
Rapid Manufacturing, Part II: Pioneer Applications
Harbingers of what could be a significant trend, these composites manufacturers demonstrate the potential of additive fabrication and several innovative materials in tool-free manufacture of complex components.




Stereolithography was the method and 3D System's (Valencia, Calif.) Accura Bluestone the material used to build this wind tunnel model for a Formula 1 racing team's brake cooling duct. Source: Renault F1
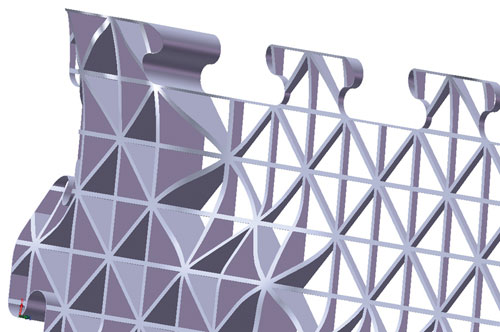
A close up detail of photo 6 shows the contour of the part and cells. Note that the part features depicted here would be directly formed in the D-DAC process, and would require no additional machining.

DSM Somos' (Elgin, Ill.) stereo-lithography material, NanoTool, is a composite of nanocrystalline part-icles, larger silica particles and a photosensitive epoxy resin. It is being used to make short-run injection molds, wind-tunnel models and as a base material for nickel-plated parts used in manufacturing applications. Source: DSM Somos
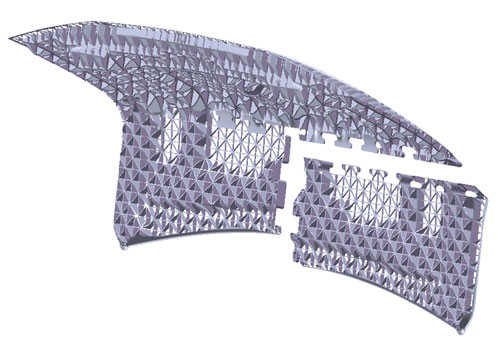
Conceptual assembly of D-DAC cored panels, which form the core of the replacement's composite sandwich.

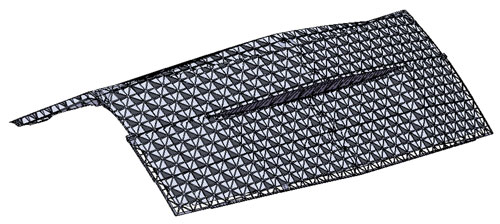
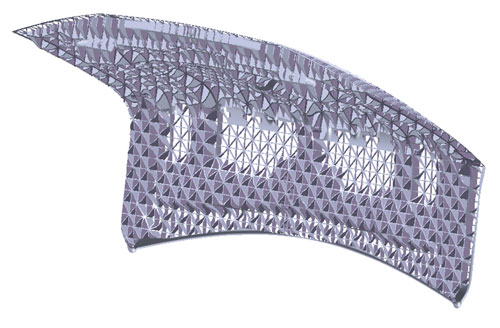
Client's CAD rendition viewed from a different angle.
Conceptual assembly of D-DAC cored panels for the composite sandwich structure.
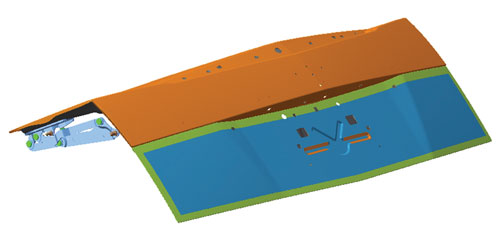
Original CAD rendition of a Cadillac trunk lid, as supplied by client.
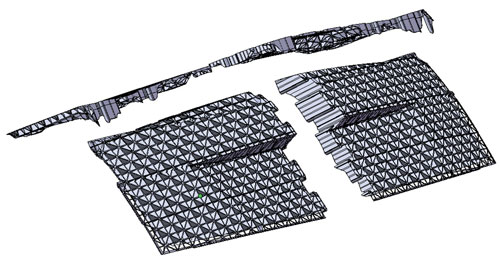
The D-DAC cored panel assembly, exploded to emphasize the modular nature of the process.

