
Tooling roundup: New materials, new methods
"Ingenuity" describes new tooling approaches for composites manufacturing.





Source: SP SystemsA marine tool made with SPRINT materials from SP Systems is shown with its steel backup structure. SPRINT uses resin film infusion as an alternative to traditional prepreg tooling materials.

Source: EDO Corp.A complex, one-piece torque box was successfully fabricated with a multi-piece tool incorporating metals with different CTEs for differential expansion and consolidation of the layup. The rendering shows the part's internal structure.

Source: Sandia National LaboratoryTEPIC high-temperature foam is ideal for master models, and can be machined using a variety of common tools.
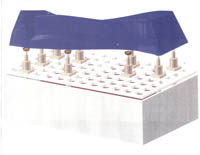
Source: General MagnaplateAn artist's rendering shows a CMPT sprayed metal tool face supported on an adjustable "pogo" tool holding backup system.

Source: AirtechA conical master model, prepared with Airtech's Infusioncoat surfacing material, is layed up with new Toolfusion material, which produces cost-effective composite tools with very low void content, via vacuum infusion.
Once dubbed by an industry writer the "Rodney Dangerfield" of composites, the tooling trade has definitely moved up to new levels of sophistication and earned the industry's respect. The growth of advanced composites applications -- particularly parts with complex contours -- has heightened the need for tooling that affords design flexibility as well as repeatable and accurate performance. No single, ideal material exists that's right for all projects. Every tooling material has its advantages and disadvantages, which must be assessed on a project-specific basis. Certainly, large steel, aluminum and Invar tools are still selected for many critical aerospace projects because of their durability and predictable temperature profile. But, tooling manufacturers continue to push the envelope, demonstrating ingenuity and innovation in the quest for more cost-effective alternatives. As a result, high-performance composites manufacturers have a host of recently introduced tooling materials and design concepts from which to choose.
Carbon prepreg alternatives
Carbon fiber/epoxy prepreg tools are entirely appropriate for limited-production or prototype parts with complex contours. Like the specialty metallic alloys, carbon offers coefficient of thermal expansion (CTE) compatibility with part materials, but results in a lighter, easier-to-handle and less costly tool. Carbon tools also have lower overall mass, resulting in faster heat cycling and less energy use. High-temperature heat cycle durability and propensity for damage can be issues in autoclave manufacturing, and as a result, many projects are moving out of the autoclave. To keep pace, toolmakers are responding with some lower-temperature and less-labor-intensive alternatives to traditional tooling prepregs.



Dry fiber costs less than prepreg, and vacuum infusion, once mastered, requires less labor than hand layup. With an eye to those realities, Airtech International Inc. (Huntington Beach, Calif., U.S.A.), a long-time supplier of traditional composite materials, recently introduced a combination of fabrics and resins called Toolfusion, for vacuum-assisted resin transfer molded (VARTM) tools. Toolfusion has been demonstrated as suitable for aerospace-grade parts, with service temperatures in the >150°C/300°F range.
Guy Schindler, Airtech's technical director, notes two key advantages in infused tools. First, they do not require autoclave cure, which means that a wider variety of room-temperature master models can be used to create them. Second, infusion enables more reverse engineering, because tools can be taken from parts without exposing them to damaging heat.
Airtech offers two epoxy systems reinforced with either glass or carbon fabrics: Toolfusion 1A/1B is cured at room temperature, with postcure at 191°C/375°F. For higher performance, toolmakers may chose Toolfusion 2A/2B, which is cured at 55°C/130°F, with freestanding postcure at 200°C/392°F, achieving a Tg of 183°C/360°F. The low-viscosity, two-part resins are formulated in-house by Airtech and require no refrigeration, which means long shelf life and unlimited out time. Fabrics are optimized for resin dispersion.
