
The Plane in Spain
Site tours provide a rare glimpse into the Iberian Peninsula’s aerospace composites sector, with a special focus on Airbus’ activities at Illescas.


An aerial view of Illescas, Spain, shows the older peaked, white-roofed Airbus facilities in the foreground, with the new A350 program buildings (flat-roofed) behind them. The adjacent Aernnova plant (above, inset) is furthest back at upper left in the aerial photo. Source: Airbus

The Aernnova plant (located behind the Airbus facility pictured in the aerial photo that opened this report). Source: HPC: Photo: Sara Black

In the FIDAMC workroom, the facility’s MTorres fiber placement machine places fiber on a flat vertical mold, to demonstrate speed and accuracy of the head. Source: HPC; Photo: Sara Black

The ATL machine at FIDAMC is production-capable, with a large work envelope and tall gantry. Source: HPC; Photo: Sara Black

Aernnova has installed an MTorres ATL machine, close to layup worktables and the adjacent hot press for producing tailplane stringer parts. Source: HPC; Photo: Sara Black
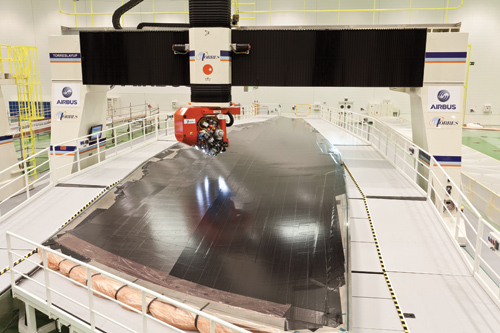
At the Airbus Illescas A350 lower wingskin facility, an MTorres ATL machine lays up material for a part. Source: HPC: Photo: Sara Black

A cured A350 wingskin undergoes automated NDI in its holding fixture. Source: HPC; Photo: Sara Black



Although the mention of Spain might conjure images of sun, olive groves, tapas and Rioja wine, it should also bring to mind a thriving center of advanced materials and aerospace manufacturing. The country’s aerospace sector grew 12.5 percent annually between 2001 and 2008 and employed a workforce of more than 15,000 at the end of that time, according to a 2009 study of the European aerospace industry, funded by the European Commission and prepared by Ecorys (Rotterdam, The Netherlands). The Spanish trade group TEDAE (Asociación Española de Empresas Tecnológicas de Defensa, Aeronáutica y Espacio), formed that same year, counts more than 70 member companies with a collective €8 billion ($11.2 billion USD) in total turnover. Propelled by strong investments in research and development, aerospace in Spain is still on the upswing.
An early take-off
As in many other countries, the aviation era dawned in Spain around 1900, generating tremendous interest and many entrepreneurial endeavors. One of the first Spanish aeronautical enterprises is today one of Spain’s aerospace cornerstones. Construcciones Aeronáuticas Sociedad Anónima (CASA) was formed in 1923 by José Ortiz de Echaugue — reportedly the first Spaniard to fly a military plane — and several colleagues. CASA built a production plant at Getafe, near Madrid, to manufacture military aircraft and was perhaps best known for its C212 Aviocar high-wing, short takeoff and landing (STOL) light transport aircraft, a plane that is still produced today.



