
CAMX 2015: Eyecatchers
A selection of parts, processes and new players from the exhibit floor as well some interesting developments from the technical sessions.







|
Tepex sheet in production: Automotive seat shell for a major OEM (left) and infotainment bracket for Audi A6 (center) use PA6/glass fiber while Nike soccer shoe sole features aluminized glass fiber and TPU. SOURCE: CW.
Overmolded composites
From aerospace to automotive to sporting goods, overmolded composites are gaining traction. Lanxess (Cologne, Germany and Pittsburgh, PA, US) displayed a wide range of parts using TEPEX Dynalite composite sheet from subsidiary Bond-Laminates (Brilon, Germany). Both the automotive seat shell and Audi A6 infotainment bracket are in production using TEPEX Dynalite PA6/glass fiber sheet overmolded with 30% glass fiber filled PA6 compound. The seat shell achieves a 30-40% weight savings and eliminates multiple post-forming processes vs. steel while integrating inserts via a one-shot process. A passenger airbag housing demonstrator made with the same materials increases strength while cutting weight 35% vs. an unreinforced thermoplastic, dropping thickness from between 3.5 and 4 mm down to 0.5mm.
The Nike soccer shoe sole exhibited uses aluminized glass fibers and thermoplastic polyurethane (TPU), tailored using +45°/-45° fibers in the toe for flexibility and additional local reinforcements for stiffness in the arch.




PEEK and PAEK for aero components: Tri-Mack augments its automated processing of continuous fiber layups with molded-in inserts and overmolded complex geometries in a one-step, hybrid process (left). Victrex offers AE250 PAEK composite panels and tapes for overmolded aerocomposites (right). SOURCE: CW and Victrex.
For aerospace, Victrex (West Conshokocken, PA, US) displayed their AE250 PAEK composite materials which offer the same service temperature and performance of PEEK but can be functionlized via overmolding. Unidirectional tape and panels are available and being qualified at multiple OEMS and tier suppliers.
