
Resins for the Hot Zone, Part I: Polyimides
As next-generation aerospace programs demand higher service temperatures in structural and hot section components, a variety of polyimides vie for program approval.
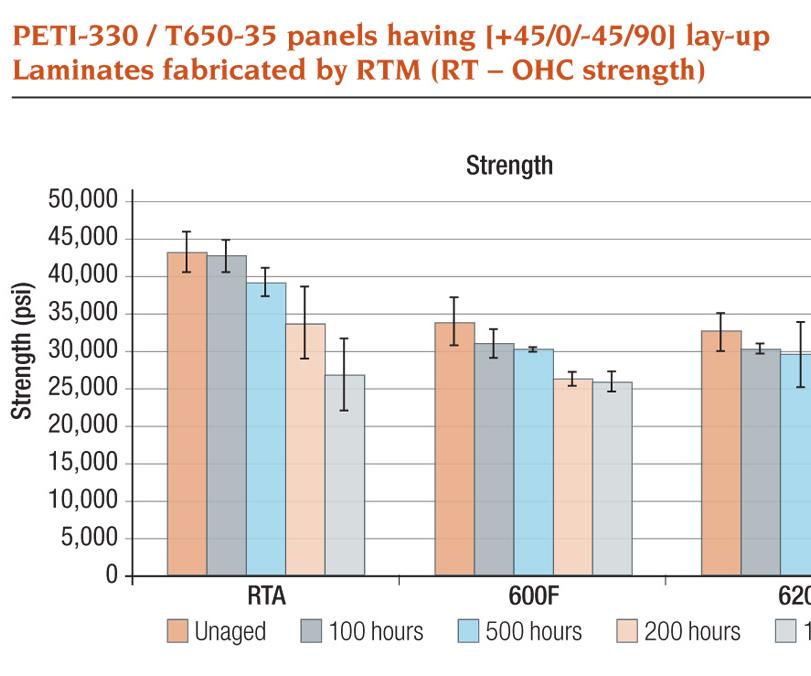
This chart documents the open-hole compression strength during postcure aging of a PETI-330 resin that is based on a-BDPA mo- nomer chemistry from UBE Industries (Tokyo, Japan). It shows that the resin retains superior strength even after 1,000 hours of exposure to air at room or ambient temperatures and at elevated temperatures.

To fly farther and faster, Lockheed Martin’s F-35 Lightning II and other 5th generation military aircraft are benefiting from a range of high-temperature thermoset composites that, today, can endure service temperatures generated in jet engine “hot zones.” Source: Lockheed Martin

Renegade Materials' (Springboro, Ohio) custom-built prepregging equipment, capable of processing as much as 3,000 lb/1,360 kg of material per eight-hour shift. Source: Renegade Materials

A finished part, based on the FE model shown above. Source: San Diego Composites

San Diego Composites (San Diego, Calif.) uses finite element modeling to design next-generation missile structure from high-temperature composites that must endure combined aerodynamic and heat loads. Source: San Diego Composites

Renegade Materials (Springboro, Ohio) now produces commercial quantities of polyimide-based products, such as this 60-inch wide AFR-PE-4/carbon fiber woven fabric prepreg. Source: Renegade Materials



In the universe of complex, high-performance aerospace components, carbon fiber/epoxy composites ably meet multiple-functional requirements at prolonged service temperature up to 250°F/121°C, and can withstand short-duration spikes up to 400°F/204°C. However, design goals for space vehicles, new commercial aircraft and 5th generation military fighters have pushed sustained service temperatures into the range of 600°F to 1000°F (316°C to 538°C) or more — well beyond the capabilities of epoxies. In 2004, HPC profiled a group of newer thermosets — polyimides, bismaleimides (BMIs), cyanate esters, phenolics, benzoxazines and phthalonitriles designed to address increased thermal performance expectations yet contain system cost (see “Learn More,” p. 42).
“Five years ago, these high-temperature materials were still in the incubation stage of development,” observes Paul Oppenheim, VP and general manager of Cobham Composite Products (formerly SPARTA Composites, San Diego, Calif.). He notes that since that time, polymeric research and system commercialization have progressed significantly. “Desired weight benefits provided the primary impetus for producing cost-effective raw materials and developing qualified processes to ensure eventual production deployment. That deployment is now under way on flight-critical composite components in high-rate production at our company and others.”
In Part I of a two-part series, HPC tracks progress in the formulation and processing of the earliest and most widely used of these high-temperature alternatives, the polyimides.



