
Thermoplastic composites: Sustainable transport
Cyclic PBT oligomers used to mold Class 8 semitrailer bed via vacuum-bag processing.

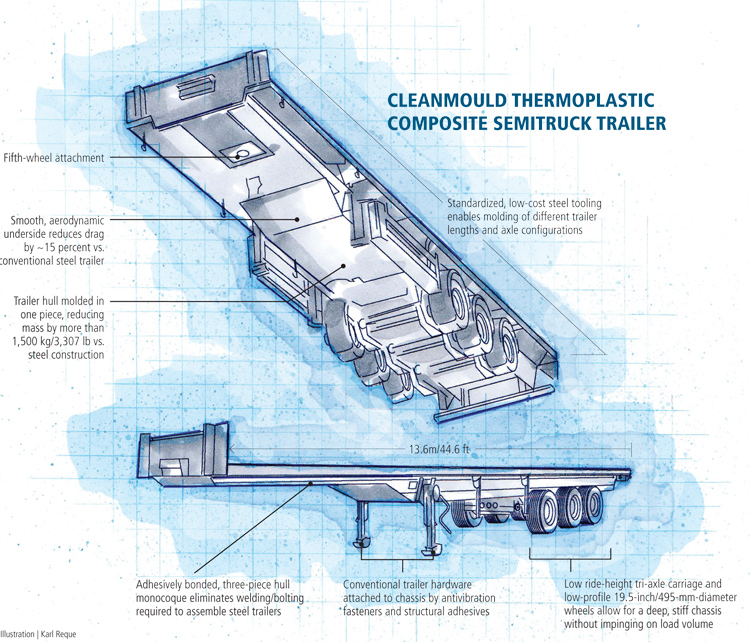
Cleanmould Thermoplastic Composite Semitruck Trailer. Illustration: Karl Reque

The Cleanmould project produced the first all-thermoplastic-composite, fully recyclable, tri-axle semitrailer bed (her and in the image immediately below). Source: EPL Composite Solutions

A front view of the Cleanmould trailer and truck rig. Source: EPL Composite Solutions

A technician cleans the surface of the hull mold, one of three relatively inexpensive steel tools used to mold the complete trailer. Source: BAE Systems

One of the three relatively inexpensive sheet-steel tools used to mold the trailer bed, the hull tool is layed up with the first ply of glass fiber/cPBT prepreg. Source: BAE Systems



Engineering Challenge:
Reduce weight and improve aerodynamics of semitrailer bed without sacrificing stiffness, strength or fatigue properties.
Design Solution:
Use uniquely formulated thermoplastic prepreg and vacuum-bag processing to produce semitrailer in three large sections.