One such supplier is Tri-Mack (Bristol, RI, US), which is augmenting continuous fiber layups made with an automated process by molding in inserts and overmolding complex geometries in a one-step, hybrid process.
Large composite panels
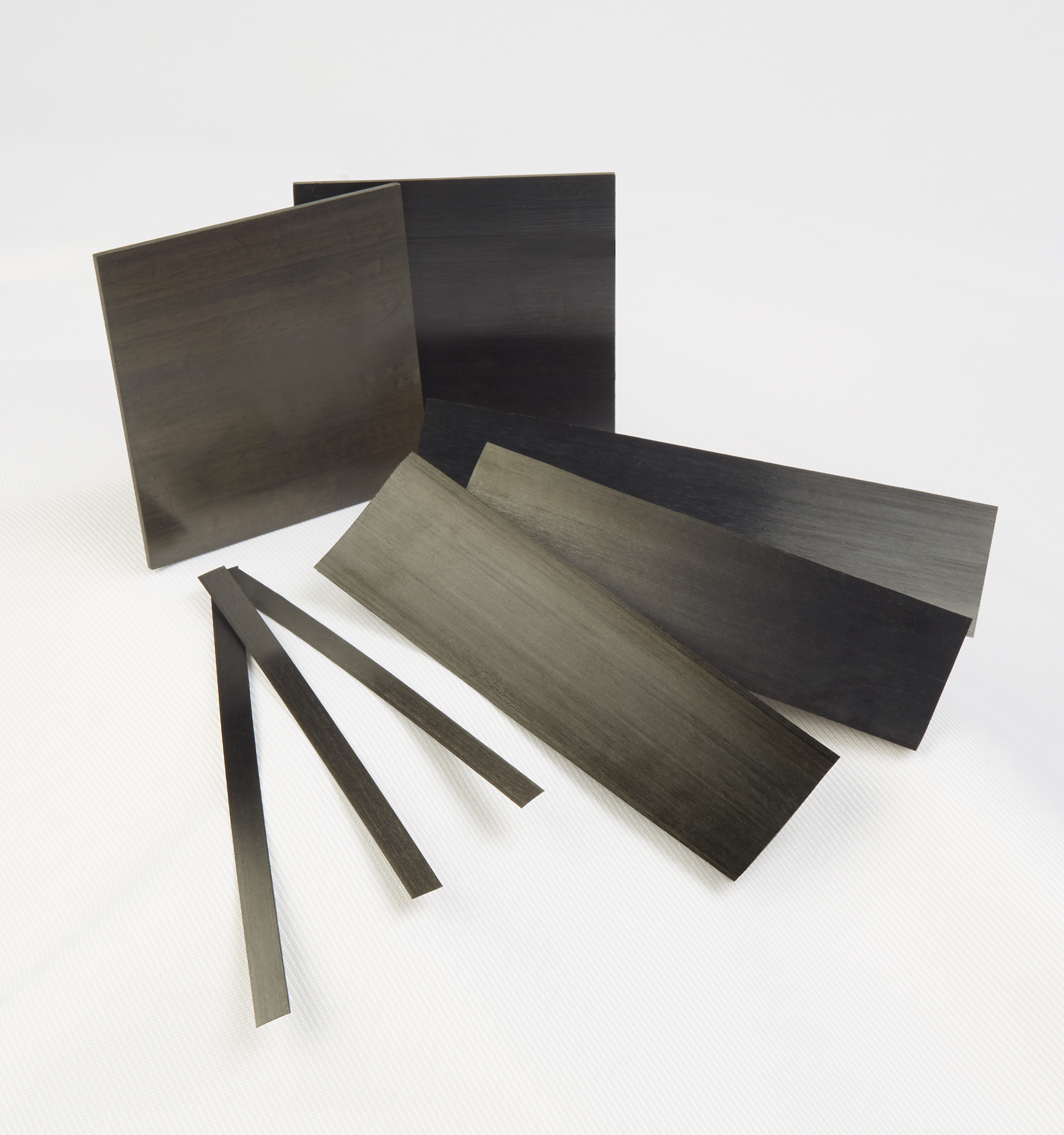
Thermoplastics are also being used to produce 3m by 9m structural composite panels made by Axia Materials (Seoul, South Korea). Using powdered in-house matrix systems, Axia achieves water-like viscosity upon heating which it claims achieves excellent wet-out, including impregnation of the filaments in the fiber, all in a continuous process. The 3m-wide rolls, complete with UV coating on one side, are then laminated onto various core materials, also in a continuous process, to produce composite structural insulation panels (SIPs) which are lightweight, waterproof and UV-resistant for walls, floors and roofs that Axia is developing for military shelters, modular housing and much more. The flat structural panels can be shipped in a container and then quickly assembled using bonding and/or structural connectors on-site.
