
Phenolic Delivers More Torque
German automaker BMW and suppliers collaborate to produce the world's first continuously variable intake manifold.




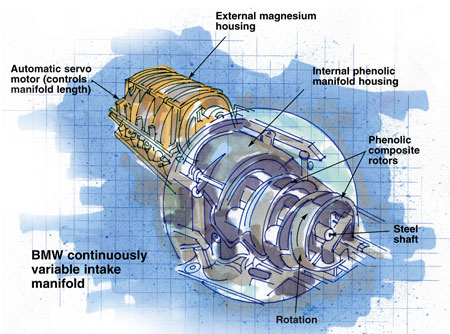

Source: VyncolitCutaway of manifold assembly showing phenolic composite rotors and internal housing, supported in magnesium external housing.

Source: VyncolitAssembly of glass-reinforced phenolic internal housing segments.

Source: VyncolitPhenolic rotors meet exacting standards for dimensional accuracy, flatness and performance at elevated temperatures.
The penetration of polymer-based components in automotive engines tends to be evolutionary. After extensive testing and development, a plastic or composite component is introduced on a single model, and after a few years of successful application, it begins to be adopted by more engineers within the same company, and eventually by engine designers at other automakers. Accelerating the growth of plastics and composites underhood is the drive for better fuel economy, reduced emissions and lower weight, while trying to satisfy consumer demand for engines with more size and power.
Most of the easy substitution of plastics for metals in engine compartments has already been completed. New opportunities for replacement have increasing mechanical and thermal demands, requiring high-strength, glass-reinforced polymers with excellent mechanical performance at temperatures of 140°C/284°F and above. One class of materials rapidly gaining acceptance in these difficult applications is glass-reinforced phenolic.



