Automated Cutting of Composites Reinforcement Saves Time and Material, Improves Quality
Sponsored ContentAutomated cutting of reinforcement materials is fast, accurate and reliable. It reduces labor costs and material waste and can substantially boost throughput.




Although there have been rapid technological advancements in the manufacturing of composite parts, many composites fabricators are still cutting reinforcement materials by hand. While the use of automated material cutting is growing, many more fabricators could benefit from the adoption of this efficient and cost-effective technology.
Automated cutting is already the standard for the aerospace and marine industries. Why? Because the newest technology can dramatically reduce material waste, eliminate unnecessary labor, and improve quality. It will also increase throughput. If you’re not using automated cutting already, now is the time to reexamine your cutting processes and see what this technology can do for your business.
Eastman Machine Company (Buffalo, NY) works in tandem with industry engineers to design, build, and customize composite cutting machines suited for a wide variety of industries utilizing glass fiber, carbon fiber, and aramid in dry and prepreg forms. Family owned and operated for five generations, this U.S. company has been building cutting equipment for over 130 years. As such, they are well versed on what automated cutting can do for a composites fabricator and how best to apply it. Here’s more on the benefits of automated cutting from Eastman and how it is being applied at the well-regarded boat builder Maverick Boat Group.
The Benefits of Automated Cutting
There are four primary reasons to implement automated cutting: reduced labor, improved material utilization, increased quality and far better efficiency and flexibility.
This short video shows how a conveyorized cutting system works on on common reinforcement materials for the marine industry.
Reduced labor – Machine cutting is much faster and more accurate than cutting by hand, even with a static table machine where an operator is manually positioning material to be cut. Conveyorized systems automatically feed and spread material. These systems require minimal labor to operate and can change over from one job to another in a few minutes.
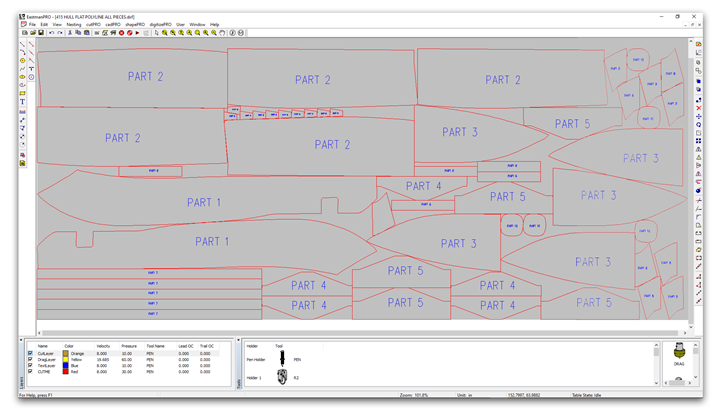
Through the combination of consistently accurate cutting performance and nesting software that lays out patterns in the most efficient way, automated cutting can deliver dramatic improvements in material usage. Shown here is Eastman’s cutPRO operating control software.
Improved material utilization – Because they are so accurate and repeatable, automated cutters reduce the mistakes and waste common with manual cutting. Also, easy-to-use nesting software is available that automatically lays out the template shapes in the most material-efficient arrangement for the size of material being cut. Combined, these factors can reduce material waste by as much as 25%.
Quality – Automated cutters are extremely precise which will result in more consistent quality in the final molded product. This becomes paramount as parts increase in complexity.
Efficiency leads to flexibility – The high speed of automated cutting increases throughput and cutting can happen much closer to layup time or even concurrently in some cases. This brings greater flexibility to scheduling. It can also reduce spoilage of materials that require refrigeration and have a limited shelf life at room temperature.

Computer control of the machine provides quick and accurate cutting and enables rapid changeover from one job to another.
Some of these factors can be hard to predict or measure when analyzing the ROI for an investment in automated cutting. Eastman offers complimentary test cut evaluations using your materials and patterns and/or cut files to capture the machine’s speed, material efficiency and recommended configuration prior to an investment. This value-added service with detailed feedback and optional video footage of the recommended process will play an influential role in your ROI calculations.
With this information in hand, a fabricator can now put some real numbers to the value proposition of more automated cutting compared to its existing processes, and with high confidence that the promised deliverables of your investment are real.
Cutting Automation at Maverick Boat Group