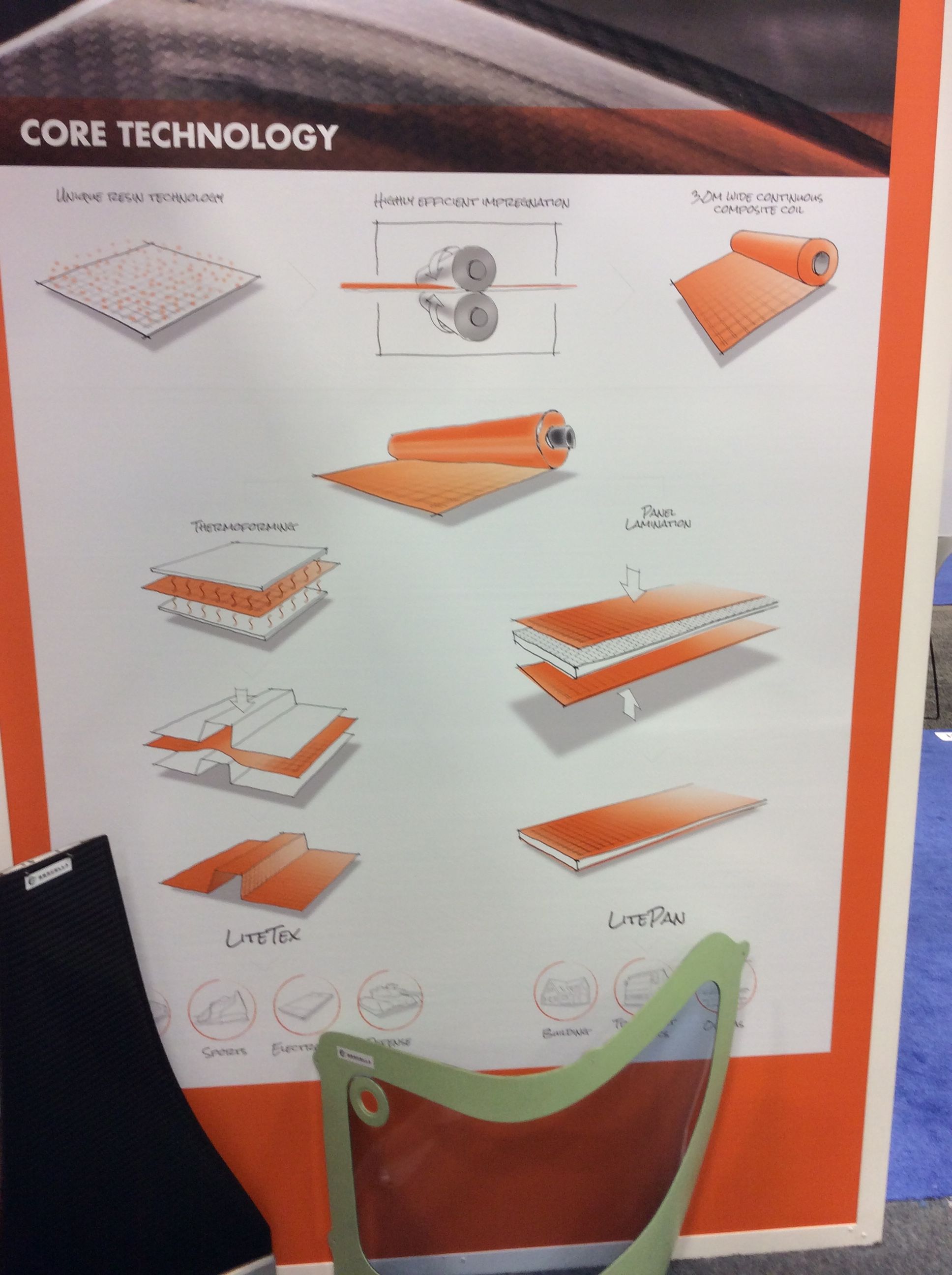
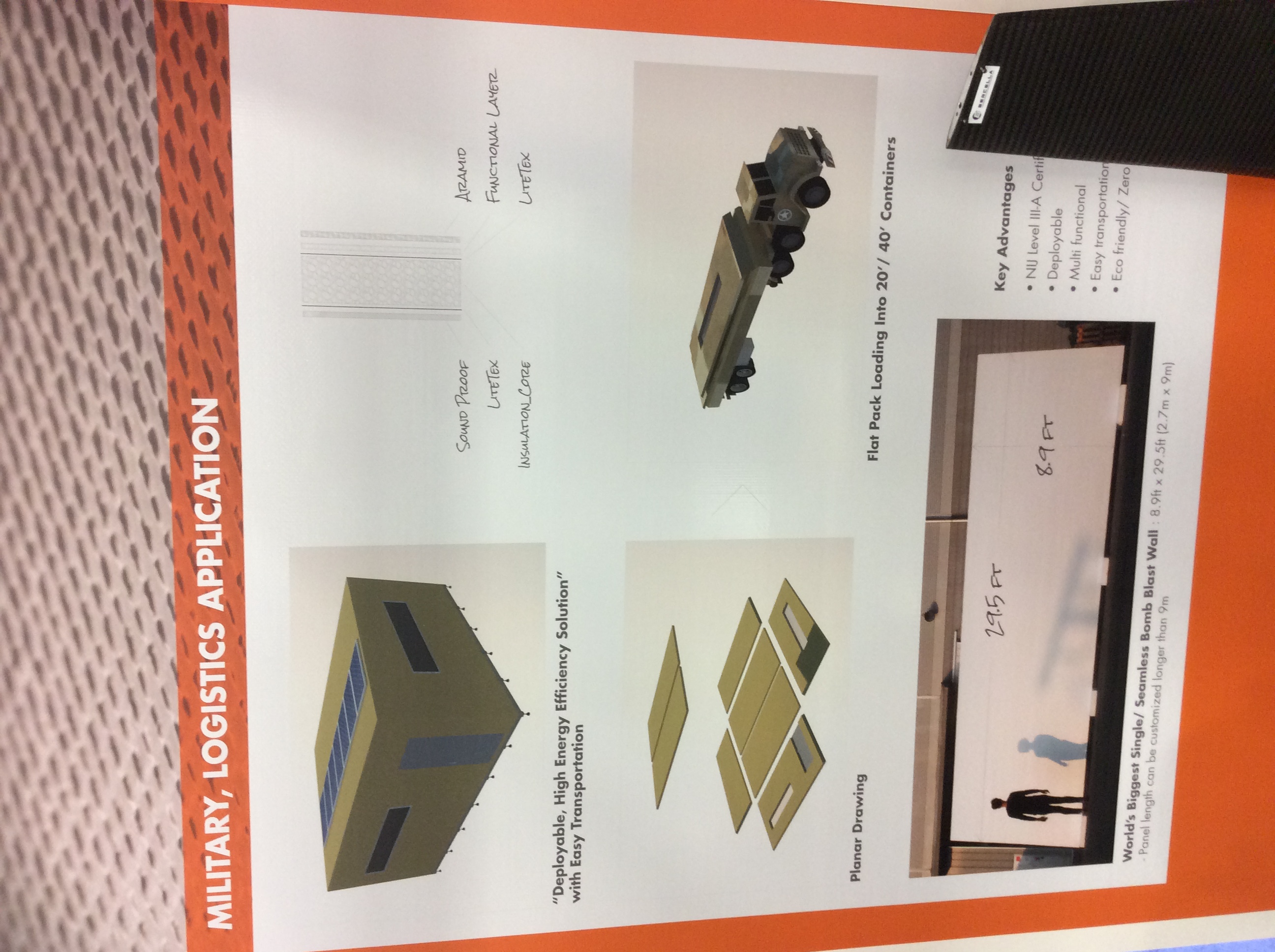
Axia Materials is manufacturing large thermoplastic composite panels using an innovative continuous process. SOURCE: CW
Automation
Axia was not the only company at CAMX highlighting advances in automating composites manufacturing. MIKROSAM (Prilep, Macedonia) has already delivered an automated line which produces 500,000 high-quality, filament-wound liquid propane gas (LPG) tanks/yr. It is now in the process of assembling a new fully automated line, but this one will deliver compressed natural gas (CNG) tanks, which withstand pressures of 250 bar vs. 20 bar for LPG tanks, at the rate of 50,000/yr. These systems encompass automated liner handling, fast filament winding with patented automatic fiber cut & restart and quick-clean resin bath, energy efficient curing oven, quality assurance testing and state-of-the art quality control and data acquisition, all managed from an easy-to-use control system.

