
Maximum thrills: Minimal tools
Water slide manufacturer’s disastrous fire loss opens door to a closed molding process that reduces the number — and cost — of production molds, promising future gain.


SplashTacular’s 360Rush, installed at the Spring Valley Beach amusement park at Blountsville, Ala. Its tower and two enclosed composite flumes feed riders into a “bowl” at the bottom, where they spin around the rim of the bowl (see close up in next photo) before splashing into about 20 inches of standing water at the bottom. Source: SplashTacular

The 360Rush “bowl” at the bottom of the water slide gives riders a spin around its rim before they splash down. Source: SplashTacular

Silicone bags for the project were made directly off the tool, rather than from wax inserts or a hand-layed model. The technique worked well with slide molds because the parts have large and open shapes and are made with identical ply schedules. Source: SplashTacular

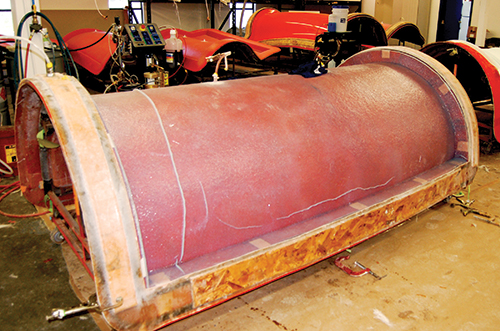
Fiberglass toolmaker JRL Ventures (Cape Coral, Fla.) developed a method of using a single reusable bag with a partial mold (below) to produce parts of different lengths by means of a moveable flange or blocker (colored black). This partial mold can produce slide flume sections that are 90 inches, 42 inches and 37.5 inches in length. Source: SplashTacular
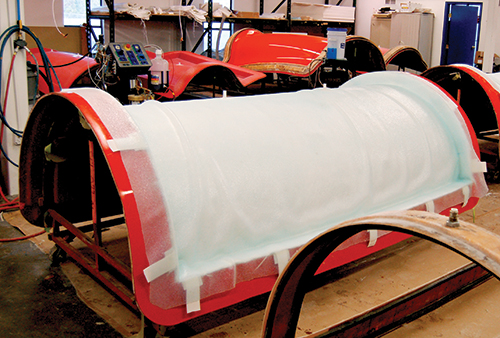
Step 1: After application of the gel coat, a single layer of 18-oz woven roving is layed up on the mold and the silicone bag is positioned and secured over the cavity and flange. Source: SplashTacular
Step 2: Technicians initiate part production by pulling a vacuum of 23 to 28 psi on the bag. Source: SplashTacular
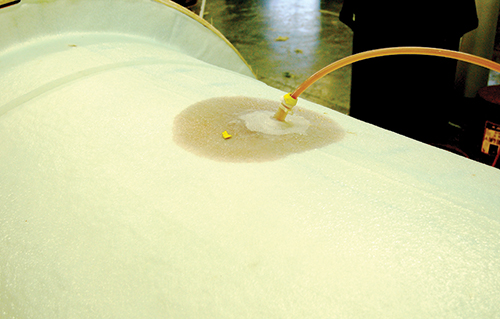
Step 3: The mold is infused with an ISO dicyclopentadiene resin that contains a blended catalyst. The resin enters through two ports at the top of the bag. Source: SplashTacular
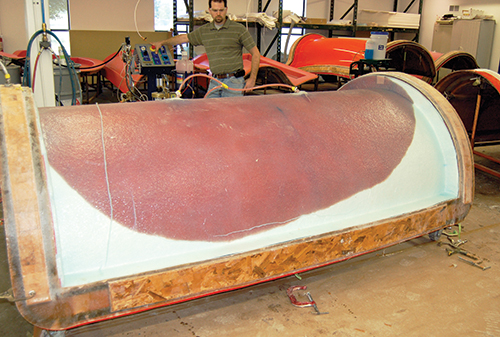
Step 4: Filling the mold usually takes 12 to 15 minutes, depending on the size of the part. Source: SplashTacular
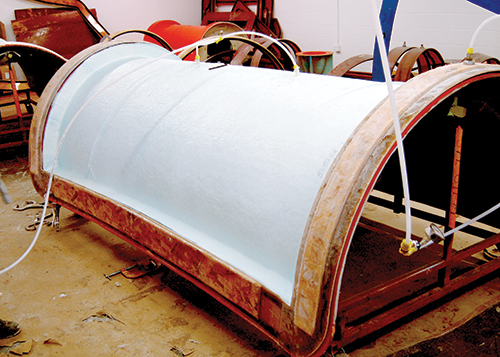
Step 5: Once the mold is filled, injection lines are clamped to maintain the vacuum and the curing process begins. The cured part is allowed to cool on the mold. Source: SplashTacular

