
Autocomposites: Impact shield protects 12-volt battery in severe crash
GMT protection buys time for offboarding emergency services call before battery shorts out.


Even better battery protection
In response to even tougher federal vehicle safety standards, General Motors Co. is developing new, stronger battery trays as well as battery impact shields for distributing crash loads over a greater area.
Source | General Motors Co.
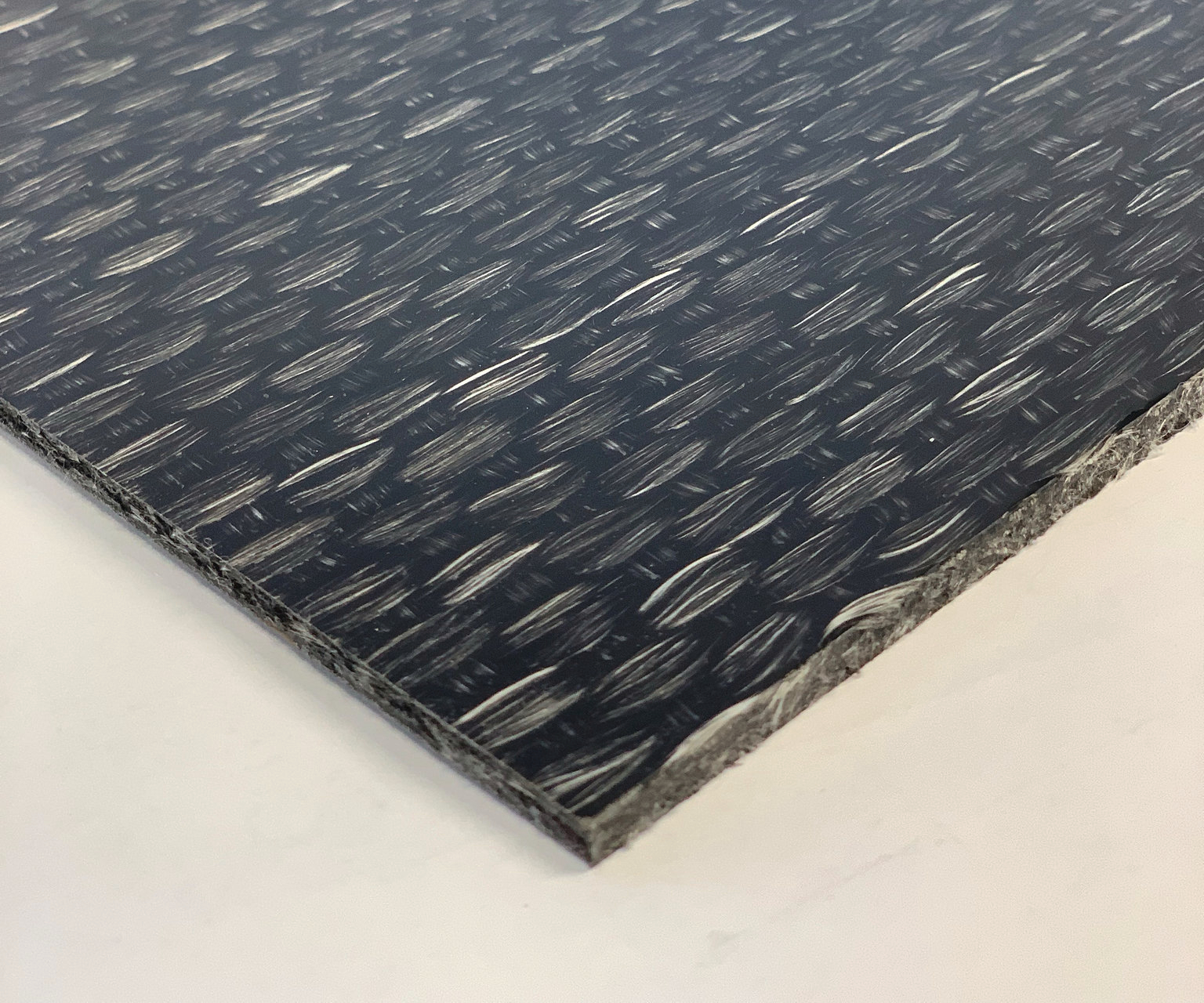
Integrating woven and chopped fibers