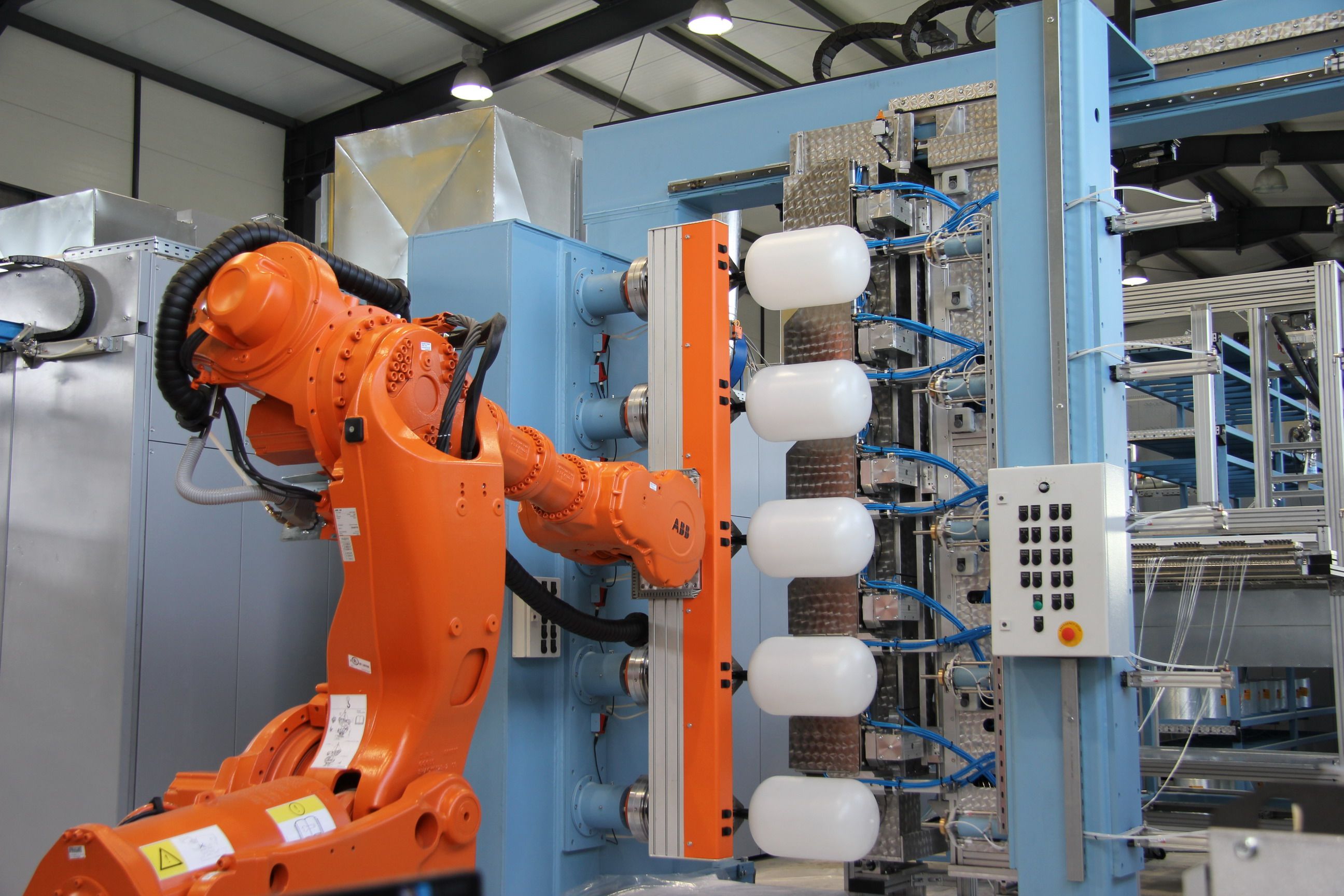
Mikrosam has delivered an automated production line which outputs 500,000 filament-wound LPG tanks/yr. SOURCE: MIKROSAM
Another resource for manufacturers seeking automation is Composite Alliance Corp. (CAC, Dallas, TX, US). Established in 2014, CAC is a partnership between mold, press and automation supplier Techni-Modul Engineering (Coudes, France), resin injection specialist ISOJET Equipments (Corbas, France), preforming and textiles producer Shikibo Ltd. (Osaka, Japan) and oven/curing equipment supplier sat-thermique (Mery, France). Though CAC draws from these companies’ decades of experience, it works with many suppliers (e.g., ABB) who also act as development partners to meet customers’ needs. “We offer one point of responsibility,” says business development director Chantal Wierckx, “and already have many years of experience in providing fully automated, integrated manufacturing systems for composites.” Customers include the University of Maine and SNECMA, though Wierckx notes CAC is currently working with a number of Brazilian and Chinese manufacturers. She adds that CAC stresses reduced capital investment via production simulation in order to optimize work flow and process efficiency, and also is developing “intelligent automation”, for example, robots that can pick & place but also control positioning and perform quality checks such as fiber orientation. Systems like this for prepreg are in final development, aimed at helping the aerospace industry address its huge backlog, which mandates automation for increased production, quality and repeatability.
