
Multi-material rudder: Trailing-edge parts replaced
TCB Composite (West Haven, UT, US) molds replacment parts that keep legacy US Air Force A-10 Thunderbolt II fighter aircraft, affectionately dubbed Warthogs, in the air.

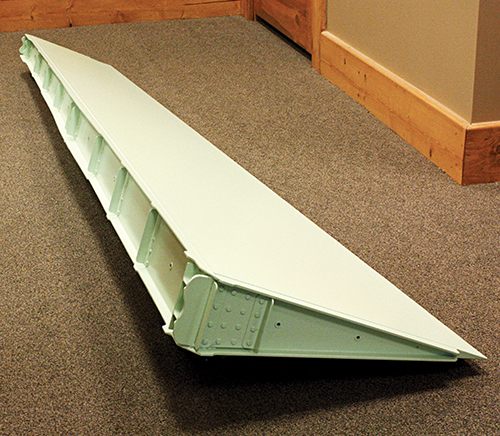
Keeping Warthogs in the air is a challenge because the OEM no longer exists. Replacement parts have to be replicated. Particularly problematic is the rudder’s trailing-edge control panel, reproduced here by TCB Composite (West Haven, UT, US). Source: TCB Composites

The US Air Force’s A-10 Thunderbolt II, affectionately dubbed the “Warthog,” is a Cold War-era Fairchild twin-jet introduced in 1977 for ground troop support, with rotary cannon that are ideal for attacking enemy armored ground vehicles. Source: US Air Force



The US Air Force’s A-10 Thunderbolt II, affectionately dubbed the “Warthog,” is a Cold War-era Fairchild twin-jet introduced in 1977 for ground troop support, with rotary cannon that are ideal for attacking enemy armored ground vehicles. Although the Air Force has come close to mothballing the roughly 300 remaining Warthogs on many occasions, to free more than US$4 billion for use in the F-35 fighter program, the US Congress recently spared it again, possibly to assume a role in the current air war in Syria and Iraq.
Keeping Warthogs in the air is a challenge because the OEM no longer exists. Replacement parts have to be replicated. Particularly problematic is the rudder’s trailing-edge control panel. “This is a part that the Air Force has been trying to procure for years,” says Shelly Barlow, operations manager at TCB Composite (West Haven, UT, US). Several composites shops had tried but failed, previously, to meet the dimensional tolerances and minimum weight required by the Air Force. Because the part is a metal/composite hybrid, controlling the coefficient of thermal expansion (CTE) of the aluminum while maintaining straightness of the long, narrow part during typical multi-stage sandwich construction was the issue, Barlow explains. TCB, an AS9100-compliant shop, was able to land the contract thanks, in part, to its development of a one-step cure process, which enables TCB to control costs and meet the very demanding part tolerances at the stipulated finished weight of less than 6.4 kg.
The 0.5m by 2.2m rudder has a maximum thickness of 127 mm. Its 0.38-mm-thick outer skins of glass/epoxy prepreg and aramid honeycomb core — both from Hexcel (Stamford, CT, US) — are supported by an internal aluminum spar and aluminum ribs. The core is bonded to the skins with a film adhesive supplied by Henkel Corp. (Bay Point, CA, US), after TCB machines it to fit around the aluminum elements. A second, foaming adhesive from Henkel bonds the core to the aluminum. This complex combination is layed up in an aluminum tool that TCB designed and fabricated in-house. Proprietary “locating mechanisms” prevent the part’s aluminum elements from moving during cure, ensuring part straightness. The part is cured in a 2.44m by 4.27m autoclave from ASC Process Systems (Valencia, CA, US), where pressure exerted by the spar and ribs under heat actually takes advantage of the aluminum/composite CTE mismatch to help consolidate the layup.
Says Barlow, “We were able to deliver the first article on time and have kept delivering remaining parts ahead of schedule.”
Related Content
-
The making of carbon fiber
A look at the process by which precursor becomes carbon fiber through a careful (and mostly proprietary) manipulation of temperature and tension.
-
Cryo-compressed hydrogen, the best solution for storage and refueling stations?
Cryomotive’s CRYOGAS solution claims the highest storage density, lowest refueling cost and widest operating range without H2 losses while using one-fifth the carbon fiber required in compressed gas tanks.
-
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.