Prolific polyimides
Thirty years ago, the first polyimides were formulated in U.S. Air Force and NASA-funded programs. These polymerized monomeric reactant (PMR) resins, based in aromatic dianhydride ester acid and aromatic diamine chemistry and polymerized through solvent addition, eventually became aerospace industry-standard PMR-15 and PMR-II-50 formulations. Carbon fiber/PMR composites outperformed metals, with greater strength-to-weight properties in aircraft engine nozzles and nacelles, helicopter gear cases and missile fins when operating in the range of 450°F to 650°F (242°C to 342°C).
Although they are still in use today, PMR resins contain methylene dianiline (MDA), a hazardous compound and suspected liver carcinogen. Moreover, about 80 percent of the composite parts made with PMR are autoclave-cured, with the balance compression molded. Several formulations have been developed as alternatives to PMR by scientists at NASA’s Langley R&D Center (LaRC, Hampton, Va.) and at NASA Glenn (Cleveland, Ohio). One of these, RP-46, was patented in 1991, and offers similar chemistry but uses a different diamine (3,4’-oxydianiline) to reduce toxicity.
Licensed from NASA by Unitech LLC (also in Hampton) and manufactured commercially since 2001, RP-46 offers a glass transition temperature (Tg) of 740°F/393°C, and it demonstrates particularly high corrosion resistance in composites. Unitech now has RP-46 resins formulated for resin infusion. These are under evaluation with several customers.
Another alternative to PMR, DMBZ-15, is offered commercially by resin supplier and NASA-licensee, Maverick Corp. (Blue Ash, Ohio). Its formula replaces MDA with 2,2’-dimethylbenzidine (DMBZ), and it can endure service temperatures in carbon fiber composites as high as 635°F/335°C.
NASA began development of another series of polyimides with chemistry that differs from PMR during the High Speed Civil Transport program. Working with phenylethynyl-terminated imide (PETI) oligomers, NASA intended to replace PMR in large-part fabrication by means of lower-cost processes, such as resin transfer molding (RTM). The resulting PETI resins have recently received consideration for “hot section” military engine components. Early formulations, PETI-5 and PETI-298, have given way to PETI-330 and PETI-365 (the number designation indicates Tg). Both are presently under development (as noted below), but are not used as yet in volume.
PETI resins deliver notably improved processing properties. Aspects of PETI resin chemistry prolong melt stability, minimize postcure moisture uptake, and help control the outgassing of volatiles. The latter reduces void content and its negative effect on a finished part’s ultimate strength, stiffness and fracture toughness. Void content, today, often is specified as an acceptance criterion. Accordingly, NASA LaRC is conducting ongoing research into resin chemistry that will reduce void content to the aerospace standard — below 2 percent by volume. One route under consideration is the fabrication of PETI-330/carbon fiber composites through high-temperature vacuum-assisted RTM (HT-VARTM). So far, trials have focused on identifying the sources of volatiles and the process of volatile release during laminate fabrication. Promising results indicate that manipulation of vacuum level, degassing time, infusion temperature (536°F/280°C), and cycle time and temperature (718°F/371°C) can reduce void fraction to less than 3 percent.
As a nonexclusive NASA licensee, UBE America Inc. (Tokyo, Japan) continues development of PETI formulations for one-step RTM processing. A key chemical element used in UBE PETI-330 formulations to raise Tg and provide low melt viscosity is an asymmetric dianhydride monomer. Stewart Bain, UBE’s product director for aerospace materials, emphasizes the value of the “greener” resin options of PETI-330, for RTM or resin infusion, and PETI-365A, an amic acid variant of the mixture of monomer PETI-365E chemistry. Both reportedly reduce worker exposure to toxic materials when fabricating large aircraft components. “Essentially, all competing PMR-15 replacement systems (without MDA) still contain and release free aromatic diamines during fabrication,“ Bain contends. “PETI-330 and PETI-365A do not contain any free aromatic diamines, making PETI the only safe alternative for PMR-15 replacement over the long term.“