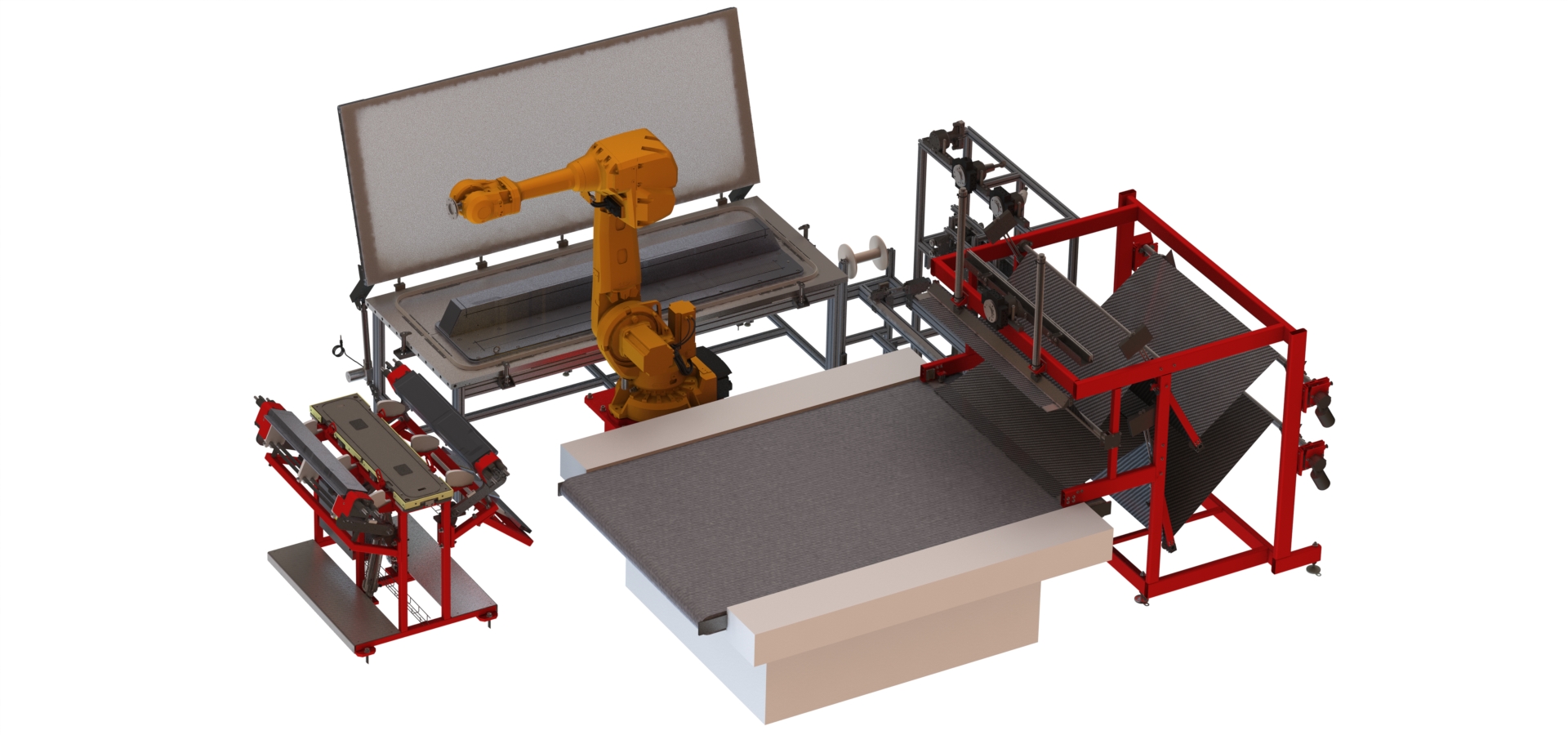
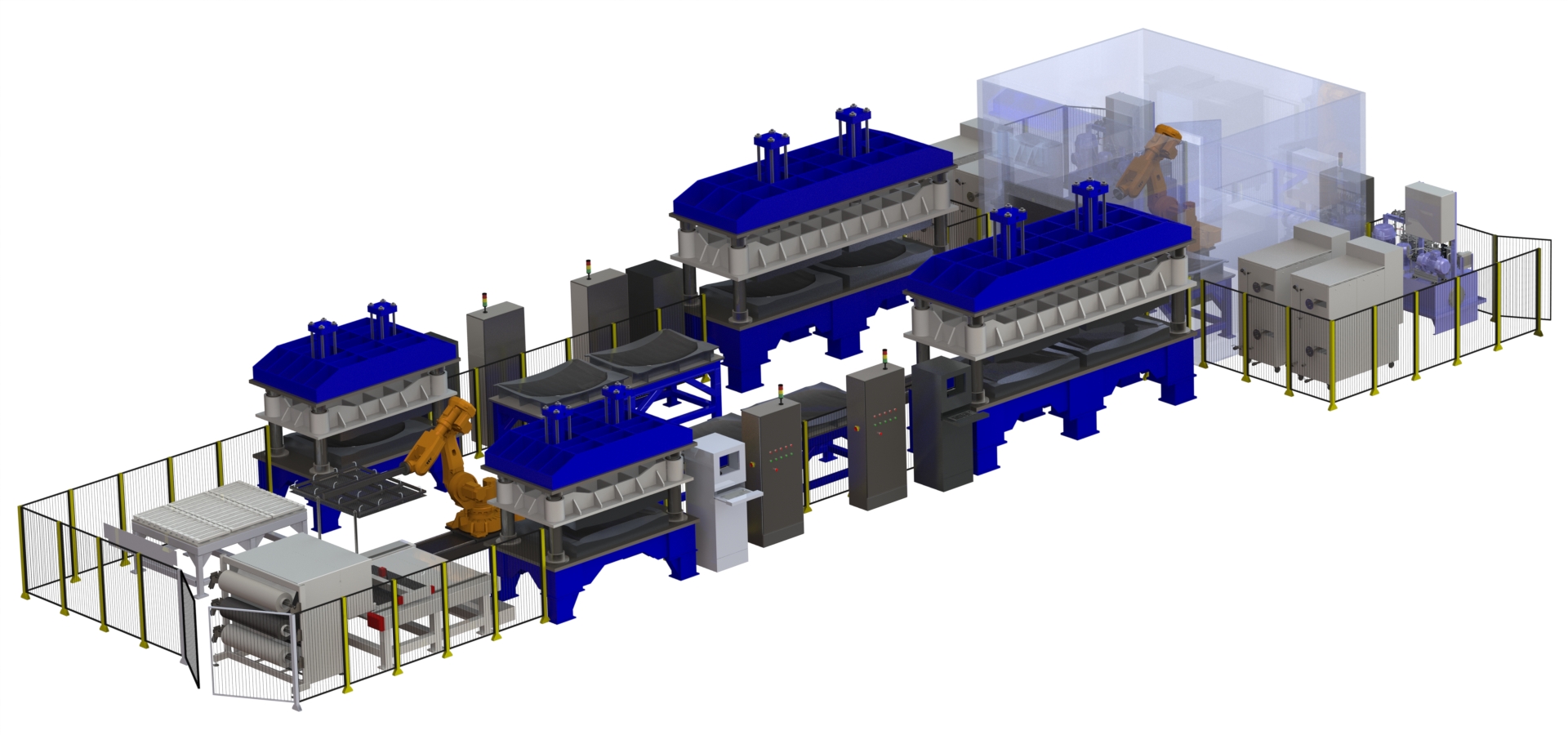
Composite Alliance Center (CAC) develops a wide range of automated equipment and turnkey manufacturing systems for composites like this robotic cell for draping I-beam preforms for an RTM aerospace application (left) and an automated production line for prepreg components (right). SOURCE: CAC.
Sustainability
Bioresins and biofibers are only the beginning. Epoxies can now be turned into recyclable thermoplastics and the push to develop both recycling methods and applications to take recycled composite products is gaining proponents and momentum.


SOURCE: CW
Connora Technologies (Hayward, CA, US) showed a carbon fiber/epoxy backpack frame that can be turned back into continuous woven fabric (right image) using acetic acid (vinegar) thanks to its Recyclamine hardener. It also enables recyclable solid surface materials (upper right of left image) and the Enjoy handplanes being sold by Patagonia, which use Entropy Resins’ (Hayward, CA, US) Super Sap bio epoxy with a 100% biodegradable core (lower left of left image). Watch the video on how Connora worked with the developers of the Enjoy handplanes and also look at Connora’s recycling on Instagram.


