
Market outlook: Fiber-reinforced phenolics
Phenolics gain new footholds in anticorrosion markets now dominated by polyesters and epoxies.
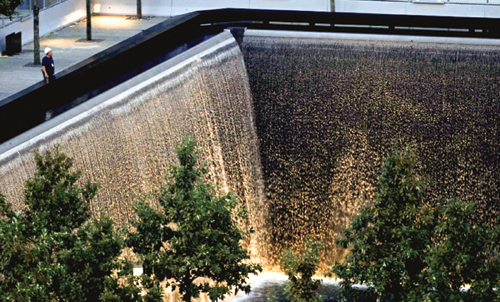
The National September 11 Memorial’s two waterfalls empty into pools with the approximate footprint of the original twin towers. The fountains hold ~600,000 gal (~2.3 million liters) of water recirculated for treatment via fiber-reinforced phenolic piping. Source: FiberSystems Inc.

FiberSystems Inc. (Dayton, Ohio) fabricated 12- and 16-inch diameter pipe for the 9/11 memorial. The pipe was wet filament wound with a dual-layer construction, with an outer layer of about 60 percent glass/phenolic. Source: FiberSystems Inc.

Phenolic FRP is used widely for mass transit applications in Europe, where the fire and smoke toxicity requirements are more stringent. Much of the interior of the passenger train cars used in the undersea rail tunnel (Chunnel) between England and France, are made of phenolic FRP. This club car interior was hand layed with Momentive Specialty Chemicals’ Cellobond J2027L phenolic resin and a Phencat 10 catalyst. Source: Mektech

A locomotive used in the undersea rail tunnel (Chunnel) between England and France Chemicals’ Cellobond J2027L phenolic resin and a Phencat 10 catalyst. Source: Mektech



Phenolic resins were the first commercially available synthetic plastics. During the early part of the 20th century, nearly every home was stocked with household items, from combs to bowls to radios, made of Bakelite, a mix of phenolic resin and wood flour.
The resin’s cure cycle, which involves an acid- or base-catalyzed condensation reaction of formaldehyde and phenol, is characterized by fully or nearly saturated crosslinking of every phenol group via methylene bridges, yielding a part with good thermal stability and superior hardness and flame, smoke and toxicity (FST) properties.