Automakers often introduce new technology into their premium vehicle lines. In the 2002 model year, BMW introduced new models in its high-end 7 series, including the 735i and 745i, which have completely new aluminum-block V8 powerplants containing a host of new technologies. BMW's major objective with these 3.6L and 4.4L gasoline engines was to increase the torque level substantially over the previous series of engine designs without increasing engine weight. Working in conjunction with molder Baumgarten GmbH (Neunkirchen, Germany) and engineering grade phenolic molding compound supplier Vyncolit N.V. (Gent, Belgium), Tier 1 system supplier Kolbenschmidt Pierburg AG (Düsseldorf, Germany) designed, developed and produced the world's first continuously variable air intake manifold for the new BMW engines. Key to the performance of this manifold at all engine speeds is the dimensional stability of its phenolic composite components.
UNIQUE DESIGN, UNIQUE PERFORMANCE
Pierburg has many years of experience in designing and producing high-tech manifolds with adjustable air intake capability. Setting the intake runners, which distribute the air from the filter to each individual cylinder, to a specific length optimizes efficiency for a given engine speed. Adjustable manifolds alter the length in discrete stages (a number of engines have two stages and a few have three), but this gives peaks and dips in the engine's power curve (a graph of torque produced vs. engine rpm, shown at lower right).
For BMW, Pierburg was challenged to develop a manifold without these limitations — one whose runner lengths could automatically be continuously varied according to engine speed, and therefore provide smoother torque performance. In the first stage of development, Pierburg designed the complex inner workings of the manifold to achieve the objective, using three-dimensional flow calculations. Due to the difficult shape of the components, Pierburg decided to manufacture the manifold in plastic to save weight and reduce secondary machining operations associated with an all-metal system. The company also elected to mount the manifold in a sealed magnesium external housing which is bolted on top of the engine between the cylinder heads, where temperatures can reach 150°C/300°F. Magnesium was chosen for its stiffness (compared to injection molded plastic), impact resistance and weight savings over aluminum, which is 50 percent higher in density.
The plastic air intake manifold unit consists of eight specially shaped rotors inside a housing, which forms the air inlets to each of the eight engine cylinders. Four rotors are mounted on each of two rotating shafts, one for each half of the V8 engine. The central, internal area around the rotors serves as a plenum for the incoming air. During operation, the length of the airflow path is defined by the rotation of the shafts, which are synchronized to turn in opposite directions to provide equal intake length to the left and right sides of the engine, ranging from 230 mm to 670 mm/9.05 inches to 26.4 inches. Achieving this range requires a rotation of 236 degrees, which is accomplished through the use of an electronically controlled servo motor in under one second. Up to 3,500 rpm, the longest intake manifold setting of 670 mm/26.4 inches is maintained. Above this point, the manifold path is continuously shortened to maintain engine torque, providing improved acceleration at both low and high vehicle speeds.
Pierburg began development of the plastic rotors and housing by evaluating high temperature thermoplastics such as glass fiber-reinforced polyphthalamide (PPA) and polyphenylene sulfide (PPS). However, when the complex parts, which have wall thicknesses ranging from 2.2 mm to 3 mm/0.087 inch to 0.12 inch, were injection molded, excessive warpage occurred in the parts, due largely to variable mold shrinkage and fiber orientation issues. This prohibited accurate assembly of the rotors onto the shafts and caused misalignment of the housing segments. The finished manifolds also exhibited poor dimensional stability when subjected to engine temperatures of 140°C/ 284°F, above the glass transition temperatures of PPS (90°C/194°F) and PPA (127°C/261°F).
GLASS-REINFORCED PHENOLIC SAVES PROJECT
In June 1999, Pierburg turned to Vyncolit and Baumgarten to assist with the redesign and manufacture of the manifold components using engineering grade phenolics. Reinforced with chopped glass and minerals, these are distinguished from general-purpose grades of phenolics by their significantly higher mechanical strengths, impact resistance and dimensional stability, especially at elevated temperatures. Pierburg had previous success with these thermosetting materials in fuel and cooling system components due to their high glass transition temperature, low coefficient of thermal expansion (similar to aluminum) and low warpage in molding.
Given the late start on the program, Vyncolit had to work fast, says Willem Lossy, Vyncolit's European marketing manager. Pierburg required molded parts for testing in three months (by September 1999) to meet BMW's engine development schedule. Tooling had to be built and the molding process debugged during this time frame.
For the internal housing, the partners selected Vyncolit X7250, a glass fiber- and glass bead-reinforced phenolic compound. The choice of material was based on its ability to be molded into highly isotropic parts with wall dimensions as thin as 2.2 mm/0.087 inch, with long flow paths in the mold (some of which reach 170 mm/6.7 inches) and the material's high dimensional stability at elevated temperatures (to 160°C/320°F).
For the rotors, which have a combination of dynamic mechanical and thermal requirements, a newly developed grade, Vyncolit X6952, was selected. This material, with 55 percent glass reinforcement and optimized coupling between the phenolic matrix and the surface of the reinforcement, provides a higher level of mechanical performance and fatigue resistance. Both X7250 and X6952 have glass transition temperatures of 170 to 200°C/338 to 392°F upon molding. This can be further elevated with postcure, but this was deemed unnecessary for the intake manifold, explains Lossy. Additionally, both materials retain more than 80 percent of their room temperature flexural modulus when tested at the performance requirement of 140°C/284°F.
Vyncolit assisted Baum- garten in the design of the steel injection molds for the phenolic manifold component. Each mold was specially coated to resist wear from the glass-filled compounds. They also collaborated in developing the parameters of the molding process to ensure reproducible and dimensionally accurate parts with the smooth surfaces that improve manifold performance. The manifold assembly consists of 17 injection molded pieces: eight identical rotors, seven identical housing segments and two distinct end plates (one of which includes the eighth housing segment). These parts, many of which include metal inserts, are produced in cycle times ranging from 90 to 120 seconds (including loading of inserts), with the parts robotically removed from the press. Tolerances are tight — the hot, molded components are placed into cooling fixtures at the press to ensure flatness. Removal of the gates and flash also is performed automatically by Baumgarten prior to shipment to Pierburg for assembly.
The manifolds are robotically assembled on a dedicated line at the Pierburg facility in Düsseldorf. After installing the rotors on the shafts, the housing segments are put together using silicone adhesive and four long bolts. This composite subassembly, which weighs only 5.4 kg/11.9 lb, including inserts, is subsequently mounted into the magnesium external housing and secured using bolts and additional silicone.
Prior to successful durability and performance testing by BMW, Pierburg satisfactorily completed rigorous dimensional analysis of the molded parts, demonstrating the capabilities of the selected materials and the molding technique. Assembled manifolds were put through demanding tests on engines at Pierburg, meeting design objectives.
A TECHNICAL AND MARKET SUCCESS
The new engines produce considerably more power than their predecessors — 245 kw/333 hp versus 210 kw/286 hp in the 4.4L version, an increase of 14 percent. Torque has been increased to 450 N-m/330 ft-lb, significantly above the previous engine. With an estimated top speed of 250 kph/155 mph, the 745i goes from zero to 100 kph/60 mph in just under six seconds. The new engines are more fuel-efficient as well. A combination of the variable intake manifold, adjustable valve lift and variable valve timing results in 14 percent less fuel consumption compared to the old engine, according to BMW. The new 735i and 745i have been in production since November 2001, with BMW reporting 52,000 deliveries of 7-series vehicles in 2002 and a higher forecast for 2003. BMW is also planning to install the new engine and manifold on the redesigned 5-series sedan, starting in late 2003.
The innovative lightweight design and material selection earned the manifold the 2002 Innovation Award from AVK-TV, Germany's national composites association. Vyncolit's Lossy believes overcoming the challenges of tight tolerances and dimensional stability posed by the project will open the door for the use of phenolic composites in additional air management system applications, such as throttle bodies. Other continuously variable intake manifolds are not out of the question, but their complexity and associated high cost will likely limit them to higher performance vehicles for some time.














.jpg;maxWidth=300;quality=90;format=webp)

Related Content

A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read More
Carbon fiber in pressure vessels for hydrogen
The emerging H2 economy drives tank development for aircraft, ships and gas transport.
Read More
Composite rebar for future infrastructure
GFRP eliminates risk of corrosion and increases durability fourfold for reinforced concrete that meets future demands as traffic, urbanization and extreme weather increase.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More