
CAMX 2016 preview: AGFM
American GFM Corp./GFM (AGFM, Chesapeake, VA, US; GFM, Styer, Austria) is introducing its Model US-120/CM-10 system, featuring automated and semi-automated ply cutting, sequential offloading, sorting and kitting to prepare for ply lay up.






American GFM Corp./GFM (AGFM, Chesapeake, VA, US; GFM, Styer, Austria) is introducing its Model US-120/CM-10 system, featuring automated and semi-automated ply cutting, sequential offloading, sorting and kitting to prepare for ply lay up. These tasks have typically been performed manually, and have involved non-computer-supported processes, other than automated computerized nesting of individual plies. Model US120-CM10 features a three-zone ply cutter, which provides maximum throughput by enabling ply marking, ply cutting and ply offloading simultaneously, thereby enabling the operator to be consistently productive, offloading while both the marking and cutting of additional plies are being performed simultaneously by separate gantries in separate zones along the length of the machine. The cutting gantry is driven by a linear motor drive system. This provides ultrasonic ply cutting at a maximum of 4,800 inches/minute, with acceleration rate of 10-15 m/sec2, vs. 1.5 m/sec2 for other models. AGFM says the production output of the US-120/CM-10 is more than twice that of the other ply cutters.



NEW CULTURE ENABLING HIGH PRODUCTION SEQUENTIAL PLY OFFLOADING, SORTING AND KITTING FOR LAYUP
AGFM/GFM have developed a new computer supported system called Pick & Distribute (P&D), that addresses and eliminates the problems mentioned above, that are part of the Traditional Culture involving ply offloading, sorting and kitting.
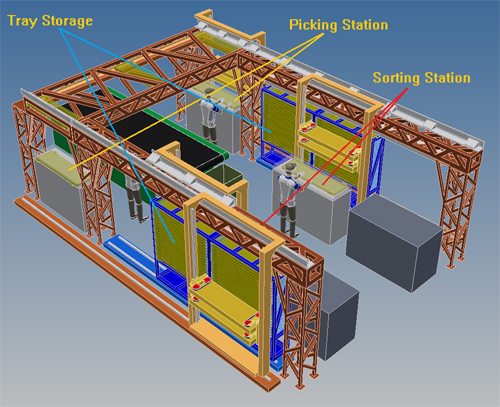
Complete American GFM Pick and Distribute System
The system starts with an operator on each side of the machine offloading the plies from a given window (area on the ply cutter off-load table), guided by a laser pointing to the correct ply in reverse sequence of plies in that window, but with some gaps in the sequence. The gaps will be filled in at the next tray station, the final sorting station, which enables one operator to easily sort plies from trays that both offload operators have loaded onto trays. Therefore all plies in one kit are in correct reverse lay up sequence. Also, the plies will be verified at each station, thus tracking each ply from offload to lay up.
The individual kits can then be transported to either a freezer or directly to a lay up station. All plies from a given kit will arrive at the lay up station in reverse lay up sequence.
American GFM US120-CM10 with Pick and Distribute Demonstration Unit
NOTE: As indicated by the description of the two programs above, they require culture changes, as do many of the new programs and processes evolving , especially in Aerospace Composites. However these new processes and systems, will assure maximum production rates, with the numbers of typical errors either greatly reduced or eliminated, and will assure maximum material utilization, and provide consistently high production rates for each kit from one time to the next, and for one composites part manufactured by these processes, to the next part manufactured by these processes.
AGFM and GFM are suppliers to many major Aerospace Companies, plus other composites-related industries, and for several major Aircraft Composite Manufacturing Programs, supplying several types of machine tools/systems, including Ultrasonic Cutting Machines, Routing Machines, Combination Ultrasonic Cutting and Routing Machines,Flat Tape Laying Machines, Special Equipment/Systems and two of the Largest Automated, Integrated Composites Manufacturing Cells in the world.












Related Content

Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Price, performance, protection: EV battery enclosures, Part 1
Composite technologies are growing in use as suppliers continue efforts to meet more demanding requirements for EV battery enclosures.
Read More
Composite rebar for future infrastructure
GFRP eliminates risk of corrosion and increases durability fourfold for reinforced concrete that meets future demands as traffic, urbanization and extreme weather increase.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More