CASA produced military planes and components during and after World War II, many under licensing agreements from other OEMs. During the mid-1960s, European aircraft companies and their governments began to explore a collaborative agreement to produce commercial aircraft transports that could compete against those built by U.S.-based Boeing, McDonnell Douglas and Lockheed. The result was Airbus Industrie, established on Dec. 18, 1970, as a Groupement d’intérêt économique (Economic Interest Group), with production work split equitably among France, Germany and the U.K. In October 1971, CASA joined this group with a 4.2 percent share of Airbus Industrie. In 2000, following the development of the Airbus A300 and subsequent aircraft models, CASA became one of the founding partners of EADS (European Aeronautic Defence and Space Co. N.V.), together with DaimlerChrysler Aerospace AG and Aerospatiale Matra. EADS owns Airbus SAS and other entities, including Eurocopter and space launch company Astrium.
As the nucleus of Spain’s aerospace manufacturing, EADS CASA has evolved to become a major supplier of program components for Airbus, Eurocopter, Eurofighter and others — at facilities in Madrid, Toledo, Seville and Cadiz — with a strong emphasis on composites. Its success has helped spawn a host of smaller Tier 1 and Tier 2 parts manufacturers that have composites expertise, including Aernnova Composites (Vitoria), Sener (Madrid), SACESA (Seville) and TECNALIA (San Sebastián).
Composites manufacturing activities are distributed throughout the country. For example, final assembly of the Airbus Military A400M (see “A400M cargo door" Out of the autoclave,” under "Editor's Picks" at top right) takes place in San Pablo near Seville, and Toledo is home of the Airbus Advanced Composites Center. HPC had the opportunity to visit the region near Madrid and tour three key facilities: FIDAMC (the acronym for its name in Spanish, which in English translation is Foundation for the Research Development and Application of Composite Materials), the Airbus facility in Illescas and the adjacent Aernnova Composites plant.
Tour 1: Regional research center
FIDAMC, located in a greenfields region known as the Southern Technological Area, south of Madrid and close to Getafe and Illescas, is a world-class research and development facility. Completed in 2009, with more than 5,500m2/59,200 ft2 of space for offices, laboratories and workshops, the foundation is a collaborative effort of the Spanish Ministry of Industry, Tourism and Trade, the Madrid regional government and EADS.
An agreement to proceed with the foundation, signed in March 2006, was the result of the Spanish government’s belief in the strategic importance of the aerospace sector and the need for a center of excellence for research into the industrial application of composites. Funding, initially totaling €26 million ($37 million USD) for the building and equipment, was supplied by EADS, the Spanish government’s Centre for Industrial Technological Development (CDTI) and the Madrid regional government, says Jacinto Tortosa Lozano, FIDAMC’s director general. “Our target is to enhance and consolidate Spain’s leading position in composites through technology transfer with organizations throughout the country, including our universities,” he says. “One of our principal strategic goals is to dramatically reduce the cost of composite parts.” Lozano adds that innovations developed at FIDAMC aren’t owned by the foundation, but they are protected via nondisclosure agreements with participating aerospace companies, which include Airbus Military, Airbus SAS, Eurocopter and others.
Although the recent financial downturn put a drag on the center’s momentum, an impressive array of automated equipment has been installed thus far, says Miguel Ángel Garcia, key account manager for MTorres (Pamplona, Spain), a donor of several key machines. “It was a slow start but it’s growing,” he notes. “Several qualification programs for Airbus aircraft are underway and it’s an opportunity to test out new composite material concepts. We can use the machines ourselves for product development, and FIDAMC allows member companies time on the machines for testing materials and concepts.”
The machines installed to date include a TORRESFIBERLAYUP automated fiber placement (AFP) machine and work cell, with a 24-tow laying head that uses 0.125-inch/3.2-mm slit tape for maximum flexibility in producing contoured parts in the R&D setting (wider tape would typically be used in production). Configured during the facility tour to lay fibers on a flat, vertically oriented metal tool, the head lays tows at a high rate, reportedly 60m/195 ft per minute in one direction, then it rotates 180° for the return path while a heated roller on the head consolidates each prepreg ply. The head design prevents tows from interfering with one another during the rotation and laydown process, explains Garcia. Carbon material is supplied by Hexcel (Illescas, Spain and Stamford, Conn.) at no charge, he adds, in exchange for their use of the machine to test prepreg products.