End cap end game
The improvements to PMR that are conquering polyimide performance and processing challenges are accomplished, in large part, through manipulation of chemical chain terminators or end caps, using resin precursor agents, such as 4-phenylethynylphthalic anhydride (PEPA). PEPA end caps, among others, offer a means not only to reduce molecular weight and resin melt viscosity (to below 6 poise for PETI-330, for example) but also increase glass transition temperature (Tg). Higher Tg means better thermal oxidative stability or TOS, though often with the trade-off of higher cost.
A recent breakthrough in polyimide resin synthesis, accomplished in part through end capping, has been reported by NASA Glenn Research Center (Cleveland, Ohio) from research led by Dr. Kathy Chuang. Chuang is the developer of biphenyl dianhydride-based DMBZ-15 and ultrahigh-temperature HFPE polyimides. Drawing on the advantages of both PEPA and asymmetric oxydipththalic anhydride (a-ODPA) end caps, Chuang’s group has developed new polyimides that demonstrate toughness and flexibility to 600°F/316°C in carbon fiber composites. Further, melt viscosity low enough to accommodate RTM processes has been achieved without the use of solvents.
End-cap chemistry also offers the potential to enhance resin affordability. Gary Deets, technology director for Industrial Summit Technology (IST) (IST, Parlin, N.J.), says, “It is our belief that ultimate resin cost must be less than $100/lb for success in aerospace applications, so we have focused on commercially available raw materials to create our Skybond polyimide resins with end-cap chemistry that helps provide easier processing and simpler cure schedules. This addition technology and our unique, patented end cap allow us to produce RTM-moldable formulations that process at 437°F to 482°F [225°C to 250°C]. We also have formulations of autoclave-cure polyimides that function like PMR-15, but without the volatile issues of nadic anhydride.” Deets suggests that “backbone monomers probably play a role in stability as large or larger than that of end caps, but end caps are crucial chemical elements in controlling a resin’s flow.”
End capping played a key part in the formulation of another PMR-15 alternative, AFR-PE-4 (here the number designates the n value of molecular weight), overseen by the U.S. Air Force Research Laboratory (Wright-Patterson AFB, Ohio.). Developed during the mid 1990s in cooperation with the University of Dayton Research Institute, AFR-PE-4 is an MDA-free, 6F-dianhyride resin that incorporates 4-PEPA end-cap technology to achieve higher service temperature capability than is possible with PMR-type chemistries. Maverick Corp. developed the resin synthesis route for AFR-PE-4 and handled scale-up of the manufacturing process for the Air Force. Since 2000, Maverick has delivered more than 8,000 lb/3,630 kg of the resin for qualification and production of advanced propulsion and structural systems for U.S. Department of Defense (DoD) customers. Dr. Robert Gray, Maverick’s president and technical director, says AFR-PE-4 composite materials are fabricated using both autoclave and compression molding processes. Furthermore, Gray reports that “aerospace companies are currently producing a wide variety of composite structures using different AFR-PE-4 product forms, which are all supported by an extensive design-allowable database.”
JFC Technologies (Bound Brook, N.J.) provides ultra-high purity PEPA-4 monomers and is one of the primary approved sources of monomers for PETI resins and the U.S. Air Force-qualified AFR-PE-4 resin system.
New school imides
Polyimides that are safer to handle than PMR-15 and can be processed via less costly RTM, resin infusion or other out-of-autoclave (OOA) techniques could well represent the “Holy Grail” of high-temperature formulation chemistry. The Air Force, certainly, is seeking this prize for its fighter programs, in part through a comprehensive properties and performance database established by the National Center for Advanced Material Performance (NCAMP), part of the National Institute for Aviation Research (NIAR, Wichita, Kan.).