These two one-piece aerospace ducts were built using the Selective Laser Sintering process and DuraForm HST material supplied by 3D Systems (Valencia, Calif.). Note the detail captured in the RM'd parts. Source: 3D Systems
Rapid manufacturing (RM) in the composites industry has been encouraged not only by improvements in conventional rapid prototyping machines but the development of new materials as well. As a result, a variety of composites applications that make use of rapid manufacturing have recently entered production, and others are being developed and validated. As the following case studies illustrate, the impetus for its use also comes from the applications themselves, where the limitations of conventional toolmaking and molding processes and the special strengths and capabilities of rapid manufacturing intersect, revealing the latter as the best, and sometimes the only, means to accomplish production and performance goals.
Custom-created Core for Sandwich Constructions
Dynastrosi Laboratories Inc. (Bowling Green, Ky.) has developed a patented process called Digital-Direct Advanced Composites (D-DAC) to build net-shaped, self-supporting composite core structures. The structures are built directly from CAD files using a variety of rapid prototyping (RP) platforms, including Fused Deposition Modeling (FDM) additive fabrication in machines supplied by Stratasys Inc. (Eden Prairie, Minn.). (Additive fabrication methods, machines and machinery suppliers are identified and discussed in "Rapid Manufacturing, Part I," see "Learn More" at right.)
Dynastrosi's core structures reportedly can be built from any number of materials, depending on the application, ranging from ABS/polycarbonate thermoplastics to stereolithographic resins. The most frequently used resins are ABS, polycarbonate and polyphenylsulfone. The cores are then overlaid with glass- or carbon-fiber faceskins to make parts used in a variety of aerospace and automotive applications. Owens Corning Composite Solutions LLC (Toledo, Ohio), one of Dynastrosi's research partners, supplies the glass fiber reinforcements, and Advanced Composites Group Inc. (ACG, Tulsa, Okla.) is the company's main supplier of carbon fiber reinforcements. The company uses a number of methods to make and apply the faceskins, including hand layup of prepreg, wet layup, VARTM and filament winding.
At present, D-DAC is primarily being used to manufacture replacements for parts originally designed in aluminum or steel. The potential weight savings afforded by the composite core structures in comparison to aluminum honeycomb core are as high as 50 percent. According to the company, the specific tensile strength (ratio of material strength to density) of a D-DAC structure is four to six times that of aluminum; its specific modulus (ratio of material stiffness to density) is three to five times greater than aluminum or steel. D-DAC also shaves up to 67 percent of core development time compared to what would be required if the core were molded using conventional tooling.
Dynastrosi recently contracted with aftermarket automotive replacement parts specialist D3 Research and Design (Signal Hill, Calif.) to design, manufacture and supply a dozen replacement parts for a limited-production Cadillac CTX using its D-DAC process. Final volumes have yet to be determined, and most of the replacement parts are still in development and testing. The redesign project includes replacement of an air intake manifold with a carbon laminate, replacement of a steel bumper with a carbon-fiber laminate and replacement of a trunk lid and body panels with a composite-cored sandwich structure. In the case of laminate structures, D-DAC will be used to make the tool to mold the part, rather than the part itself.
Not yet in production, the roughly 50-inch by 21-inch by 17-inch (1,270-mm by 533-mm by 432-mm) trunk lid will integrate six separate parts into a single piece. The core structure will be built from polycarbonate, which provides strength and impact resistance properties best suited to a trunk lid. Polycarbonate also has better bonding characteristics to the ACG LTM26 carbon-fiber prepreg used in the faceskins than do ABS and other rapid manufacturing resins, says Ron Jones, Dynastrosi's president and CEO. The redesign procedure for the trunk lid will follow common steps used by Dynastrosi for all replacement parts. When the CAD file and material and performance specifications are received from the client, the data is used to rough out a single D-DAC design that meets specs and conforms to the outer mold line of the desired part. The company then uses finite element analysis (FEA) to analyze various internal core options. Core channels for wiring, conduits and other features can be incorporated easily into the geometry, and the pattern is tweaked to create the lightest possible part that meets all the strength and shear load requirements.