To make a Toolfusion tool, an Airtech resin called Infusioncoat is first hand applied over the model or plug surface. The black, non-sagging resin essentially acts as a gel coat or hard surfacing layer, and provides sufficient tack to hold the first fabric ply in place. (Airtac 2 spray tackifier or Tac-Strip tacking mesh can be used to position subsequent plies.) A resin-permeable peel ply is placed over the dry fabric stack, followed by a resin distribution mesh. The layup is then vacuum bagged and prepared for resin infusion.
Schindler stresses that toolmakers need to understand VARTM to ensure good resin flow and complete wetout of the reinforcement under vacuum pressure. Vacuum integrity is extremely critical because any leaks will introduce air into the laminate, causing a loss of compaction and increased void content. He recommends that full vacuum be maintained for a minimum of 24 hours at 22°C/72°F to allow the system to cure to a stable condition. Exposure to mild heat significantly reduces cure time.
Airtech also sells backup structures, including Masterflex S-Series, a spiral-cut, flexible square tube made of carbon or glass cloth stiffened with a binder. The tubing can be applied to the back of the tool as a hat stiffener, using tooling prepreg or wet layup plies. Masterflex stiffens the tool face for better dimensional control during cycling, but unlike tooling boards, it doesn't interfere with uniform heat distribution, says Schindler. Backup structures can be built with Masterflex pultruded carbon fiber tubing.
"Toolfusion tools have an optimal fiber-to-resin ratio and less than 1 percent voids, which defines a good laminate for high-quality carbon composite tooling," concludes Schindler.
Another tooling prepreg alternative, normally used for producing parts, is SP Resin Infusion Technology, or SPRINT, from SP Systems (Newport, Isle of Wight, U.K.). SP interleaves pre-catalyzed resin film and dry carbon or glass fiber fabrics to create tooling SPRINT ("T-SPRINT") material. T-SPRINT allows entrapped air to escape more easily during compaction and cure, for exceptionally low void content, says SP's tooling products manager Andy Harvey. "You don't need to debulk as often during layup and you can achieve a 0.5 percent void content or less," he says. (Voids are the bane of tooling designers because they tend to act as point sources for microcracks during heat cycling, leading to tool damage.) Essentially a resin film infusion material that is sandwiched between fabric layers, SPRINT's resin must travel at most a few millimeters to fully wetout the reinforcement. Therefore, SPRINT can incorporate higher-performance, toughened prepreg-quality resins that have viscosities too high to be workable with wet layup or other infusion methods. But like prepreg, adds Harvey, "SPRINT has excellent drapability and is easy to lay up and reposition on the pattern or plug."
Although it can be cured at room temperature under a vacuum bag, T-SPRINT has a relatively high service temperature of 160°C/320°F. Target markets are large molds for the wind turbine and marine industries. A typical wind blade tool laminate on a male plug consists of a gel coat surface followed by eight plies of T-SPRINT. A lightweight 35 g/m² tooling tack film allows the SPRINT materials to be tacked to vertical surfaces or around complex curvatures. The materials are cured at 65°C/149°F for 16 hours, and Harvey recommends a freestanding postcure at 80°C/176°F to achieve the 160°C/320°F temperature performance.
While a variety of rigid carbon foams are currently made from petroleum-based mesophase pitch or carbonization of polymer materials, Touchstone Research Laboratory Ltd. (Triadelphia, W. Va., U.S.A.) produces CFOAM carbon foam from coal, in a process of thermal decomposition termed "coking" in the coal industry. The new material is an alternative to traditional tool structures.
"The finished foam has mechanical properties dictated by the thickness of the pore walls and the final density," says Touchstone program manager Andy Guth. CFOAM has a compressive strength of more than 5 MPa/800 psi at a density of 0.27 g/cm³ (17 lb/ft³), which gives it plenty of strength for autoclave pressures and dimensional stability at temperatures in excess of 260°C/500°F, reports Guth.