Step 6: The part is pulled from the mold, and its backside is ready for gel coat. Source: SplashTacular



Makers of amusement park equipment and composites manufacturers have had a long association, the beginnings of which go back at least 50 years to the days when fiberglass began to replace metal and wood in cars and seating for thrill rides, as well as park benches, decorative accessories and other park features. Based on one-off and limited-run parts, amusement park jobs have high per-part tooling costs. But on a water slide project recently completed by SplashTacular (La Quinta, Calif.), Cape Coral, Fla.-based tooling supplier JRL Ventures demonstrated that tooling costs can be greatly reduced by producing parts of multiple sizes from a resizable mold and a single, reusable vacuum bag.
Built according to design parameters specified in ASTM F2376-08, “Standard Practices for Classification, Design, Manufacturing and Operation of Water Slide Systems,” SplashTacular’s 360Rush slide consists of a 58-ft/17.7m high tower and two curved, enclosed tubes or flumes, approximately 120 ft/36.6m in length, that feed into a “bowl” at the bottom. Two riders enter the slide through trap doors, descend at speeds up to 40 mph/64 kmh, and then emerge into the bowl where they spin around its walls before they splash into about 8 inches/203 mm of water at the bottom. The ground-level footprint of the slide is approximately 80 ft by 80 ft (24.4m by 24.4m).