These properties have long been touted in industrial and architectural applications that require corrosion- or heat-resistance. According to one veteran industry consultant, some engineers believe that phenolic-coated steel beams might have prevented the collapse of the World Trade Center towers after the 9/11 terrorist attacks. The perceived downside to phenolics, however, is that they’ve had a shorter shelf life and are more difficult to process than other thermosets.
Over the past few decades, however, several newer, easier-to-process grades of phenolic have gradually gained market share in applications that require stringent corrosion resistance or superior FST properties. One is Cellobond, originally developed by London, U.K.-based BP Chemicals and introduced to North America in 1990. The product line is now owned by Momentive Specialty Chemicals (Columbus, Ohio) and distributed in North America by Mektech Composites Inc. (Hillsdale, N.J.). Aram Mekjian, president of Mektech, reports that early phenolic composites could be processed in only two ways: as a prepreg in an autoclave, requiring 300°F/149°C or higher to cure; or injection molded in pellet form. The tooling required for autoclave processing and injection molding added significantly to product cost. And injection molded part mechanical properties were limited by the short length of the fibers in pellets. BP’s phenolics, however, were modified for lower molecular weight distribution, enabling molders to process them much like vinyl esters and polyesters, via hand layup, vacuum infusion, filament winding, compression molding and pultrusion. Cellobond phenolics do, however, require a two-step cure: at 140°F to 160°F (60°C to 71°C) for 20 to 30 minutes inmold, followed by a demolded postcure of 140°F to 180°F (60°C to 82°C) for an additional two to three hours.
Mektech sells a variety of grades targeted to different processes. One of the most common, Cellobond J2027L, has a viscosity of 350 cps, a water content of 11.5 percent and a specific gravity of 1.225. It is used for hand layup, filament winding, resin transfer molding (RTM) and vacuum infusion. A processor reportedly can tailor the gel time for a particular process by choosing one of three acid catalyst systems. Phencat 15, very fast, is used for sprayup. Phencat 10 provides a pot life of ~30 minutes and is applicable for hand layup. Phencat 382, with a pot life of four hours, is used for filament winding, RTM and vacuum infusion. The shelf life of neat Cellobond at room temperature (70°F/21°C) is about one month. The shelf life can be extended by five to six months if it is stored at 40°F/4°C.
Greater flexibility in phenolic processing has opened many markets to phenolics. For example, FiberSystems Inc. (FSI, Dayton, Ohio) fabricated all the large-diameter piping used in the waterfalls that feed the pools at the National September 11 Memorial at the World Trade Center site in New York City. The memorial’s two pools have the approximate footprint of the original twin towers. Together they hold about 600,000 gal (2.3 million liters) of water, and the water for each waterfall is pumped and recirculated at a rate of about 30,000 gal/min (113,500 liters/min).
As the water circulates it is purified by both chemical treatment and filtration. FSI fabricated ~4,300 linear ft (~1,311m) of 12-inch/305-mm and 16-inch/406-mm diameter pipe via wet filament winding using a “dual-wound” construction. It has an inner layer (or liner) of roughly 30 percent glass-reinforced vinyl ester and an outer layer of about 60 percent glass-reinforced phenolic. The wall thicknesses range from 0.230 inch to 0.290 inch (5.8 mm to 7.3 mm). The high-performance vinyl ester, supplied by Interplastic Corp. (St. Paul, Minn.), provides good hydrolysis, corrosion resistance and structural support; the outer phenolic layer (Cellobond J2027L), contributes more structural support and, importantly, meets New York City’s stringent FST codes. Inner and outer layers are reinforced with boron-free Advantex E-CR glass from Owens Corning Composite Solutions Business (Dublin, Ohio).
David Dean, FSI’s VP of new business development, says one reason project engineers specified composite piping for larger-diameter sections is that it’s about one-third the weight of stainless steel pipe and is, therefore, easier to install. Filament winding also allowed FSI to make the pipe in a grid-like network. “The space under the memorial is quite tight,” Dean points out. “The contractors gave us a drawing of the piping network and we literally created the sections so that all the installers would have to do is line up the flanges and bolt them together.”
Georgia-Pacific Chemicals LLC (GP, Atlanta, Ga.) manufactures phenolic resins for industrial applications under a number of trademarks: GP resins, LEAF FREE formaldehyde-free resins, RESI-SHELL and RESI-FLAKE foundry resins, RESI-MAT resins for glass mat and RESI-LAM laminating resins. Chris Lee, Georgia-Pacific’s sales manager, industrial resins, says the GP portfolio includes both acid- and base-catalyzed products. The pot life of the GP phenolics is typically in the range of one hour, but it can be extended or shortened by a selection from GP’s line of catalysts. Lee reports that the grade-specific resins can be processed by the entire range of options available to fabricators, including RTM, vacuum-assisted RTM (VARTM), hand layup, filament winding, pultrusion and (in prepreg form) autoclave.
Moving into mass transit
Not only is fiber-reinforced phenolic lighter than steel, it is 20 to 30 percent lighter than flame- and smoke-retardant polyester and vinyl ester, which are typically filled with aluminum trihydrate. “Phenolics have inherently better flame and smoke toxicity properties even without the additives, which add weight,” says Mekjian. In the U.S. the flame-spread requirement for mass-transit trains, as specified by ASTM E162, is 35 or less. Although fiber-reinforced plastic (FRP) manufactured with fire-retardant grades of vinyl ester and polyester meets the requirement, with a flame spread of about of 25, the flame spread for painted Cellobond FRP is 0.85, roughly 30 times less. That said, T. R. Morton, CEO of FSI, says the low smoke density of phenolics imparts an extra — and significant — margin of safety compared to other resins. “Smoke is usually more fatal than flames,” he points out. In the U.S., the smoke density requirement, as specified by ASTM E662, is 100 or less. Although smoke density values for polyester and vinyl ester typically lie in the range of 70 to 80, independent tests on painted Cellobond FRP yield an extremely low smoke density value of about 0.6.
Unlike phenolics, polyester and vinyl ester FRPs do not require heat to process, so parts made from those resins are slightly less expensive for molders. Although they underperform in FST tests compared to phenolics, polyester and vinyl ester still meet the letter of U.S. law. For that reason, phenolic FRP has seen much wider use in mass transit applications in Europe, where FST requirements are more stringent. For example, many interior and exterior components on locomotives and passenger cars that service the 31.4-mile/50.5-km undersea rail tunnel (Chunnel) between England and France are manufactured by hand layup of Cellobond J2027L (supplied at that time by BP) with the Phencat 10 catalyst.
More recently, however, Mekjian reports that phenolic FRP has seen increased use in North America and elsewhere to manufacture flooring in trains and buses as a replacement for traditional plywood/metal (ply/metal) constructions. Typical FRP flooring construction in these applications is a sandwich panel that comprises faceskins of 45 to 65 percent glass-filled Cellobond J2027L with either a balsa or isocyanate foam core. The panels are manufactured via VARTM or RTM. The flooring meets all FST requirements. Other critical selling points are a 50 percent weight reduction, compared to ply/metal, plus greater corrosion-resistance and durability.
Apache Pipe and Plastic (Sulphur, La.) fabricates a variety of custom piping, vessels, ducting and inserts, much of it from phenolics, for the petrochemical industry. Apache’s operations manager, Thomas Oldham, reports that piping and inserts for reaction vessels make up the bulk of the company’s business and says that customers continue to find new applications for phenolic FRP in these highly corrosive manufacturing environments. For example, a few years ago a petrochemical company ordered a 5-ft wide by 3-ft high (1.52m by 0.91m) generator transition component that directs heat from a flame arrester to a reaction vessel used to formulate vinyl at operating temperatures as high as 500°F/260°C. When the part, made from a carbon fiber composite, arrived at the plant, however, maintenance workers discovered it had shattered during shipping. The company requested that Apache build a replacement from phenolic FRP. Apache hand layed the part using Cellobond J2027L phenolic resin, Phencat 10 catalyst and 30 percent chopped-strand EC-R glass from Owens Corning. Since then, the company has ordered a second generator transition component from Apache.
Mixed in energy markets
Although Georgia-Pacific’s Lee declined to be specific, he reports “good” growth over the past three to four years for his company’s phenolic resin in mass transit, marine and aerospace, with “some interest” from the offshore oil market. Phenolics have made significant headway in the past three decades as a replacement for metal in gratings installed on offshore oil and gas platforms. Phenolic FRP is not only lighter and more corrosion resistant than metal, but it also has the edge over fire-retardant vinyl ester for this structural application, which must meet stringent U.S. Coast Guard fire-performance standards. At 266°F/130°C, vinyl ester FRP loses about 50 percent of its room-temperature flexural modulus. Phenolic FRP, however, retains more than 90 percent of its ambient flexural modulus at temperatures as high as 392°F/200°C.
Globally, suppliers are seeing growth in the use of phenolics on offshore oil platforms, but some North American manufacturers of FRP are witnessing a strong downturn in this arena. “We had a $3 million dollar order that was put on hold and never renewed,” says FSI’s Morton, citing current U.S. government policy toward oil and gas exploration as the cause. “We haven’t built an offshore platform in years,” he says, adding, “All that work is going to Brazil.” Morton notes the company also has seen a significant decrease in duct and pipe fabrication for coal-fired plants due to similar concerns about government policy.
Morton says more extensive corrosion test data, and better marketing, is key to sales growth. He reports that formulators have invested much time and money to develop case histories that document the resin’s resistance to hosts of corrosive agents at a wide range of temperatures. “Electronics and chip manufacturing is potentially a huge market for phenolics, but to this day, there is no coordinated marketing approach, nor is there corrosion data on phenolics to the extent there is for other resins,” he notes. And he contends that the best strategy is to sell end-users on phenolic FRP’s unparalleled corrosion-resistance and low smoke toxicity. If the industry can produce test data to support these claims, then proponents of phenolic composites say they’d gain nearly unlimited access to new markets.
Molding Products LLC