The material chosen for the battery shield is a 4.3-millimeter thick laminate from Quadrant Plastic Composites AG that features multiple layers of woven, oriented glass mates with a core of randomly oriented, 50-millimeter chopped glass. The integration of both woven and chopped fibers provides a high-impact, consistent and homogeneous laminate.
Source | Quadrant Plastic Composites AG
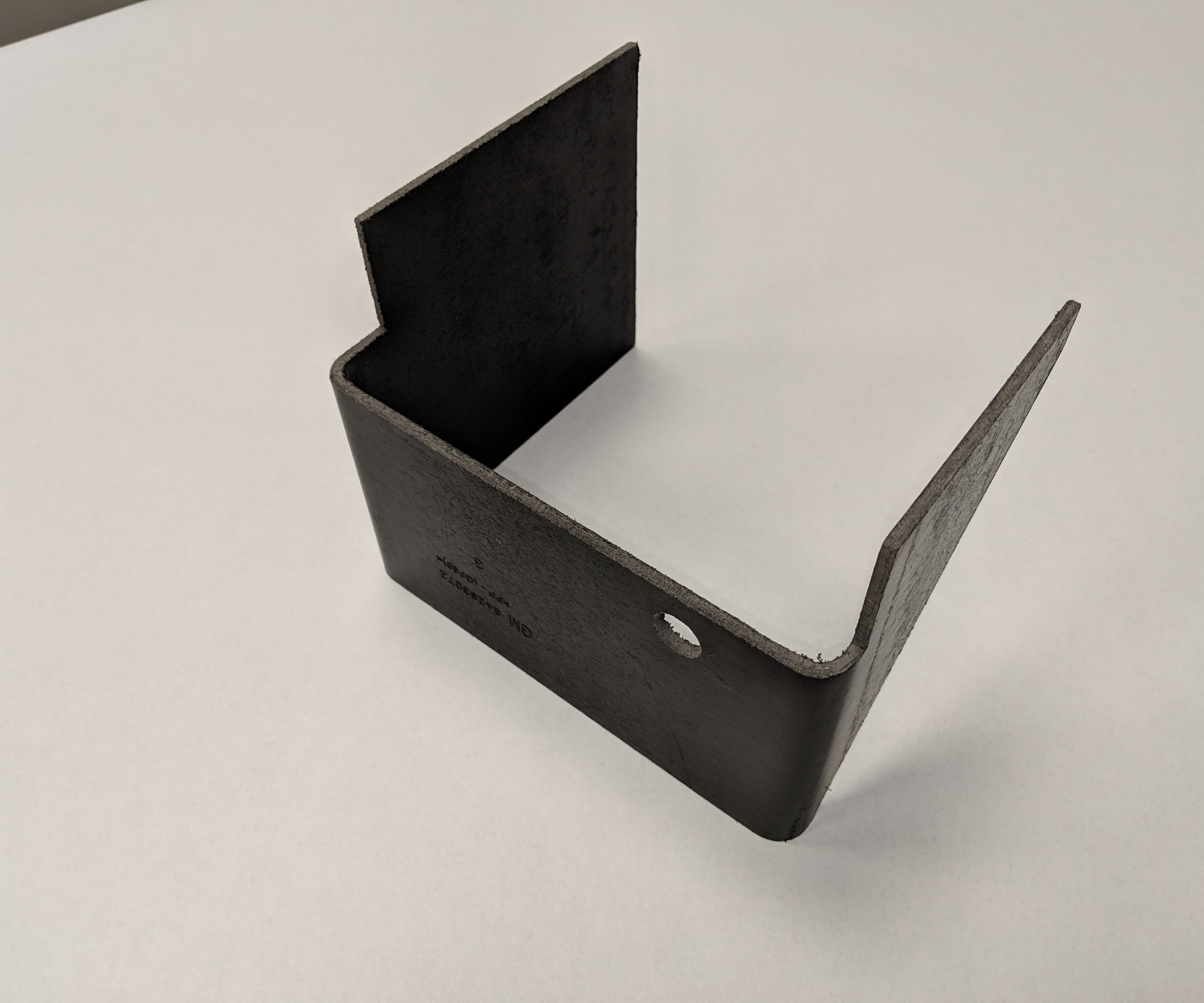
Final part design
The final part design features a flat back and two flanges coming off at 90-degree angles with dimensions of roughly 187 by 142 by 161 millimeters and a nominal wall of 4.0 millimeters.
Source | Continental Structural Plastics