Lingrove (San Francisco, CA, US) has long mastered mixing biofibers and bioresins to produce more sustatinable prepregs and composite products, but now shows off new applications for UAV, auto and marine, like the CAMX award finalist Ekoa stand up paddleboard (SUP) paddle (left image) and this lightweight motorcycle fender made with Ekoa prepreg (right image). The lightweight Ekoa paddle exhibits significant vibration damping for a better ‘feel’ and less fatigue from thousands of strokes per paddling session. Carbon fiber, in contract, is generally too rigid for many paddlers while wood is too heavy.
Aerospace industry explores 3D printed composites and faster certification
In two separate Wednesday sessions, NASA Glenn Research Center (Cleveland, OH, US) and Raytheon Missile Systems (Tucson, AZ, US) showed results of their investigations into 3D printed structures using chopped carbon fiber filled Ultem 1000 and 9085 polyetherimide (PEI) and thermoplastic polyurethane (TPU) shape memory polymer (SMP), respectively. NASA Glenn showed printed engine vanes, part of its pursuit of a fully nonmetallic gas turbine engine. Raytheon has successfully printed complex shapes loaded with graphite for electrostatic properties and is characterizing the 3D printed TPU SMP materials, with a view to developing short fiber reinforced 3D printed parts in the future. Specific applications could not be discussed.
Three different Thursday sessions discussed the issues of how to speed up insertion of new materials, certification and generation of design allowables. The first was Carl Rousseau’s review of an accelerated new materials insertion at Lockheed Martin Aeronautics (LM, Palmdale, CA, US). Thanks to its long history of statistical pooling in allowables data generation, Rousseau’s team was able to cut testing from a typical 24 months and 3,000 test coupons to under one year and 819 coupons. The CFRP tape was an existing material, but new to LM Aero. Rousseau presented significant details, offering a good primer for this time-compressed yet still conservative approach.
The second talk was given by Robert Schmitz, business development manager at eXstream Engineering (Newport Beach, CA, US), who also claims a conservative approach to generating design allowables, but instead based on virtual testing using the company’s Digimat-VA (as in Virtual Allowables) software. The software uses a physics-based approach, predicting the behavior of composite coupon tests using standard materials and lamina input data (e.g. NCAMP datasheet, in-house and/or supplier experimental data) which are calibrated and then used to create finite element and progressive failure models that simulate ply and laminate performance.
Carl Rousseau gave the final talk, provocatively titled, “Why virtual allowables are not cost-effective”. He showed cost and time assumptions for generation of design allowables for the traditional physical testing-based building block approach (BBA) vs. the virtual allowables (VA) approach for a typical carbon fiber/epoxy UD tape. His estimates concluded that BBA costs $1-2 million and takes roughly 2 years, while VA totals $1.2-1.9 million and 24-28 months. He conceded that once you could possible save time and money on the second and following qualifications with the same customer, because extended meetings to prove the validity of and instill confidence in the approach would no longer be needed. Rousseau suggested that a better place for VA is higher up the pyramid, to reduce the number of more expensive sub-structure and structural tests. Schmitz from eXstream agreed, although he believes Rousseau’s cost and time estimated for VA could be improved, which would show its potential at the coupon level as well. Both agree that the debate is worthwhile and many questions need to be asked and answered as the industry moves forward.
















Related Content

Scott Bader partners with Elixir for Crestabond distribution in India
Crestabond MMA structural adhesives range will continue to drive advanced composites growth in India, in addition to Scott Bader’s global expertise and local technical support.
Read More
Scott Bader ATC begins Crestabond MMA structural adhesive production
Scott Bader’s Drummondville, Canada, facility has begun manufacturing and supplying composites-applicable adhesives to its North American customers.
Read More
Pro-Set named official materials supplier for New York Yacht Club American Magic
Competitive sailing team prepares for the 37th America’s Cup beginning in August 2024 with adhesives, resins and laminate testing services for its AC75 monohull construction.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More