Maverick manufactures 30 models ranging from 16’ flat boats up to 35’ center console models
Maverick Boat Group is a well-regarded manufacturer located in Fort Pierce, FL. They have four lines marketed under the brand names Cobia, Pathfinder, Maverick and Hewes. Altogether, Maverick manufactures 30 models in two plants, ranging from 16’ flat boats up to 35’ center console models designed for offshore use. In addition to conventional composite layup in open molds, Maverick uses its VARIS (Vacuum Assisted Resin Infusion System) technique on almost all of its large products and is venturing into Light RTM for small parts.
Jeremy Tessier, Engineering Project Manager/Lamination Engineer, oversees the cutting operation at Maverick. With over 25 years of experience in boat building, the last 7 at Maverick, he is well versed in cutting technology. He says cutting efficiency and versatility are critical to enabling Maverick’s lean manufacturing operation. They build boats in under 8 days on average and do not rely on much inventory in parts or materials to feed a rapid assembly process. They are usually cutting and kitting reinforcement materials shortly before a molding process begins and the cutting must be fast and reliable. They mostly cut E-glass but also use carbon fiber and Kevlar® in some products and have cut ¼” core materials on occasion. Maverick started with a static table cutting machine back in 2007. Five years ago they invested in a more automated solution, an Eastman Eagle C125 conveyor cutting system and bought another when they opened a new plant last year.
The Eastman machines use a computer controlled multi-axis gantry system that the moves the cutting head over the table at speeds of up to 60 inches per second. The table consists of a conveyor system, also under computer control, that can continuously feed the material to provide uninterrupted cutting of multiple pieces and large pieces of any length. Cutting pattern forms are stored digitally in the machine control which guides the cutter path and conveyor feed for each piece.
 Maverick uses its VARIS (Vacuum Assisted Resin Infusion System) technique on almost all of its large products and is venturing into Light RTM for small parts.Photo Credit: Maverick Boat Group.
Maverick uses its VARIS (Vacuum Assisted Resin Infusion System) technique on almost all of its large products and is venturing into Light RTM for small parts.Photo Credit: Maverick Boat Group.For some companies, the hardest part of moving to cutting automation like this is learning CAD and converting their old paper patterns into digital files. Maverick was farther down the line in CAD when they moved to the more sophisticated machines, but Tessier says they did have to improve their proficiency to do things like taking a 3D model of a contoured boat hull or side, and then flattening it out to get the 2D patterns to be cut for reinforcement.
Now all cutting is done on the Eastman machines with no hand-cutting at all. That’s a big commitment to automation, but Tessier says the benefits are well worth it. For Maverick, the most important advantages are speed of cutting and material savings. As for speed, Maverick works on a just-in-time basis whenever possible to keep materials and work-in-process inventories low. The ability to cut and kit reinforcement shortly before molding is a big component to enabling execution of that strategy. Moreover, Tessier says Maverick’s build schedule can change daily, and the ability to compress cutting time gives them the flexibility to execute those changes with no compromise to quality or efficiency. “If you want to move another model into the next day’s schedule you can change over to a different set of reinforcement patterns pretty much with the touch of a button,” he says.
Maverick pays close attention to all of its material costs, and reinforcement materials account for a big piece of them. Tessier says that in his experience the material savings of automated cutting are in the range of 25 percent, which is a big number when you add it up over the course of a year. They also use management reporting software that the cutting system generates to know exactly how much material is used and scrapped for a given product to help with inventory and cost management.
Because Maverick’s parts are so large, precision cutting is not as important to them as the ability to quickly and repeatably cut very large patterns. They routinely cut patterns up to 72” by 60”, but can go hundreds of inches long, for example, on reinforcements for hull bottoms or pieces that wrap around the entire side of a boat.
A Closer Look at Automated Cutting Technology