"We can vary the internal reinforcing architecture by changing the cell pattern, the density or the thickness," says Jones, noting that his company is still awaiting some data on external stresses on the lid before determining the trunk lid core's final shape.
Another factor that comes into play in the design of core is the size constraints imposed by the build envelope of the selected machine. Dynastrosi outsources the build of its FDM-type core structures to commercial service bureaus, such as RedEye RPM, the service bureau division of Stratasys. Gordon Smith, head of product design at Dynastrosi, says the core would most likely be built on the Stratasys FDM 900mc system, which has a 36-inch by 24-inch by 36-inch (914-mm by 610-mm by 914-mm) build envelope. The limited build area will require Dynastrosi to sectionalize the trunk's core structure into four or six panels, according to Smith. Sectionalized core panels are connected using one of several interlocking designs along the core sections' inner lines. "One of our defaults is called a sliding dovetail, which creates positive registration so the panels can't pull away from one another," says Smith. Other configurations include tongue-and-groove joints and overlapping toggle connections. An adhesive, usually an epoxy supplied by ACG, is applied along the joint lines.
The faceskin on the lid will be a carbon fiber prepreg. Although the company has yet to specify the number of plies or density of the prepreg, Jones says that, generally, ACG's LTM series prepregs are used for carbon faceskins that require a Class A surface. To achieve the best possible finish, Dynastrosi uses "a technique that is part of our art" for which the company is investigating the pursuit of a patent, says Jones. The technique, he says, involves "a different way of using a caul plate on the fixtured core in order to evenly distribute pressure from the vacuum bag to the part. After bagging, the lid will be cured in one of the company's two in-house-built electric ovens, at a temperature between 180°F and 220°F (82°C and 104°C).
When the project kicks into full gear, Jones expects to be producing about 6,000 parts over a 12-month period, worth about $5 million (USD). If the limited-production vehicle goes into full production, the potential business could be as high as 60,000 parts, worth about $20 million (USD).



RM'd Nanocomposite Enables Previously Impractical Production
Full-service rapid design and direct manufacturing firm American Precision Prototyping Inc. (APP, Tulsa, Okla.), is using stereolithography (SLA) and an engineered nanocomposite-based SLA build material to make short-run injection molding tools, as well as parts used in full-scale production. The material, Acura Greystone, was developed by SLA and Selective Laser Sintering (SLS) systems supplier 3D Systems Inc. (Rock Hill, S.C.) and complements the company's first nanofilled material for use in SLA additive manufacturing, Acura Bluestone, introduced about three years ago. Steve Hanna, 3D Systems' director of stereolithography materials, says that a slightly different type and amount of filler makes Greystone easier to use and stiffer than its predecessor. A flexural modulus of about 10,000+ MPa, compared to 8,300 to 9,800 MPa for Bluestone, puts Greystone on par with a 30 percent glass-filled polycarbonate of ABS, says Hanna.
The high ratio of nanofiller to resin also gives Bluestone and Greystone a much higher heat deflection temperature (HDT) than a typical SLA resin (see "Rapid Manufacturing: The Materials," a sidebar that accompanies Part I of this series). APP co-owner and president Jason Dickman says Greystone's HDT and dimensional stability distinguish it from other SLA and SLS resins. He also reports that the resin maintains good rheological properties. "The first filled SLA resin we ran from a competitor of 3D's tended to settle, so we couldn't have a build time over 48 hours," he notes. "The nanosize particles stay in suspension, and we don't have any time limitations with this material."
At APP, the materials are finding use in applications that do not lend themselves to a simple composite-for-metal replacement strategy. If it were not for rapid manufacturing, the parts' extreme complexity would make fabrication of tooling and molding process control prohibitively expensive if not practically impossible. A case in point is APP's recent acquisition of a contract to redesign and manufacture a 12 inch by 4 inch by 4 inch (305 mm by 102 mm by 102 mm) grain/pellet separator nozzle, a component of a quality-control system used to inspect pellet-sized product moving on high-speed conveyor systems. The nozzles are installed in pairs in the equipment, which is positioned above the conveyor. A high-speed camera detects bad pellets and sends a signal to actuate air pressure in a series of holes in the rear of the nozzle. A jet of air is released through a corresponding hole in the front of the nozzle, ejecting the pellet from the conveyor.
