
Taking the hand out of hand layup
Hand layup has a long history in aerospace composites fabrication, but it's not well suited for automotive composites manufacturing, where volumes are much higher. But the discrete placement of fiber reinforcements still has value. Research is pointing toward automated hand layup that might help this process bridge the aerospace-to-automotive divide.





Researchers at Bristol University (Bristol, UK) are working on technology designed to automate traditional hand layup of composite prepregs. If successful, it might help "hand" layup move into high-volume end markets, like automotive.



Hand layup of prepreg fiber reinforcements has long been a standard of aerospace composites fabrication processes, and this has suited OEMs and molders well, particularly given the aerospace industry's relatively low build volumes. Further, the 100% inspection requirement imposed by aerospace OEMs ensures that any error introduced by humans during hand layup will more than likely be caught and corrected before delivery to the customer.
For the mainstream automotive industry — the next great frontier for composites — the modus operandi rests at the polar opposite end of the fabrication spectrum. In automotive, the hallmarks are high volume, high speed, repeatability, consistency and quality control based on randomized part sampling, none of which favor hand layup of prepregs. All the same, the discrete placement of prepreg plies is a core advantage of composites design philosophy, and not a process that the automotive industry wants to dismiss out of hand. Further, in the aerospace industry the defintion of "high-volume" is getting higher, which puts pressure on composites fabricators to be faster and more efficient. Automated fiber placement and automated tape laying (AFP and ATL) have obviously done much to automate prepreg fabric placement, but these technologies are not cost-effective or efficient for all prepreg fiber placement operations, particularly for parts with highly contoured deeply drawn parts, where human digits are so capable.
So, the question is, can you replicate the process of hand layup without the relative unpredictability of touch labor? Can you replicate hand layup without the human hand? Can you mimic the dexterity and deftness of human thumbs, fingers and palms, and in the process provide higher speeds and greater consistency? The short answer appears to be, "yes."
Proof of concept is being provided by the research team of Michael Elkington, Carwyn Ward and Kevin Potter at the Advanced Centre for Composite Innovation and Science (ACCIS), Department of Aerospace Engineering, at Bristol University (Bristol, UK). They reported on their work in a paper presented at SAMPE Long Beach (May 23-26, Long Beach, CA, US).
The team focused its research efforts on developing layup automation for what it called a U-shaped panel, a metallic mold that features a raised U-shaped section with tapered sides and a recess in the center of the U. They then closely studied how layup technicians place plies. “The key focus was on how the laminators actually create in-plane deformation in the plies,” they note. “Once an area had been appropriately sheared, it was adhered to the mold surface and then the shearing of the neighboring areas began.”

In addition, they said, “as small regions of the ply are sheared, the surrounding regions can begin to fold or wrinkle because of the discontinuity in in-plane strain across the ply.”
Complicating matters, the team’s paper notes, human laminators perform a series of grasps and actions during layup over complex parts that would be difficult to simulate with automation as a robotic system might have to navigate material that is folded to find specific locations. Such folding changes from layup to layup and thus lacks the predictability that automation requires.
The team decided, therefore, to segregate material shearing from layup, opting for a “pre-shearing” step prior to layup. This involved placing the ply in a press-type mechanism to form it into the approximate shape of the final part, generating at the same time the in-plane shear desired. The researchers note that such pressing was minimal and done with a 6-mm MDF wood skeleton-type mold. It was also decided, they say, to use “spring loaded blank holders around the perimeter of the press to apply through-thickness compression to the ply such that as the press is closed, the prepreg slips through the blank holders and friction will create the the required in-plane tension.” Further, the researchers applied 40-70°C of heat during pre-shearing to avoid spring-back after the prepreg was premolded.
Once plies are pre-sheared, they are ready for layup. The researchers evaluated the possibility of using a press for this operation, but note that the quality of the contact between the epoxy in the prepreg and the mold surface is particularly critical. This is what makes the use of the human hand so attractive, and that action is difficult to replicate with a press mechanism. Further, the order of ply layup needs to be carefully controlled, and this favors an automated approach that approximates the action of the human hand.
Because human laminators use their hands in so many different configurations to push prepreg into a mold, the researchers developed three end effectors that would attach to the end of an ABB IRB 140 6-axis robot. All three end effectors were mounted to the same robotic attachment. “To switch between them, the head of the robot would simply re-orientate, allowing rapid changeovers,” they note.
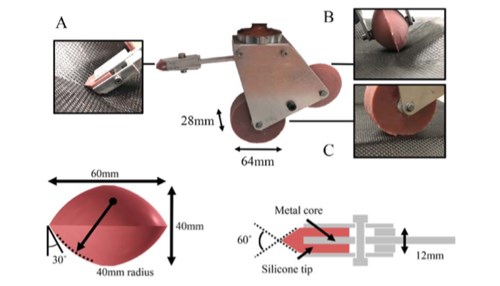
(A) Silicone wedge end effector, ideal for tight double curvature internal corners. (B) Profiled roller for single curvature internal corners. (C) Cylindrical roller for flat, convex and lightly concave surfaces.
Each end effector, fabricated from silicone, uses a different design to meet a different layup action requirement. The cylindrical roller end effector is designed for flat, convex and moldly contoured surfaces. The profiled end effector features a sphere with a sharp ridge at the outermost point for applying pressure into tight internal corners. The wedge end effector is for concave double-curvature geometries and applies localized high pressure.
Video of the automated prepreg layup technology.
After a series of trials to assess the capabilities of the end effectors, the research team began layup of the U-shaped mold described above. The team learned during this process that some adjustments and modifications were required for effective layup:
- Prepreg tended to separate from the mold near corners, thus the robot was slowed at corner regions to promote adhesion
- Material bridging was not uncommon and required repeated and extended laydown actions
- Despite pre-shearing, some prepreg began to spring back on the mold, thus it was decided that the highest shear areas should be placed first (this also led to changes in the pre-shearing strategy, which also solved many problems).
Once these adjustments were made, the researchers conducted two layup trials with the automated end effectors. For each trial, three plies were pre-sheared and laid up with no visible wrinkles or bridging. The layups were cured at 125°C at 7 bar for 70 minutes, followed by 60 minutes of high-temperature dwell. The layup was successful, “but there were a few resin-rich areas around the internal recess corners.” For comparison, another layup was done by hand by a laminator deemed of “intermediate” experience. This part showed similar regions of resin richness, which led the researchers to conclude that the automation was capable of equaling human performance.
Going forward, say the researchers, they would like to make improvements and progress this technology. This includes increasing layup speeds, improving mold surface tack, greater force applied by the robotic system, end effector geometry optimization, harder compound end effectors and possibly multiple robots, although the latter, they note, will add a larger degree of complexity and cost.



.jpg;maxWidth=300;quality=90;format=webp)








Related Content

Infinite Composites: Type V tanks for space, hydrogen, automotive and more
After a decade of proving its linerless, weight-saving composite tanks with NASA and more than 30 aerospace companies, this CryoSphere pioneer is scaling for growth in commercial space and sustainable transportation on Earth.
Read More
Novel dry tape for liquid molded composites
MTorres seeks to enable next-gen aircraft and open new markets for composites with low-cost, high-permeability tapes and versatile, high-speed production lines.
Read More
Plant tour: Spirit AeroSystems, Belfast, Northern Ireland, U.K.
Purpose-built facility employs resin transfer infusion (RTI) and assembly technology to manufacture today’s composite A220 wings, and prepares for future new programs and production ramp-ups.
Read More
Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More