Compression-molded material
A blank of GMT material has been preheated and draped over the tool in a compression press prior to molding.
Source | Continental Structural Plastics

Ready to demold
The as-molded C-channel is ready to demold. The round “buttons” shown at the top are molded locators for the CNC fixture.
Source | Continental Structural Plastics

CNC machining the final shapes
The C-channel is next placed in a CNC fixture and a waterjet is used to cut out six separate battery impact shields from the single molding.
Source | Continental Structural Plastics



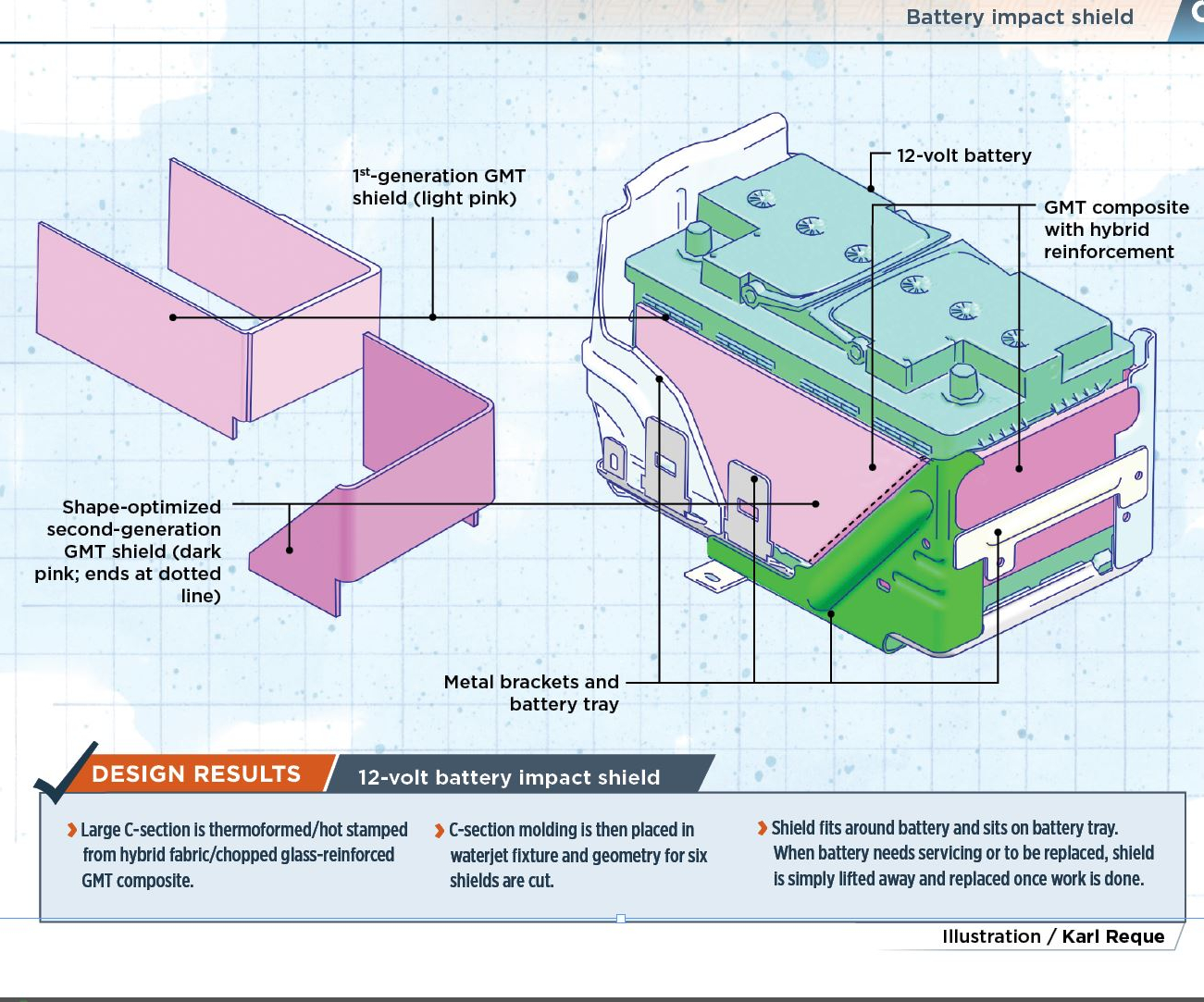
As conventionally powered passenger vehicles become more electronic and need bigger batteries to run onboard systems, protecting cells during severe crashes becomes more difficult. While the structure around batteries already is high strength and provides adequate protection for normal crashes, during severe crashes the protective structure itself can deform and puncture the battery, rendering it inoperable. In such cases, additional battery protection is desired, but ideally without sacrificing design or other safety features, without adding much weight or cost, and without impeding battery service or replacement during the vehicle’s life. As a result, a new part, called a battery impact shield, has been developed to protect larger 12-volt batteries in severe crashes and is a growing application for composites.
Tough test gets tougher
The already difficult U.S. Federal Motor Vehicle Safety Standard (FMVSS) 208 now requires automakers to test at a 30-degree offset during frontal-barrier testing. The test’s impactor is designed to completely miss frame rails so that a corner of the bumper takes the full hit before being pushed into the engine bay. The severe crash loads this test simulates have led General Motors Co. (Detroit, Mich., U.S.) to beef up battery trays and to develop battery impact shields, which serve the purpose of distributing crash loads over a greater area, thereby protecting batteries longer from being punctured and shorted out by surrounding components as the vehicle front end is crushed. This buys enough time for onboard diagnostics to detect the crash and send an “offboarding” safety call to first responders before the battery stops working — a feature that saves lives when occupants are unconscious or pinned and unable to make a call. These shields are designed to sit on metallic battery trays and wrap around those portions of the battery nearest engine bay components that crash simulation has identified as most likely to damage the battery in a severe crash. In use, control modules and other components connected to the battery hang off the shield and hold it in place so there are no noise/vibration/harshness issues. The shield is simply removed during maintenance or battery replacement and put back afterward.