Using Bluestone and SLA, APP was able to eliminate hundreds of separate hoses and other parts used to make the metal version of the nozzle and replace them with a single component. APP built prototype nozzles from a variety of materials used in SLA, SLS and FDM additive-technology machines. After selecting Bluestone, APP worked with the client to finalize the design. The rear or air-entry side of the nozzle is built with 15 circular arrays of holes. The holes exit on the front of the part in a linear array. Additionally, the holes transition from round on the rear of the part to oval on the front- a change in shape that increases the velocity of the air passing through the front hole. Each hole on the front side is about 0.125 inch wide by 0.0625 inch high (3.175 mm by 1.5875 mm) and, Dickman says, Bluestone and SLA equipment enables APP to maintain a dimensional tolerance of ±0.002 inch (±0.05 mm).
APP is currently qualified to build the part on its 3D Systems' SLA 7000, although Dickman says he also can envision using the latter's Viper Pro to make the parts when they reach full production. A racking array on the SLA 7000 will enable APP to make 18 parts at a time. Dickman estimates the total build time for each set at about 60 hours. After the parts are made, isopropyl alcohol is pumped at 2 bar/29 psi of pressure through each of the 300 holes to clear them of residual resin. The procedure is repeated three times, and then the parts are postcured in a 3D Systems UV oven for 30 minutes (APP owns three UV ovens). Parts made from nanofilled Bluestone materials also require a thermal postcure. APP uses a Quincy Lab Model 40 GC Lab oven (Quincy Lab Inc., Chicago. Ill.) to postcure the part at 125°C/250°F for one hour.
APP's customer is selling the pellet inspection system worldwide, with a potential volume of 600 to 900 units. Because each unit contains two nozzles, potential business is in the range of 2,000 parts.
SLA Nanoepoxy Makes Mark in Metal-plated Composites
Metal-plated plastics have been used for many years in a number of applications that require the functional properties of metals (e.g., conductivity) but the lightweight of a plastic. Historically, production of such parts required the creation of a master model, machining of tools from the model, and molding of the plastic foundation, followed by plating of the demolded part in a secondary operation. At Fineline Prototyping (Raleigh, N.C.), however, the use of SLA has removed the time-consuming modeling and toolmaking phases from the product development cycle of the company's nickel-plated plastic parts. Fineline uses stereolithographic materials manufacturer DSM Somos' (Elgin, Ill.) composite stereolithography material, NanoTool, a UV-curable epoxy resin filled with a combination of nanoparticles and larger silica particles. According to Fineline president Rob Connelly, NanoTool has surface properties that are exceptionally compatible with metal plating. "We've been using stereolithography to make parts for plating for about five years," he says, "but NanoTool beats all the other materials we've tried. It accepts plating without any voids and the plated metal adheres well to it."
Fineline calls its nickel-plated NanoTool product SLArmor. Connelly says one the highest growth areas for the product is the manufacturing of jigs and fixtures. The traditional method of making these parts — 3-axis CNC machining from aluminum or plastic — places constraints on design. According to Connelly, making the parts out of NanoTool via stereolithography gives designers greater design freedom and "absolute flexibility in geometry." Fineline can produce jigs and fixtures on either its SLA Viper, with a build envelope of 10 inches by 10 inches by 10 inches (254 mm by 254 mm by 254 mm) or SLA Viper Pro, with a larger build envelope of 29 inches by 25 inches by 21 inches (736 mm by 635 mm by 533 mm).
During design, the geometry of the part must be undersized by the thickness of the plated layer that will be applied. For jigs and fixtures this is normally in the range of 0.002 inch to 0.006 inch (0.051 mm to 0.152 mm). After the part is made via SLA, it is sandblasted to roughen the surface and then shipped to RePliForm Inc. (Baltimore, Md.) for plating. RePliForm has developed a special technique for plating SLA parts that creates not just a coating, "but a true composite," according to a DSM Somos technical paper. The part is first cleaned with a mechanical treatment. Because NanoTool is nonconductive, it is first submerged in an electroless bath where metal ions are absorbed on the surface. It is then electroplated in copper, rinsed and electroplated again in nickel. Total turnaround time from SLA to plating is usually less than a week. Connelly says the nickel layer imparts ductility and toughness to the extremely stiff NanoTool, resulting in a component with an ideal combination of properties.