CFOAM's porous open-cell structure lacks vacuum integrity, so the material requires a vacuum-tight tool face formed with an appropriate surface coating. (One alternative is RENShape high-temperature epoxy-based tooling paste from Huntsman Advanced Materials of East Lansing, Mich., U.S.A.) With the surface in place, CFOAM can be machined quickly to create a tool shape with significantly lower mass than metallic tooling for easier handling and good CTE match with carbon prepreg laminates. Based on extensive cycling tests, CFOAM is durable and robust enough to play the role of production tooling says Guth. And at a cost of about $400/ft³, he claims, "We can produce a production tool as durable as Invar at half the price."
Master models and prototype tooling
Traditionally, the toolmaking cycle can be expensive and time consuming, including fabrication of a master model and intermediate splashes and reverses. Manufacturers have long sought a cost-effective shortcut: a material with the flexibility of a modeling material that also can function as a low-temperature, low-rate tool. SprayShape 2055 from CASS Polymers (Madison Heights, Mich., U.S.A.) is a new material suitable for models, plugs or low-temperature prototyping molds. The epoxy-based paste has the same chemistry and characteristics as CASS' TCC solid tooling planks, but can be sprayed and is thixotropic (having a higher viscosity at rest and a lower viscosity when agitated). This enables single-shot material application up to 12.7 mm/0.50-inch thick on vertical or highly curved surfaces, without sag. CASS worked with Magnum Venus Products (MVP, Clearwater, Fla., U.S.A.) to develop a dispensing system and spray nozzle to apply the thick paste. According to Bill Cleary, vice president of sales and marketing at CASS, the best approach is to spray the material onto an undersized buck or mandrel to create a plug. It adheres to metal, wood or composites, and is easily machined to final shape.
Intended for use as plugs for room-temperature-cured tools, SprayShape 2055 has a maximum service temperature of 49°C/120°F. "This is a very unique material approach and we're developing a higher-temperature version that can take 121°C/250°F, for direct female production molds," Cleary adds.
Coastal Enterprises (Orange, Calif., U.S.A.) offers Precision Board High Temp (PBHT), a new higher-temperature urethane tooling board with a CTE similar to aluminum, based on autoclave testing at 163°C/325°F and 0.69 MPa/100 psi, says company president Chuck Miller. Because of its polyurethane chemistry, the material does not outgas, thus eliminating any potential incompatibility with tooling prepreg resin systems. The new board also is typically less expensive than epoxy tooling alternatives.
Coastal produces the product in a block casting process at its facility, with densities ranging from 4 lb/ft³ to 40 lb/ft³, in sizes up to 1.54m by 3.1m by 51 cm (5-ft by 10-ft by 20-inches) thick. Blocks can be custom-cast to customer size and density specs, says Miller. Coastal also sells two urethane adhesives for bonding blocks together to create larger plugs for milling. One cures in 30 minutes and the other in four hours.
Two other new tooling-suitable modeling materials include TEPIC, a high-temperature, high-strength modified polyisocyanurate foam (see HPC May 2004, p. 15). The castable foam material can produce one-piece tools that retain strength and dimensional tolerances up to 204°C/400°F in an autoclave (up to 100 psi). Scion Industries (Ft. Collins, Colo., U.S.A.), an innovative fabricator currently working on tooling concepts of its own, has licensed the TEPIC material for distribution and sale. The second is a water-soluble modeling and washout tooling material from Advanced Ceramics Research Inc. (Tucson, Ariz., U.S.A.), comprised of a high-temperature polymer and ceramic microspheres (see HPC May/June 2000, p. 79). Suitable for prototyping and available in paste or castable form, the machinable material is an alternative to eutectic salt and is reportedly ideal for washout mandrels typically used to mold hollow parts. Composite parts have been fabricated on the tooling and successfully cured in an autoclave at temperatures as high as 194°C/380°F, says Ranji Vaidyanathan, manager of advanced materials. The University of Delaware's Composite Center for Composite Materials is investigating use of the material for aerospace and other applications.