The team working on the 2018 model year Buick Enclave sport utility vehicle (SUV) found late in the development cycle that the steel shield designed to protect the truck’s 12-volt battery wouldn’t pass required crash tests. Extensive computer-aided engineering (CAE) analysis after barrier and drop-silo testing had already led engineers to develop a challenging performance requirement for the part. To prevent costly start-of-production (SOP) delays, GM’s Advanced Materials & Development team was brought in to quickly find a replacement technology — and quick it was.
Crash course
It was early December and there was one more vehicle crash test scheduled before the holidays that was necessary to certify the SUV, which was due to launch in less than three months. A new shield design, material and tool had to be created and validated before that final vehicle crash test. GM engineers reviewed earlier crash test results and calculated loads and impact forces that the metallic design had experienced. Several additional CAE models were evaluated for additional load cases and inputs were used in a 6Ʃ Pugh matrix analysis to develop key metrics for materials evaluation. The new candidate would need to meet or exceed all federal safety regulations, including flammability requirements (FMVSS 302), and also meet GM’s total system cost targets.
Given the short timeframe, researchers screened six commercial structural sheet molding compound (SMC) grades reinforced with chopped fiberglass at fiber weight fractions (FWF) of 42-49 percent in vinyl ester/unsaturated polyester matrices and with specific gravity values of 1.5-1.9. Material was obtained, plaques were molded, standard test coupons were cut and materials were tested. Given the severity of the 30-degree offset-barrier test, materials showing high impact strength and puncture resistance on instrumented (Dynatup) impact tests were prioritized. During impact testing, the impactor fell at 6.6 m/s and tests were conducted at -40°, 23°, and 125°C. High glass loadings in the structural SMC grades made it difficult to maintain good wetout. When researchers examined broken samples by microscope, they found significant glass pullout from the matrix, but no broken glass. The 3Ʃ data spread was characterized as “noisy and wide” and didn’t provide required safety margins. Since there was no time to reformulate, researchers turned to different technology — glass-mat thermoplastic (GMT) composite.
Novel, not new
Three commercial grades of GMTex glass fabric-reinforced composite with a polypropylene matrix from Quadrant Plastic Composites AG (QPC, a group company of Mitsubishi Chemical, Lenzburg, Switzerland) were evaluated. The highest-performing grade was 4.3 millimeters thick and featured multiple layers of woven, oriented glass mats (4/1 weave, 0/90 degrees) with a core of randomly oriented, 50-millimeter chopped glass. By integrating both woven and chopped fibers, the material provides a high-impact, consistent and homogeneous laminate, with an FWF of 61 percent. An intermediate grade was 3.0 millimeters thick and featured a woven glass fabric integrated with multiple layers of chopped glass, with an FWF of 40 percent. The third grade was 1.8 millimeters thick and combined woven fabric with chopped glass in a thinner laminate, with an FWF of 40 percent. Although fabric-reinforced GMT is not new, and has been used commercially in the automotive industry for decades, this was the first time that either GM or molder Continental Structural Plastics (CSP, a Teijin Group company, Auburn Hills, Mich., U.S.) had worked with these next-generation hybrid-mat GMT composites combining both fabrics and chopped glass mats.
“The two higher-performing grades worked, the 3Ʃ data spread was narrow and the thickest material gave us a significant safety factor, which is what we wanted,” explains Kestutus “Stu” Sonta, GM material engineer-advanced materials electrification, who was materials lead on the shield redesign project.
Next, small-scale test results were validated using full-size parts to increase confidence before the final full-vehicle crash test. A non-optimized C-shaped design had already been developed to evaluate SMC and GMT materials via simulation. This model was used to rapidly cut a prototype aluminum tool at GM to mold preliminary test parts in the 4.3-millimeter-thick grade (GMTex X103F61-4/1-0/90). These parts were then subjected to sled testing, which drops a mass from two stories at a speed designed to simulate the loads seen in the 30-degree offset-barrier test. The impacted structure is a greatly simplified chassis consisting of rails, axles and wheels, a battery tray, an instrumented but non-powered 12-volt battery, engine-bay components predicted via simulation to damage the battery in a severe crash and the GMT shield — all in the same relative position they would be in on a real vehicle. Many rounds of sled testing were completed and the team recorded very similar loads to those measured with earlier full-vehicle crash tests, which validated both concept and the material/process combination.