Europe has long struggled with high fuel prices, so vehicle OEMs and suppliers there generally lead the transportation industry in the use of composites to reduce vehicle mass. It was no surprise, then, that a consortium of mostly European companies recently completed the Cleanmould program, a three-year effort to design and produce a composite semitruck trailer. In fact, a previous program in the U.K., called Roadlite, had studied the viability of a vacuum-infused thermoset — glass-reinforced unsaturated polyester — to produce very large parts for a two-axle, 10m/33-ft trailer for urban delivery (see "Fuel economy drives ...." under “Editor's Picks,” at top right). Compared to a comparable steel semitrailer, Roadlite achieved a 400-kg/882-lb weight savings and reduced yearly CO2 emissions, coincidentally, by the same amount, while increasing semitrailer stiffness by 18 percent. The Cleanmould partners intended to build on that earlier work to produce a larger, Class 8 tri-axle semitrailer but — here’s the surprise — to do so with a thermoplastic composite.
Consortium partners included composites consultancy EPL Composite Solutions (Loughborough, U.K.); specialty-fibers source Ahlstrom Corp. (Helsinki, Finland); plastics processing institute IKV RWTH (Aachen, Germany); defense contractor BAE Systems (London, U.K.); and commercial truck OEM Basmiler (Viseu, Portugal). Funding was provided, in part, by the European Commission under Framework 6. The team’s goal was ambitious: Develop an advanced composite material with a tough and durable, low-density thermoplastic matrix that
- emits no VOCs during production or use.
- has high strain-to-failure capability and excellent fatigue-, impact- and chemical-resistance as well as hydrolytic stability.
- is capable of high fiber-volume fractions to reduce component mass.
- can be economically formed into thick parts with large surface areas, using consumables and/or low-cost tooling.
- is fully recyclable (melt-reprocessable) to reduce scrap, improve material recovery, and ensure compliance with the European Union’s end-of-life directive.
A reactive thermoplastic?
An immediate challenge was to find a polymer that could meet semitrailer performance criteria, yet economically form its large parts in a production environment. The investigation narrowed to a class of thermoplastics called cyclic oligomers that process isothermally at very low viscosity and reactively polymerize like thermosets, but form parts with thermoplastic properties. Cyclic versions of polycarbonate, polyamide 6 and polybutylene terephthalate (PBT) are available but have found fairly limited use because their very low melt viscosities make them impractical for processing on conventional thermoplastic equipment. Further, their higher cost makes them a tough sell unless their unusual processing properties are an advantage, as was the case in the Cleanmould team’s investigation.
The team chose cyclic PBT (cPBT) for its toughness, stiffness, thermal stability, broad chemical-resistance and moderate moisture-sensitivity during initial polymerization. It also promised high glass loadings with fewer dry spots than most thermoplastics. The cPBT supplier, Cyclics Corp. (Schenectady, N.Y.), joined the development team.
A number of fibers and reinforcement forms were evaluated to determine the effect of various forms and sizing systems on base-resin processability. For the semitrailer project, Ahlstrom selected a noncrimp stitched triaxial (+45°/-45°/0°) fiberglass fabric (complete with sizing and coupling agents) that featured sparsely laid rovings and flow channels between roving layers to facilitate infusion. A unidirectional roving also was used.
Attempts at prepreg production
Although cPBT has the requisite low viscosity, the team determined via testing that the semitrailer’s size would make vacuum infusion processes difficult to control at the necessary elevated temperature. What followed were attempts to develop a prepreg. Dry mixing was tried first. Glass fabric was positioned in the tool and sprinkled with one-part precatalyzed cPBT powder. The mix was vacuum-bag consolidated and heated in a press for 30 minutes at 41.4 bar/600.5 psi. This technique worked well for making small, flat test plaques in the lab. But when it was used to make large parts, resin distribution was uneven, making it impossible to control fiber-volume fractions. However, the process did enable Ahlstrom to evaluate sizing and coupling agents for the glass. A 1,200-g/m2 triaxial fabric with a sizing/coupling system typically used for epoxies (R338) was found to work best.
The team evaluated a number of other prepregging strategies, but given the brittleness of the prepolymerized resin and glass, and the resin’s sensitivity to thermal stress, only two approaches proved successful. One was powder deposition, via the Meyer process (Maschinenfabrik Herbert Meyer GmbH, Roetz, Germany), which can be adjusted for numerous fabric thicknesses and produces industrial-scale prepreg with excellent consistency and repeatability. In this setup, equipment heated powdered, one-part precatalyzed cPBT and applied it as a thin layer of powder on one side of the fiberglass fabric. Then the resin was rapidly chilled and consolidated between rollers. Two types of glass-reinforced, 60 percent fiber-melt-fraction prepregs were produced: A triaxial fabric (Ahlstrom’s 63051, at 1,180 g/m2) and a unidirectional roving (Ahlstrom’s 42024L, at 1,200 g/m2).
Melting the cPBT without initiating polymerization was a challenge because its particle size and melt point varied. The necessarily low temperature made it difficult to fully infuse the fabric. Also, powder deposition produced prepreg with resin on only one side (a semipreg). Further, the resin film was thick, brittle, prone to breakage and, therefore, difficult to drape.