Quick-change tooling for parts and repair
It can be difficult to make a replacement part if the original production tooling is no longer available. A new low-cost tooling system developed by 2Phase Technologies Inc. (Dayton, Nev., U.S.A.) addresses this problem, making it possible to rapidly create tools from actual parts, without the long lead times associated with hard tooling, say company founders Ted Jacobson, John Crowley and Linda Clements. The unique concept employs ceramic microspheres in a proprietary binder that can be reversibly cycled again and again from a liquid-like state to a solid state at room temperature, with no change in volume.
"A tool can be created in minutes from a master model, a rapid prototype model or an actual part," says Jacobson.
The system consists of a portable, vacuum-tight, rectangular tool bed (the "base station") filled with a mixture of solid ceramic microspheres, inorganic binder and a small amount of water, all covered with a robust elastomeric membrane. A master model or a part can be placed against the membrane and covered with a vacuum bag or temporary vacuum cap, so that atmospheric pressure brings the liquid-like material, which has the consistency of wet sand, up against and around the master. The excess water is then drained out by pulling a vacuum on the tool bed, which allows the material to assume its solid state characteristics, says Jacobson. To stabilize the tool shape, the master model is removed and moderate heat is applied, causing the inorganic binder to lock the microspheres together to form a ceramic-like tool. The membrane as currently configured can take service temperatures up to 204°C/400°F, suitable for most composite fabrication processes. "The hardening process can take anywhere from 30 minutes to several hours, depending on the size of the model or part," says Jacobson. The hardened, stable tool bed is then ready to be used as a female mold, for layup and cure. Afterward, the tool bed can be returned to a liquid-like state by reintroducing water at room temperature.
"The state change occurs through a mechanical process rather than a thermal or chemical one, so there's no dimensional change during the transition and no degradation no matter how many cycles," says Crowley. The state-change ceramic material by itself (minus the membrane) has been tested to 427°C/800°F at pressures higher than 0.69 MPa/100 psi with no adverse effects. Above that temperature, the material is no longer reconfigurable, says Jacobson. "However, we believe that permanent tools made with the material are possible at much higher temperatures."
Jacobson, Crowley and Clements see tremendous potential application of their system for both manufacture and repair. A number of parts could be molded in a short time using one reformable tool. Because the system requires neither machining nor highly skilled labor, the 2Phase process could be adapted readily for field repairs. According to Clements, a portable "blanket" version of the system is being developed, which could be placed directly against an aircraft surface to capture the contours of a part needing repair. The U.S. Army Aviation Applied Technology Directorate is currently funding a study to investigate the 2Phase system as a rotorcraft field repair strategy.
Not your father's metal tooling
Composites designers are constantly striving to find a way to fabricate a complex part with integrated functionality in one shot, eliminating secondary assembly and the associated cost of multiple molds, fasteners, drilling equipment and labor. It's a tough process, because molds are highly complex, making layup and laminate consolidation difficult.
EDO Corp. (New York, N.Y., U.S.A.) and tooling manufacturer Lucas Industries (Springfield, Vt., U.S.A.) successfully developed the tooling to make a demonstration helicopter armament torque box as one single part. The stiffness-driven design for the demonstration/validation torque box was an elongated hollow rectangular box, with four internal I-beam cross ribs connecting the sides of the box, and upper and lower skins. Specs required that the part support 227 kg/500 lb of armament and withstand up to 20 Gs inertial loading and recoil forces during firing. EDO's design and manufacturing teams defined an integrated 100+ piece tool that permitted layup and integral cure of the intersecting structural members in a single shot, with cocured skins.
"This was certainly a complicated design," says Lucas' president Bob Byington. "We did the virtual design and tool disassembly in CATIA before we ever cut any metal."