Fold and cut
GM and CSP teams worked together to further optimize the C-shaped shield’s design, which subsequently was used to produce the production tool, waterjet fixture and check fixture used to inspect finished parts.
“We tweaked our initial design to allow for clearances, wire routing and fitment to the battery,” recalls Sonta. “For process economics, the part’s geometry lends itself to being molded as a long C-section channel, which can then be placed in a CNC fixture and six production parts cut from it via waterjet.” He emphasizes this was a completely new design, optimized for composites, not a metals design into which composites were force-fit.
“We also modified the design to improve draft angles on those deep-draw vertical walls, as well as to incorporate locators for waterjetting, and to balance the charge,” adds Dale Armstrong, CSP engineering manager and processing lead on the project. “Molding was straightforward. It was programming the waterjet to create all the geometry we needed in the net-shape part that was a bit challenging. We’re doing things with this material that the supplier never envisioned.”
QPC supplies the material as a precut blank of approximately 930 by 500 millimeters. A single blank is used each molding cycle to form the C-section from which production parts are cut. The material first runs through a four-stage infrared oven at CSP’s Conneaut, Ohio, plant and is transferred to a neighboring, low-tonnage compression press. When heated, chopped glass fiber in the consolidated blank lofts approximately twice its previous thickness owing to a phenomenon called glass springback — in this case, the blank going into the tool is almost 9 millimeters thick and is reconsolidated during molding. Button-to-button cycle time is around a minute. No modification (via flame retardants or foils) were required for the part to pass FMVSS 302.
One of the interesting features of this GMT material is that, owing to both high glass loading and the textile layers, it has limited flow. Because of that, it’s not technically compression molded but rather is thermoformed (or hot pressed) under low forming pressures. “Given the nature of this material, we need very little pressure to reconsolidate it,” adds Armstrong. Since forming pressures are low and there’s little material flow, no shear edges were needed on the tool.
By keeping part and tool designs simple, a family tool was quickly made, keeping the project on track and holding down costs. Prototypes and early pre-production parts were molded on the aluminum tool, but given vehicle production volumes, GM opted for P20 steel on production tooling for longevity. Laval International (Tecumseh, Ontario, Canada) produced that tool.
Not lost in translation
The final part has a flat back and two flanges coming off at 90-degree angles with dimensions of roughly 187 by 142 by 161 millimeters and a nominal wall of 4.0 millimeters. Best estimates are that the composite design weighs 75 percent less and costs 60 percent less than a comparably performing metal shield. Despite the speed with which the project proceeded, the team agrees that both process and design worked as expected, and the new shields passed crash testing with flying colors, providing extra protection to key safety systems.
“This program showcases how nimble we can be with the help of our suppliers,” summarizes Sonta, who adds that core concepts learned during this project have already been translated to several other platforms globally.







.jpg;maxWidth=300;quality=90;format=webp)




Related Content

Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
National Composites announces partners with compression toolmaker Laval
The new alliance will broaden National Composites’ capabilities in SMC and BMC and tooling, while providing customers with comprehensive solutions, from initial design to final delivery.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read More
Price, performance, protection: EV battery enclosures, Part 1
Composite technologies are growing in use as suppliers continue efforts to meet more demanding requirements for EV battery enclosures.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More