For its part, DSM Somos is offering a "turnkey" SLA/metal plating process called Metal Clad Composite (MC2). DSM business manager Jim Reitz calls MC2 a marketing concept designed to simplify the process of making metal-plated composite parts without machining. The base part is made in NanoTool with SLA by a qualified service bureau. Users can specify one of three types of plating thicknesses, depending on the structural and strength requirements of the application. Type 1 (6 percent metal) corresponds to a tensile strength of about 100 MPa, Type 2 (12 percent metal) has tensile strength of about 150 MPa, and Type 3 (24 percent metal) corresponds to a tensile strength around 240 MPa.
MC2 is targeted to compete with stamped metal and die-cast metal parts used in prototyping or short-run production. One of the main advantages of using the process in this application is the ability to make parts with walls thinner than 0.060 inch/1.52 mm, the approximate lower limit for most die-cast parts. MC2 is capable of making parts with walls as thin as 0.01 inch/0.254 mm. The process also can be used to incorporate electromagnetic shielding in electronic and medical devices, as well as to make decorative plumbing fixtures and thermal and chemical barriers.
DSM has qualified three service bureaus to use MC2: Fineline Prototyping, Laser Reproductions (Gahanna, Ohio) and R & M Engineering (Clio, Mich.). A design engineer places an order with one of the three MC2 providers. The provider then consults with the designer to determine the best MC2 type, makes adjustments to the CAD or STL file, builds the part using SLA and sends the part to RePliForm for plating. "The purpose of the concept is to provide a high level of consistency and reliability to this type of composite manufacturing, as well as grow and expand applications," says Reitz.
SLS Cam Cover: New Approach, Familiar Issues
CRP Technology Srl (Modena, Italy), one of the earliest and most successful users of additive manufacturing in the motor sports arena, has used Selective Laser Sintering (SLS) to build parts for racing motorcycles, including engine components capable of dealing with extremes of heat and pressure (see "Focus on Design" in "Learn More"). Yet one of its recent rapid manufacturing development projects produced a near miss that illustrates the important roles that design and engineering must play if rapid manufacturing is to achieve widespread use in the composites industry.
The project involved development of a composite camshaft cover for a four-stroke, 800-cc motorcycle engine designed by Ilmor Engineering Ltd. (Brixworth, Northamptonshire, U.K.). The cover, a structural part that supports the bearing of the camshaft, which typically turns at 19,000 rpm, with a working temperature of 130°C to 140°C (266°F to 284°F), was designed to replace the aluminum version then in use. CRP built a cover from its sinterable, carbon-fiber filled resin, Windform XT. The goal was to reduce engine weight and, as a result, lower the bike's center of gravity.
However, an unanticipated problem arose because the camshaft cover mates with a set of aluminum bearing straps in which the camshaft is seated. In the all-metal engine, an aluminum alloy, such as AL 2024, would be used. This alloy, however, has a coefficient of thermal expansion (CTE) of 23.2 microns/m/°C. The high CTE can cause the bond between the carbon composite and the aluminum to deform and collapse.
To reduce the stress on the composite-to-aluminum bond, engineers redesigned the camshaft bearing straps in an aluminum metal matrix composite, AMC225XE, an aluminum alloy reinforced with 25 percent silicon carbide particles by volume. This material has a CTE of 15.5 microns/m/°C. Use of a metal matrix composite minimized the elongation difference between the two materials. However, after this design was tested at full speed power on a dynamometer, there was a failure in the adhesive bond between the aluminum bearing straps and Windform XT. CRP is now conducting proprietary R&D to develop an adhesive with greater flexibility at high temperatures.