The multipiece, breakaway tool has Invar base plates and side closure rails (see photo, p. 27). Multiple, removable, wedge-shaped, internal aluminum tools fit against the Invar (and the prepreg layed in the tool). Because aluminum has a higher CTE than Invar, the aluminum pieces expand to consolidate the internal spar layups. Initial computer simulations of the autoclave cure cycle, however, showed that the expansion of the aluminum tool blocks wouldn't be quite sufficient to produce the necessary calculated consolidation pressure on the internal spars.
Thin layers of high-temperature silicone rubber -- Silastic-J from The Dow Chemical Co., Midland, Mich., U.S.A., and Vantico Rubber RP-134 from Huntsman Advanced Materials -- were cast onto the faces of the aluminum tool blocks, to increase compaction pressure. EDO's senior staff engineer Joe Bruno notes that the thickness of the silicon rubber layer had to be precise. "Too much would increase the pressure beyond our desired upper limit of 120 psi [0.83 MPa]. Too thin meant it wouldn't be effective."
To determine the proper thickness, the EDO design team created a small steel test box to simulate the part's center I-beam web, into which two small aluminum mandrels were fitted. In a series of oven cycles, silicone rubber membranes were applied to the aluminum faces and test cured. During each test, a thermocouple and a load cell monitored temperature and gauged the internal pressure on uncured, debulked carbon/epoxy prepreg fragments that were placed between the mandrels.
The tests demonstrated that the rubber performed well repeatedly at temperatures exceeding 177°C/350°F, without degradation or thinning. When the test-verified silicon rubber was added to the aluminum inserts in the production tool, the 95 percent net trim validation part with integral EMI and lightning shielding material was successfully fabricated in one shot. Although the helicopter program was subsequently cancelled, the technology is applicable to future parts, says Bruno.
"A complex composite part made in one shot like this is feasible," he maintains, "when the fabrication method and the tooling are part of the design process."
A novel metallic tool face approach, introduced several years ago but now making definite inroads, is Custom Moldmaking Process Technology (CMPT) by metallic coatings specialist General Magnaplate Corp. (Linden, N.J., U.S.A.). The CMPT process builds up a metal tooling face, using robot arms to spray molten liquid metal alloy over a master model in overlapping, X-Y passes that the company calls "weaving," says Ed Aversenti Jr., executive VP. Tool face thickness can range from 9.5 mm/0.38-inch to a maximum of 100 mm/4 inches, and the finished tool can withstand in-service temperatures ranging from ambient to 400°C/750°F, at autoclave pressures as high as 10.3 MPa/1,500 psi and can last 10 times longer than composite, or "soft," tooling.
"Because the tool is built up rather than machined from billet stock, there's virtually no waste," says Aversenti. "It's also much faster -- we produced a large 8-ft by 8-ft [2.4m by 2.4m] Invar tool in a week." In addition the CMPT tool was considerably lighter, weighing only 900 lb when a comparable billet tool would have weighed 15,000 lb.
Various sealing options are available to ensure vacuum integrity and compatibility with prepreg materials. The master model can be reused once the tool face is complete and removed. Standard backup structure can be welded to the back of the tool, or customers can take advantage of a new tool holding system developed in partnership with C.N.A. Flexible Tooling (Woodenville, Wash., U.S.A.). The C.N.A. system is a flexible "Pogo" design that supports any size or shape of tool through the use of adjustable rods.
"Composite parts makers are always seeking any competitive advantage that leads to higher profits," concludes Aversenti. "Tooling methods like CMPT are a means to gain that advantage."













Related Content

Addyx carbon exoskeleton technology enables molded ribs inside hollow composite structures
Using a water-soluble mandrel, carbon exoskeleton opens paradigm for topology-optimized composites, cutting weight, manufacturing time and scrap rate.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Mikrosam, H2Storage collaborate on 300+-liter Type IV hydrogen tanks
Automated filament winding cell achieving wind speeds of 6 meters/second improves production performance, shortens curing cycle for serial production of 700-bar Type IV tanks.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More