Related Content

BrainDrip scales up composite technology to meet current, future energy infrastructure needs
Next-generation composite pipe development with embedded, AI-enhanced health monitoring will modernize new and aging pipelines globally.
Read More
Re-Wind Network completes first U.S. BladeBridge in Georgia
Beaverbrook Park now exhibits a 50-foot pedestrian bridge design consisting of a decommissioned wind blade flanked by two wooden decks.
Read More
Composite Braiding awarded for TPC twin track cantilever support
Railway infrastructure cuts weight by 84%, carbon emissions by 80% and installation time by 50% while automated process offers ≥90% lower labor costs, waste and energy use versus traditional composites manufacturing.
Read More
Woven UD fabric enhances scalable carbon fiber options for infrastructure
CAMX 2025: Zoltek introduces PX35 woven UD fabric which bridges the gap between performance and affordability for retrofit and new build scenarios.
Read MoreRead Next

Dialing in composites performance via dynamic digital twins
Sport Dynamics Lab uses Flexdynamics testing, digital models and AI tools to compare designs, materials and systems, enabling optimization with potential for propellers, drones and vibrational structures.
Read More
Industrial ultrasonic NDT adaptation permits accessible composite bicycle inspection
Cycle Inspect's ASNT-aligned certification program employs affordable twin-crystal ultrasonic testing equipment and standardized inspection methods to detect damage in composite bicycle components.
Read More
Post Cure: 3D printed plastic, composite mouthstick designs assist limited-mobility users
Three M Tool and Machine has used its in-house additive manufacturing capabilities to rethink medical devices like mouthsticks, which must be stiff, lightweight and comfortable enough for everyday use.
Read More