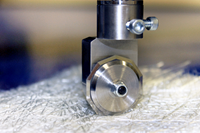
Eastman’s standard tool head incorporates two different tool stations including the use of rotary blades, drag style knife, punching tool, and marking pen.
While a fabricator of Maverick’s scale certainly benefits from automated cutting, is it for everyone? According to Eastman, the best cases include shops working under these conditions:
- Two or more employees are dedicated to manual cutting
- Numerous materials and pattern types
- Bottlenecks in the cutting room
- High scrap rates due to human error or poor manual nesting
As for what kind of equipment to look for, if you are cutting a lot of fiberglass like Maverick, there are certain capabilities of a cutting system that will result in better and more reliable performance.
Eastman’s 10-sided blade is engineered to cut through advanced textiles, like stitched fiberglass, with ease while offering maximum versatility and adaptability.
Tooling – Tooling refers to the cutting unit on the machine which includes the tool head and interchangeable cutting blades or other tools. Maverick uses Eastman’s Heavy Duty tool head that is powered by its own brushless servo motor and independently controlled air supply. It has two cutting spindles, each with a spindle coupling that isolates tool rotation. This enables the tool head to incorporate two different tool spindles using rotary blades, drag style knives, punching tools and a marking pen. The versatile tool head increases production flexibility and minimizes downtime for changing tool configurations.
There are a variety of knives to choose from. Eastman recommends cutting fiberglass with a round or 10-sided blade. Blade exposure and pressure will vary based on material weave, density and thickness.

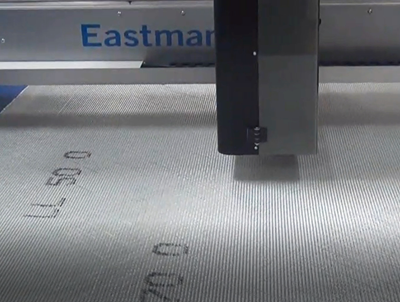
Conveyor systems enable continuous feed and cutting pieces of any length.
Conveyor Systems – The continuous feed Eagle Conveyor System eliminates the need for manual material spreading and lay-up. A vacuum system engages the material through a perforated urethane cutting belt. This is the cutting surface for the system and what advances the material forward as well. The operator only needs to start the material on the table and engage the vacuum; from there the system dispenses material on its own. The material continually moves as it is being cut and the operator removes the cut parts as they convey off the other end. This is essentially the “lean” version of cutting and producing parts continually right from roll stock. Single- or low-ply fiberglass pieces of any length can be cut at a high speed for hours at a time for high-volume output.
JetPRO® inkjet marking system.
On-Demand Printing – The ability to automatically mark or print on a cut piece is very useful for piece identification which is important to foolproof kitting. Eastman approaches this in two ways with gantry-mounted devices. EasiMark® is an airbrush marking system available in permanent and washable ink. JetPRO® inkjet system is a drop-on-demand (DOD) printer that allows full speed character printing with an ink color and formulas available for most surfaces.
More Automation for High Volume and Special Requirements
Additional automation can easily be justified for high volume environments. The output for a conveyor cutting machine can run from about a half-ton of fiberglass per hour with one-ply material — including material loading, marking, and cut piece collection — up to 1.8 tons on four-ply. That’s a lot of material to be loading and unloading manually. When machines are running near capacity for extended periods of time or for circumstances where the large size of cut pieces presents efficiency or quality problems, peripheral equipment is available that takes even more labor out of the cutting process.

Powered feeding systems automatically adjust and maintain consistent tension for any material type.
Feeding Systems – Powered feeding systems automatically adjust and maintain consistent tension for any material type. An optional photo-electric edge control unit ensures precise alignment of each ply. Available in a range of configurations for many widths and weights, this type of powered feeding system continuously supplies material for the length of marker or until the roll is consumed.
Rewinders – Rewinder nodes work in synchronization with the conveyor cutting system to roll up long cut pieces. Waste material continues moving along the system or dropping to a collection bin. Rewinders are particularly useful when cut parts, like long turbine blade sections, exceed the table length and become difficult for operators to collect manually due to the speed of cutting output.This animation shows some of the automation available for Eastman conveyorized cutting machines.
The Importance of Reliability
Once a composites fabricator integrates automated cutting into its workflows the reliability of the equipment becomes paramount. With equipment this productive, unplanned downtime can be extremely disruptive and expensive. Having equipment that can run continuously without breaking down is critical.
Eastman prides itself in the durability of its equipment and the quality of its customer service, and Maverick’s Tessier agrees. Eastman machinery is built to operate reliably in harsh or high particulate environments. All equipment is manufactured at Eastman headquarters in Buffalo, NY where the spare parts inventory is also maintained. Trained service technicians are available on a 24-7 basis.
While implementing higher forms of automation can be a challenge, if you’re cutting, or wasting, a lot of material, it’s time to take a new look at automated cutting technology. Automation will reduce your labor costs, improve material utilization and result in consistently higher quality cuts. That’s an option you can’t afford to ignore.
Go here for more information on Eastman cutting systems.