Key features of the large work cell, configured with a headstock, a tailstock and a moving platform for multiple tool setups, include a take-up system for the polyester prepreg backing tape. The system chops the tape and then blows it into a separate collection chamber for recycling. Garcia points out that the tow guiding system, from the chilled prepreg creel area to the head, is designed for very low friction to minimize any contact of the carbon with machine parts and to prevent fuzzing. TORFIBER, the company’s simulation software, allows the designer to simulate and analyze the part program within a CATIA environment prior to generation of the CNC program by the machine’s postprocessor. MTorres’ AFP product manager Manu Motilva says the company is developing, in partnership with FIDAMC, a new thermoplastic laying head with laser heating. The new head should be installed on the machine in mid-2012 for trials of thermoplastic composite parts.
At the opposite end of the cavernous workshop space is a TORRESLAYUP 11-axis high-speed gantry-style automated tape laying (ATL) machine with an impressively large work envelope — 12.5m long by 5.4m wide (40.6 ft by 17.6 ft). Garcia says the machine has the highest compaction capability available in the industry, which eliminates the need for frequent bagging/debulking steps.
Able to lay up slit tapes as wide as 12 inches/300 mm, this ATL is designed for fast production of flat to moderately contoured parts. Two ultrasonic knives cut the prepreg during operation, and the head also features a built-in tape defect detection system.
A large adjoining workshop is equipped with a 6m/19.5-ft autoclave manufactured by Dalkia España (Madrid, Spain), as well as a smaller autoclave and a walk-in oven. Installed in the same space is a gantry-mounted nondestructive inspection (NDI) C-scan cell manufactured by Tecnatom (Madrid, Spain), a well-known provider to a wide range of industries. The one-channel, phased-array machine is just the beginning, says FIDAMC, which plans to install additional NDI capability as work picks up at the center.
The tour itinerary also included a fully equipped materials lab, design space and comfortable conference rooms, with huge windows that overlook ancient olive trees ensconced in outdoor garden spaces.
Lozano says FIDAMC’s equipment ultimately will support part production, and reports that the facility already is adding staff as work picks up. When asked if thermoplastic composites are the future for Spanish aerospace, he retorted, “That’s not the right question. What’s important is that we move faster, and innovate, no matter what the material — we need to think about new composites that aren’t as costly and time consuming to make. The pressure is on to improve and grow the industry.”
Tour 2: Top Tier 1 supplier
Officially opened just two months prior to HPC’s visit, Aernnova Composites’ shining new 33,000m2/355,000-ft2 plant abuts the back side of HPC’s third tour destination, the huge Airbus facility that manufactures the A350 XWB passenger jet’s lower wingskin. Aernnova Composites began in 1986 as a build-to-print subcontractor to CASA, but now it is the Composites Business Unit of Aernnova Aerospace and Spain’s largest Tier 1 structural aerospace manufacturer, operating four composites plants in Spain with another under construction across the Atlantic in Mexico. Its new state-of-the-art plant in Illescas uses lean automated manufacturing technology to produce parts for many programs, says Jose Antonio Villares, who oversaw its construction.
“Our experience in carbon fiber structures for aerospace is extensive and spans more than 25 years,” he points out. Indeed, Aernnova’s customer list for composites includes Airbus (commercial and military), Embraer, Bombardier, Sikorsky, Eurocopter, Eurofighter, Alenia, Agusta Westland and EADS Sogerma. Parts range from empennages, horizontal tail planes, rudders and elevators, to leading and trailing edges and doors, processed via hand layup and automated means, such as ATL. Parts also are produced for industrial clients, including train interior parts and filament-wound carbon fiber rollers for Madrid-based Talgo and for Bombardier (Montréal, Québec, Canada). With its ISO 9001, ISO 14001 and Nadcap certifications, the company is a serious international player and a risk-sharing partner with Airbus on the A350 XWB.
Two MTorres TORRESLAYUP machines were installed and running during the tour. Eventually they will be joined by four more as production demands ramp up. Villares pointed out that one of the gantry ATLs is configured with two working areas, one with a flat table that incorporates a TORRESPANEX ultrasonic cutting machine, and the other for layup directly on a tool. With this setup, which can be customized for stringers, skins, stiffeners, ribs or spars, the machine can perform two separate tasks simultaneously, significantly increasing manufacturing productivity.