Ian Watson, senior design engineer at Ilmor, says he is not too disappointed by the glue failure, but he admits that the best chance for the project to succeed would be to design the camshaft cover and surrounding components from the outset with the SLS process and material in mind. "If I were to design the engine again and wanted to have a structural Windform cam cover, I would look at a different stud arrangement and camshaft bearing size to allow the cover to be one piece with a plain bearing shell."
Stewart Davis, director of operations for CRP USA (Los Angeles, Calif.) says the project highlights the inherent difficulty in introducing RM into a design process already in progress: "There's a lot of struggle because the first approach is "'I have a part and we make it like this; gosh, it would be great to make it like that instead,'" he notes. "If you're not thinking of the technology from the start, you don't have full use of the potential of the laser sintering machines or freedom of design."
Donnie Vanelli, president of RP/RM materials supplier Advanced Laser Materials (Belton, Texas) concurs, noting that to take full advantage of an additive fabrication technology such as SLS, the end-user and designers need to be aware of the benefits up front where "you can do things such as reduce part and assembly counts and make thinner walls," he says. "A retrofit is always more problematic."
New Paradigm: Just Add Time
Rapid manufacturing proponents are careful to point out that rapid manufacturing is still in its formative stages. As is true with any new technology, many design- and production-related issues are still sorting themselves out, often sending designers, materials suppliers and manufacturers back to the lab or the drawing board or both. Vanelli underscores the importance of remembering that all of the additive process technologies described here were originally designed as prototyping processes. To take additive fabrication to the next level, Vanelli contends, the RP service bureaus have to mature into manufacturing companies. "There's a big difference in making a single prototype part and a thousand parts, each of which has to be identical," he notes.
Likewise, those who make the machines and materials, like those who use them, have only begun to grasp the potential in RM, and there is an inevitable delay between apprehension of the need for a technology and its application.
It is by no means clear which methods and machine designs will prove most capable in the manufacturing arena. Although Dynastrosi's Jones prefers FDM, he admits that circumstances often dictate the technology. "Our view is that SLS is much slower and doesn't yet have the engineering qualities that FDM has," he says, but allows that the choice of "the best" additive fabrication system is always driven by applications, each of which is unique.
Vanelli acknowledges that laser sintering machines in general have to become more robust and reliable. "There's some variability in the process that has to be eliminated." Nevertheless, he believes that SLS will play a lead role in the evolution of additive-process technology from rapid prototyping to rapid manufacturing. "If you look at all the additive processes, laser sintering tends to have the widest range of materials," he explains, "because you can get many materials in powdered form that you can't get in liquid or filament."
Vanelli points out that injection molding has been such an effective and versatile production method in large part because thousands of specialized and compounded materials are in play, arguing that the same approach could and should be taken to develop materials for laser sintering. "Our business model has been to work with manufacturers to determine what properties they need for a specific application that could be directly manufactured, then develop the material."
Although rapid manufacturing is far from mature, one could argue that its very immaturity — considering what is already being accomplished — speaks well for its future.











.jpg;maxWidth=300;quality=90;format=webp)




Related Content

3D-printed CFRP tools for serial production of composite landing flaps
GKN Aerospace Munich and CEAD develop printed tooling with short and continuous fiber that reduces cost and increases sustainability for composites production.
Read More
Hybrid process marries continuous, discontinuous composites design
9T Labs and Purdue applied Additive Fusion Technology to engineer a performance- and cost-competitive aircraft bin pin bracket made from compression-molded continuous and discontinuous CFRTP.
Read More
Low-void, large-scale, high-volume 3D-printed composites
Among its many composites-related projects, Oak Ridge National Laboratory recently installed its first AMCM test cell, combining extrusion with compression molding for fast, low-void, low-porosity thermoplastic composite parts.
Read More
TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read MoreRead Next

Focus on Design: The promise of rapid manufacturing
Selective Laser Sintering technology and new materials abbreviate the design phase and produce a key part for a new motorcycle racing engine.
Read More
Rapid Manufacturing, Part I: The Technologies
An outgrowth of rapid prototyping, tool-free additive fabrication is shortening product development cycles for manufacturers of smaller, limited-run composite parts.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More