PEEK for commercial and professional applications.
Vartega’s 3D printer filaments offer a closed-loop solution, incorporating carbon fiber recycled from Alchemy Bicycle Company (Denver, CO) production scrap, which Alchemy then uses in new part development and prototyping. These rCF filaments demonstrate improved mechanical properties over neat ABS and PLA and are commercially available from Vartega (info@vartega.com).
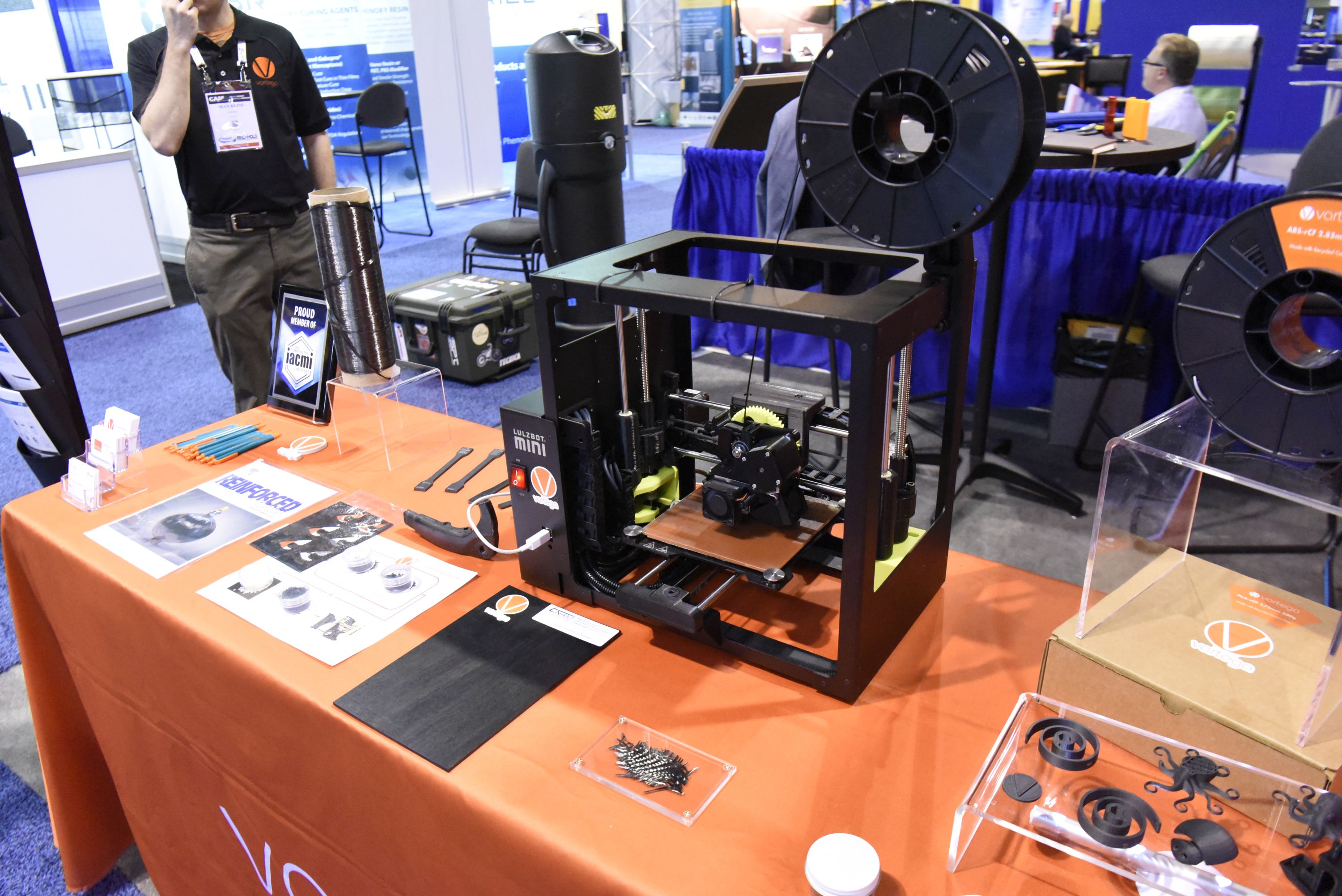
Vartega displayed its recycled carbon fiber 3D printer filaments. SOURCE: CW
Recycled carbon and aramid fibers
One of the benefits of CAMX is the opportunity to meet not only exhibitors on the floor but attendees and speakers as well. I met Bruno Douchy from Procotex Corp. SA (Dottignies, Belgium), which is a company I first encountered when writing about recycled carbon fibers in 2014. Procotex processes and supplies flax fibers for a lot of industries as well as for composites. It also recycles textile waste, including natural and synthetic fibers. It offers recycled fibers from 0.3-120mm in length, as well as recycled para-aramid fiber as pulp for friction applications. Fibers are available with thermoset- or thermoplastic-compatible sizings and also with water-soluble sizings. The company’s recently acquired subsidiary, Apply Carbon, specializes in milling and precision cutting of technical fibers, including carbon and aramid.

Procotex supplies a variety of precision-cut, chopped and milled recycled fibers for compounding as well as aramid pulp for friction applications. SOURCE: CW.














Related Content

Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Plant tour: National Institute for Aviation Research, Wichita, Kan., U.S.
NIAR, located at Wichita State University in the heart of the American aerospace manufacturing industry, has evolved to become a premier hub of teaching, R&D, creativity and innovation.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
SuCoHS project: Advancing composite solutions for parts with high thermal and mechanical loads
New materials, structural concepts and manufacturing using sensors for composites that resist fire, temperature and loads while providing weight and cost savings versus metals.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More