As set up during the tour, the ATL head quickly layed a swath of material for stringers onto the flat table, and the machine shuttled the layup within seconds to the cutter, which cut out the stringer shapes from the green laminate blank. The stringers then were shaped in a hot-form press, one of three that will eventually be installed and used with aluminum tools. Villares points out that the hot-press position has twin worktables. “Workers can prepare tooling and laminates on one table,” he says, “while the other is involved in the hot-forming process to maximize the machine’s productivity.”
An additional flat cutter from Lectra (Paris, France) cuts broadgoods in the cleanroom. The first of three autoclaves is installed, a 5m/16.25-ft diameter vessel manufactured by Olmar (Gijón, Spain), with two more coming in the near future, says Villares. One phased-array pulse-echo NDI station, supplied by GE Inspection Technologies LP (Lewistown, Pa.), is also in place for part inspection.
Much of the large manufacturing space is occupied by a huge stock of tools and molds, most made of Invar, for the wide variety of parts that Aernnova manufactures, including the A350 XWB’s rudder, horizontal tail and elevators as well as subassemblies for the Bombardier CSeries center wingbox, among others. During the tour, workers were assembling an A350 rear pressure bulkhead, layed up and cured in two parts (front and rear). “We don’t perform postcure part trimming here,” Villares noted. “That’s done by Delta Illescas in a building adjacent to ours.”
The new plant will create at least 500 skilled jobs for the region, and Villares looks toward future expansion. “The Castilla-La Mancha region is one of the five autonomous regions in Spain in which there is a clear focus on the aerospace industry. With our government’s support, we are committed to developing lean composites manufacturing expertise.”
Tour 3: Illuminating Illescas
“This is where we manufacture the difficult composite parts,” declares José Manuel Santos-Gómez, who is in charge of machinery and automated equipment at Airbus and was HPC’s guide during the third facility tour. “Illescas is Airbus’ center of excellence for advanced carbon composite parts,” he emphasized, “and where we produce large and complex shapes.”
Established in 1989 to produce horizontal tailplane components for all Airbus models, the original 59,000m2/635,070-ft2 Illescas facility has grown to 107,000m2/1.152 million ft2 and produces parts for the Airbus A330/340, A320, A380, A350 and Eurofighter Typhoon. Immediately adjacent to the original plant, a new building houses A350 XWB lower-wingskin manufacturing activities. The facility’s more than 500 employees use lean manufacturing practices to perform a significant percentage of the composites work done within Airbus.
There is great emphasis on automation, and the lean theme applies not only to part manufacture, but it also carries through to tool, part and materials handling — for example, with automated tool carts and conveying systems. “Hand layup and hand labor just isn’t effective for rate production any more,” says Santos-Gómez. “In some cases, we operate our machines in four shifts, essentially 24/7, to maximize production.” And the number of machines involved isn’t trivial. Of varying ages and built by a number of suppliers, they include ATL and AFP machines. More are on order for the A350 program. All of the machines, plus multiple autoclaves, are kept busy around the clock. Also in use are automated trimming/cutting systems, including waterjet cutting cells, for postmold part finishing. Several automated NDI cells have been installed as well.
In the older part of the facility, the ATL and AFP machines produce the empennage components for the A330/340, A320 and A380, using carbon/epoxy prepregs manufactured by Hexcel at its nearby plant in Illescas. Santos-Gómez points out that while laydown of material is occurring in an Invar tool at one end of a machine’s work envelope, workers are preparing a second tool for layup at the opposite end to minimize changeover downtime. Because most of the parts involve stiffening stringers or ribs, an automated overhead crane is employed to move stiffener tools out of storage (in racks above the floor) and down to the shop floor for layup. The same system then conveys the layed up tools to the hot drape forming machines. An Airbus Illescas-designed “turning rack” device, like a barrel with longitudinal slots, approximately 6 ft/1.8m in diameter by 20 ft/6.1m long, is suspended from the ceiling. The rack holds the formed (but uncured) stiffeners in the slots in the correct layup sequence above the worktables. As it rotates it deposits the stiffeners onto the layed-up part skins on the work surfaces, greatly reducing assembly time. The placed stiffeners are then bagged and cocured with the skins, eliminating a postcure bonding step. As part of the company’s lean and environmentally driven manufacturing, layup technicians use reusable silicone bags for much of the processing, greatly reducing the use of consumables.