To determine the viability of polyimide composites as lighter-weight, lower-cost substitutes for titanium and BMI in aircraft components, NCAMP now is testing MVK-14 FreeForm polyimide/carbon fiber prepreg. Renegade Materials Corp. (Springboro, Ohio) makes the prepreg with low-cost, MDA-free polyimide resin formulated by Maverick Corporation Maverick cofounder/CEO Eric Collins explains that this trademarked material system, which has a service temperature of 550°F/288°C, has been developed in cooperation with GE Aviation (Evendale, Ohio), using the engine OEM’s proprietary FreeForm technology. FreeForm is based on a blend of two different PMR-type chemistries.
“Our MVK-14 FreeForm is considered a ‘drop in’ replacement for PMR-15 with similar mechanical properties, thermal stability, and process equipment,” reports Matt Buczek, manager of GE’s Aviation’s Composite Technology Section/Engines. He points out that MVK-14 FreeForm is designed for use in the same types of composite components previously made from PMR-15, such as 30- to 50-ply laminate fan ducts on GE F404 and F114 engines that power F-18 and F-117 fighters. “To date,” he reports, “MVK-14 FreeForm in high-temperature composites processes at a temperature comparable to PMR-15, but over a slightly longer cure cycle.”
According to Collins, the MVK-14 FreeForm prepreg specifications, processing documents and allowables database that results from the NCAMP test program will provide valuable data to Lockheed Martin (Bethesda, Md.) for the F-35 Joint Strike Fighter (JSF).
Of materials qualification in general, Buczek notes that “qualification costs for new materials can be high, and participation in active military applications can help fund some of the necessary research for materials such as MVK-14 FreeForm. We expect the material to provide cost reductions by eliminating environmental and safety expenses associated with the MDA in PMR-15, and by expanding the supply chain of fabricators. A number of new manufacturers have expressed keen interest in working with MVK-14 FreeForm.”
Certainly Maverick and Renegade lead the way within this interest group. Maverick, in particular, wants to lay claim to the supplier niche for both low-cost and MDA-free polyimides in high-temperature composites. The company currently offers BMI resins at $100/lb, MVK-14 at $250/lb and AFR-PE-4 at under $500/lb. Collins wants to bring MVK-14 in under $100/lb.
Laura Gray, Renegade‘s director of sales and marketing, tells HPC that its prepreg production capability “significantly reduces the material costs, and our close proximity to Maverick eliminates the frozen Haz Mat shipping costs that would otherwise be incurred for transit of raw materials. This cost savings is passed directly on to our customers.“ Renegade Materials has installed a specially designed polyimide prepreg production machine that reportedly operates “with virtually no scrap, is efficient at any volume production run, and is capable of meeting tolerances to within ±1 percent,” Gray says. Available product forms include films (surface films to add a resin rich layer to prepregged parts, and adhesive films for sandwich constructions), prepregged woven fabric (to 60 inches/1.5m wide) and unidirectional tape as wide as 24 inches/0.7m.
Along with MVK-14 polyimides, Maverick makes AFR-PE-4, PMR-II-50, DMBZY-15 and other polyimide resins that can be compression molded or cured by autoclave, RTM and solvent-assisted RTM (SaRTM).
Another Ohio-based material supplier, Performance Polymer Solutions Inc. (P2SI) of Moraine, formulates MDA-free polyimide/carbon, glass and quartz composites in unidirectional tape, textiles and preforms. Its 900HT exhibits Tg values to 900°F/426°C over a service temperature range of 600°F to 1500°F (316°C to 816°C). P2SI vice president Jason Lincoln touts the exceptional TOS shown in polyimide parts made via automated fiber placement, which he says can exhibit flexural strength of 115 ksi and interlaminar shear strength of 6 ksi at 600°F/316°C. P2SI’s commercialized RTM/VARTM resins reportedly address the need for both high-temperature performance (to 550°F/288°C) and lower-cost processing. “TOS is the yardstick commonly used to measure the performance of high-temperature composites, especially for engine and airframe parts that require long life and durability in oxidizing environments,” Lincoln explains. “However, high TOS resins, such as AFR-PE-4, can be challenging to handle and cure, so we have developed formulations with both hot/wet durability and improved processing.”