Although this powder-deposition prepreg was used to mold the semitrailer bed, the team knew that a better prepreg would be necessary for commercial viability. Late in the program, another trial was conducted at Polynov Ecole Polytechnique de Montréal (Anjou, Québec, Canada), using film-lamination, on equipment from Davis-Standard LLC (Pawcatuck, Conn.), to create a more conventional prepreg whose fibers were better impregnated with resin in an amorphous state. A twin-screw Davis-Standard extruder was used to melt neat (unmodified), pelletized cPBT resin before metering in liquid catalyst at the vent section of the screw.
The mixed and catalyzed compound was heated to 180°C/356°F and forced through a coat-hanger die, which spread a film of molten resin over one side of a reinforcement fabric backed by a release liner to contain the liquid resin. A release film was subsequently applied over the top. Then, the impregnated fabric was pulled through two sets of temperature-controlled rollers (25°C/77°F and 15°C/59°F, respectively) to quickly quench the polymer and prevent polymerization. At the nip point, resin was pressurized, coating the top layer of fibers and squeezing through the weave so that both sides of the fabric were thoroughly impregnated. The resulting prepreg was flexible, with drape and handling characteristics suitable for complex geometries.
But here, too, coating was inconsistent, resulting in dry spots and resin-heavy areas. The team faults the type of die and its initial position against the fabric for failure to create the melt curtain (wall of flowing resin) necessary to achieve consistency. Although the team believes the coating variation would probably even out during actual molding, additional work was done with an alternate die configuration where the head was placed flush against the fabric surface (as with hot-melt adhesives) and dragged across the fabric to create backpressure (where previously there was none). This forced the cPBT to flow across the die face, leading to significant improvements in cross-machine coating. Although the process showed great potential for commercial prepreg production, Polynov’s available dies weren’t well-matched to cPBT’s low viscosity, and the program lacked budget for a new die. The team assumes that the correct die and Polynov’s unconventional coupling of a hot-melt die with a thermoplastic extruder would be ideal for cPBT prepreg production.
With a workable, if imperfect, film-lamination prepreg in hand, the team layed up both types of plies (triaxial fabric and unidirectional roving) in three tools constructed of 5-mm/0.2-inch-thick sheet steel coated with a 75μ self-adhesive, fiber-reinforced polytetrafluoroethylene (PTFE) film. All plies were placed in the 0o direction, running the length of the tool/semitrailer. Because the fabric was coated on one side only, the resin-rich surface was alternated on each layer of the stack to promote part consistency. Neither prepreg roll was wide enough to span the trailer deck’s width, so a pyramid arrangement with overlaps was used to reduce bridging in radii.
The layup was vacuum-bagged and dried at elevated temperature, and then it was heated above 200°C/392°F to initialize the polymerization reaction. After cooling to 60°C/140°F, the part could be demolded. The whole cycle took approximately six hours.
The full-scale parts showed excellent consolidation throughout and possessed good rigidity. The general finish was quite good, though dry spots and other defects related to the challenges of positioning the stiff prepreg in the tool were noted. The team says the quality of the final component exceeded its expectations at this early stage of development and expects subsequent work to yield significant improvements.
Commercial-ready now
At 13.6m/44.6 ft long, 2.5m/8.2 ft wide and slightly heavier than 600 kg/1,323 lb, the three-piece trailer bed is, for the moment, the largest thermoplastic-composite assembly ever built. Fully outfitted, it underwent shakedown testing at the Motor Industry Research Assn. (MIRA, Nuneaton, U.K.) proving ground. Additionally, Mi Technology Group (Leyland, Lancashire, U.K.) instrumented the trailer with strain gauges and conducted a series of nondestructive static and dynamic tests. It passed both protocols with flying colors.
The Cleanmould semitrailer outdid the Roadlite design, coming in 1,500 kg/3,307 lb lighter than its steel benchmark. This translates to direct cost savings in the form of fuel economy and greater payload capacity, based on government gross-weight limits. It also offered better aerodynamics with no sacrifice of load-carrying capacity or stiffness. Apart from the need to refine the program’s prepreg to improve part consistency and repeatability, the team’s material/process combination for very large, high-performance parts is production-ready.
A detailed paper on the Cleamould program may be downloaded at no cost from http://speautomotive.com/SPEA_CD/SPEA2010/pdf/ET/ET4.pdf.











.jpg;maxWidth=300;quality=90;format=webp)

Related Content

Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
One-piece, one-shot, 17-meter wing spar for high-rate aircraft manufacture
GKN Aerospace has spent the last five years developing materials strategies and resin transfer molding (RTM) for an aircraft trailing edge wing spar for the Airbus Wing of Tomorrow program.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read MoreRead Next

Fuel Economy Drives Big Rig Composites
A variety of materials and processing methods are lightweighting and economizing trucks and trailers in the commercial freight arena.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More