Section 19 of the A350, its fuselage tailcone, is produced with a dedicated autoclave in a newer area of the original building. In the tailcone process, a series of “omega” stringers (shaped like the Greek letter “Ω,” with a trapezoidal profile) are produced by an MTorres ATL machine configured with a layup head on one end and an automated ultrasonic cutting head on the other. The ATL head rapidly lays down the material for a group of stringers, nested for minimum waste, to form a prepreg “blanket.” Within seconds, a conveyor shuttles the blanket over to the cutter, which cuts and trims it into the final stringer shapes. The head and cutter operate simultaneously, significantly increasing the ATL’s productivity. The cut stringers are manually carried to a metallic stamping machine that is equipped with the appropriate tool. The parts are formed then placed into the longitudinal recesses around the circumference of the Section 19 aluminum mandrel tool so the stringers are flush with the tool’s surface. Rubber inserts are placed within the hollow “hats” of each stringer to apply consolidation pressure, and they are bagged and vacuum-consolidated. Then a MAG Cincinnati (Hebron, Ky.) AFP machine automatically lays up the skin over the prepared stringers, and the entire part is bagged and cured in one shot.
After cure and demolding, parts are moved to the trimming machines for processing, then to the automated NDI machine for inspection, before they are prepared for shipping to Airbus final assembly locations, including nearby Getafe; Toulouse, France; and Hamburg, Germany. Says Santos-Gómez, “We have tremendous flexibility here to adapt to the manufacture of the large variety of different composite parts.”
The facility centerpiece, however, is its new A350 lower wingskin production building. Representing an investment of more than €450 million ($637 million USD), the vast space (180,000m2/19.375 million ft2) was designed for a nearly 100 percent automated manufacturing flow, says Santos-Gómez. “This lower wingskin part is quite complex, with a thickness between 6 mm [0.2 inch] and 30 mm [1.15 inches] at the root end.”
Specially designed automated carts transport the wingskin tools, made of Invar by Coast Composites Inc. (Irvine, Calif.), to one of the ATL stations at one end of the building — space is available for eight stations, but at the time of HPC’s visit, one was operational and a second was being prepared. The ATL machines are TORRESLAYUP units. After layup of the 35m/115-ft long skin is complete, it is cured in a huge autoclave manufactured by Dalkia España.
Wing stringer production takes place simultaneously at the opposite side of the room, which is dominated by a huge expanse of stringer tools, a heated press, an MTorres AFP machine and an overhead gantry transport system. The AFP machine rapidly lays fiber tows to create the complex stringers (the longest of which is 35m/115-ft long) in two dimensions to near-net shape, in accordance with a CNC nesting plan that minimizes waste, says Motilva. “We can save a small percentage of carbon prepreg with each stringer, but multiplied by the 25 stringers per wingskin, at 13 aircraft per month, the savings in reduced scrap is dramatic and significantly reduces overall stringer cost.” The massive moving gantry system, with pick-and-place capability, automatically transports each layed-up stringer to its assigned tool, takes the tools to and from the hot press, and then moves the formed stringers to the cured wingskin for application. According to Airbus, the automated wingskin production process will use more than 800 metric tonnes (1.8 million lb) of carbon fiber annually at the facility’s maximum production rate.
After the stringers are applied to the skin and bagged, the wingskin is cured again, then moved to a finishing bay, where a Flow International Corp. (Kent, Wash.) waterjet system performs necessary trimming while the wingskin is secured in a unique holding fixture. Santos-Gómez says the NDI step that follows is done in one shot because what he calls a “better method” of performing inspection scans significantly increases scanning speed. Additional bays handle the final inspection (and any cosmetic repairs) and painting before preparation for shipping to the U.K. for assembly.
Concludes Santos-Gómez, “I believe this may be the largest dedicated composites manufacturing plant in the world, and certainly one of the most
automated.”














Related Content

Plant tour: Spirit AeroSystems, Belfast, Northern Ireland, U.K.
Purpose-built facility employs resin transfer infusion (RTI) and assembly technology to manufacture today’s composite A220 wings, and prepares for future new programs and production ramp-ups.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read More
The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read MoreRead Next

A400M cargo door: Out of the autoclave
This structural military airframe part is the largest made to date via the vacuum-assisted resin infusion process.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More