P2SI is currently finalizing a drop-in replacement for AFR-PE-4 that answers to that description, based on research funded by the Small Business Innovative Research (SBIR) program from NAVAIR. “With these new resins, designated NRPE, even out-of-autoclave fabrication and repair of carbon fiber/polyimide composites have been demonstrated, which,” Lincoln points out, “were not feasible with AFR-PE-4.”
Out of the lab & into the plant
Fabricators who make high-temperature components for aircraft, missile and space applications are taking full advantage of polyimide’s wider window of processability. For example, San Diego Composites (San Diego, Calif.) is currently developing a double-bag assisted RTM (DBARTM) cure cycle for engine nacelle components with nonflat geometry, through a NASA LaRC SBIR. Company VP Christine Benzie identifies Grafil 34-700 carbon fiber and PETI-330 resin as the material system under evaluation for this part, which sees long-term exposure over 400°F/204°C. Where parts previously required autoclave processing at 100 psi/6.89 bar during prolonged cure cycles, the DBARTM cure requires vacuum pressure of only 12 to 14 psi (0.83 to 0.97 bar) during a comparatively short eight hours at 600°F/316°C.
Benzie also reports using IM7/AFR-PE-4 composites to build prototype and full-scale dorsal fins for new missiles that may see 500°F to 700°F/260°C to 271°C for 60 seconds on mission. Benzie makes the point that “the growing database of AFR-PE-4 material properties enables developmental programs to use this lower-cost polyimide without having to invest in additional materials testing.”
Similarly, Cobham Composite Products, is replacing both PMR-15 and Cytec Engineered Materials’ (Tempe, Ariz.) Avimid N polyimide with AFR-PE-4 in several high-temperature aircraft component programs. Cobham’s Paul Oppenheim notes that besides raw-material cost benefits, the AFR-PE-4 “offers better material consistency from batch to batch and is easier to process than Avimid N, with none of the toxicity issues of PMR-15.“ While AFR-PE-4 in component production can present some formidable processing challenges, Cobham has drawn upon its considerable experience in continuous-fiber compression molding with this and other high-temperature resins. “We can optimize mold designs for polyimide processing through resin traps/channels, mold material selection and cleaning processes,“ Oppenheim notes, “and all these factors result in lower production costs and scrap.” A novel Cobham-designed and qualified multiaxis press system minimizes labor and achieves a consistent process cycle.
Next issue: In Part II, HPC updates development and commercialization activities bismaleimides, cyanate esters, phenolics, benzoxazines and phthalonitriles.













.jpg;maxWidth=300;quality=90;format=webp)


Related Content

Thermoplastic composites welding advances for more sustainable airframes
Multiple demonstrators help various welding technologies approach TRL 6 in the quest for lighter weight, lower cost.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
The making of carbon fiber
A look at the process by which precursor becomes carbon fiber through a careful (and mostly proprietary) manipulation of temperature and tension.
Read More
Materials & Processes: Fibers for composites
The structural properties of composite materials are derived primarily from the fiber reinforcement. Fiber types, their manufacture, their uses and the end-market applications in which they find most use are described.
Read MoreRead Next

Are high-temp thermosets ready to go commercial?
Developed for the U.S. military, these high-performance matrices are branching out into wider use.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More