SplashTacular had developed the 360Rush design and received a contract to build the slide before a fire destroyed its facility in Garnett, Kan., where the company’s fiberglass water slide components had been produced. SplashTacular had already contracted with JRL to build the molds for the slide. Facing a tight deadline, SplashTacular hired JRL to make the parts, too, rather than going through the time and expense of shipping tooling to a third-party fiberglass manufacturer. Not unfamiliar with part production, JRL offers prototype and first-article production as part of its package of standard toolmaking services.
Tooling venture
JRL is a subsidiary of Cape Coral-based Marine Concepts. Engineering director Kevin Long says the company has been seeking to grow its share of business in the amusement park market over the past five years. After attending shows, such as the International Association of Amusement Parks and Attractions (IAAPA) in Orlando, Fla., Long says the company realized it couldn’t compete in molds for small, intricate parts made primarily in Asia. It did, however, perceive an opportunity in the water park segment, which usually entails the production of much larger parts. SplashTacular’s 360Rush represented JRL’s first significant multimold contract in this market.
JRL primarily used NX CAD software, supplied by Siemens PLM Software (Plano, Texas), to finalize the slide design, surface part sections and fair section mating surfaces and edges. Finite element analysis (FEA) was performed on CAD models of the complete slide as part of the design process. SplashTacular used NASTRAN FEA software to conduct and analyze a ride simulation of two people descending through the slide and into the bowl. The main program inputs were the heights, weights and proportions of the riders. SplashTacular engineers evaluated the simulation to verify that the linear motion of each rider stayed at or below a threshold speed at specific locations on the slide. Rider speed and location within the flumes were assessed to ensure there is no chance two riders will collide as they enter the bowl. The contribution of slide design to any anomalies in rider mechanics during the simulation was assessed by SplashTacular engineers, resulting in further modification of the CAD model. Additional NASTRAN simulations and iterations continued until an acceptable design was achieved.
Multi-size capability
Several years before the 360Rush project, SplashTacular and JRL had conferred about the possibility of using a modified closed cavity bag molding (CCBM) process that employed partial molds in slide sections. Partial molds are designed with moveable flanges or blockers that can be repositioned, enabling the company to make parts of more than one size from a single mold. JRL had experience producing some first-article parts with CCBM, which uses a rigid A-side mold and a silicone or elastomeric bag on the B side, but had not tried it with a partial-mold configuration.
“One of the problems in the past when we tried to use a closed molding process, such as light RTM, is that we had to build a full mold for every part, which gets expensive,” says Jeremy Wilson, senior project engineer at SplashTacular. “We just felt there had to be a way to make this happen.”
Wilson credits JRL with making partial molds compatible with the CCBM process by developing a way to use a single reusable bag with a partial mold to produce parts with different lengths. One of the partial molds, for example, makes slide flume sections that are 90, 42, and 37.5 inches (2,286, 1,067 and 953 mm) long. The length of the bag is dictated by the longest part. The blocker is moved to shorten the part length. The challenge, then, was to get the bag to seal and hold a vacuum around the blocker and conform to the blocker’s shape. “We had to experiment,” says Kevin Long, project manager at JRL, who reports that they “found a way to make the blocker without any sharp angles or bends so when you pull a vacuum and begin to infuse that section, the bag pulls down and seals without inflicting damage.” The rubber seal around the flange of the entire bag holds the vacuum in that section, and the inherent elasticity of the silicone conforms to the shape of the blocker.
Ultimately, the experiment yielded significant savings in tooling cost. The slide’s 134 parts were produced with 12 full molds and three partial molds. Notably, the three partial molds, which formed sections of the slide’s flumes, accounted for more than half of the total parts.
After the final design was approved and the partners were satisfied that their new tooling strategy was viable, tool build was initiated with the manufacture of plugs. CAD data was imported into a 5-axis CNC machine for cutting plug components, the majority of which were rough cut, with an undercut shape, out of low-density expanded polystyrene supplied by Carpenter Co. (Richmond, Va.). The plugs were sealed with a proprietary resin and coated with ITW SprayCore’s (Clearwater, Fla.) SprayCore 4500, a sprayable, syntactic vinyl ester. The cured syntactic offers a hardened layer of material that, Long says, exhibits low shrinkage and is easy to machine. After the plugs were milled, their surfaces were dry- and wet-sanded to a 400-grit finish.
After polishing, each plug cavity was prepped with mold release and then coated with Polycryl Corp.’s (Oakland, Tenn.) Diamondback Y-501 orange gel coat. Next, a layer of 1.5-oz glass mat, supplied by Composites One (Arlington Heights, Ill.), was hand layed over the cured gel coat and wet-rolled with Polycryl’s Earthguard EG2500 vinyl ester tooling resin. Two additional layers of 1.5-oz mat were laid and wet rolled over a two- to three-day period. Finally, a layer of Earthguard EG3000 high-temperature vinyl ester resin, averaging 0.5-inch/12.7-mm thick, was applied over the glass mat and allowed to cure at ambient temperature to yield molds ranging in thickness from 0.375 inch to 0.75 inch (9.5 mm to 19 mm). The cured, demolded tool surfaces were wet sanded to a 600-grit finish and then power buffed using a three-step compounding process. The blockers for the partial tools were formed by hand laying six consecutive layers of 1.5-oz glass mat, each of which was wet rolled with Earthguard EG2500. After the finished tools were supported with steel framing, they were production ready.
One of the unique aspects of manufacturing the slide was the high percentage of split or captive-shape tools. Of the 15 tools produced, 11 were split, including the three partial tools. “Because of the negative draft angles and undercut on many of the slide sections,” Long explains, “you couldn’t remove the part without removing part of the mold.” The split molds, therefore, typically feature three or four sections contained or cradled in the tool’s steel-reinforced frame. Rubber gaskets along the seams of the split sections ensure that the molds hold a vacuum during infusion. An added challenge to the tool design-and-build phase of the project — for partial, split and standard molds — was the complex three-axis part curvature along the length of most slide sections. This complicated the tool design and build, as well as part connectivity. “The bolt line is not simply a vertical flange,” Long points out, “so we had to take care during CAD modeling to ensure all the parts mated 90° to the mating surface.”
Multi-use capability
For the vacuum bags, SplashTacular and JRL used sprayable grades of silicone supplied by a number of companies. Approximately 0.125 inch/3.18 mm thick, the silicone bags are more expensive than traditional disposable bag materials, but their upfront cost is mitigated by the fact that they are reusable. JRL further reduced the per-part bag cost on the 360Rush project by pulling the bags directly off the tools, rather than from wax inserts or a hand-layed model. Although this technique is not always advisable, it worked well with the slide molds because the parts have large and open shapes and are made with an identical ply schedule. “In a structure with cores you would not want to build the bag off the mold because you’d create wrinkles,” he warns.
SplashTacular uses in-house resin blending equipment to produce its own gel coats in 180 colors. But because of the blaze, blue and green gel coats (for the inner and outer surfaces of the slide and bowl, respectively) were custom mixed to SplashTacular’s specifications by Ashland Performance Materials (Dublin, Ohio) and shipped direct to JRL.
After the gel coat application, a single layer of 18-oz, 0.25-inch/6.35-mm thick woven glass roving was layed up, and the bag was positioned over the cavity and flange. A fiberglass ring was clamped to the bag flange, and a vacuum of 23 to 28 psi (1.59 to 1.93 bar) was drawn. The layup was infused with an ISO dicyclopentodiene (DCPD) resin with a blended catalyst supplied by No. Kansas City, Mo.-based CCP Composites. The mold fill times varied by part size but generally fell in the range of 12 to 15 minutes.
“Mold filling for a specific part with CCBM is metered by pump strokes quite accurately,” says Wilson, noting that some of the larger parts require up to 100 strokes to fill. The largest part, a section of the bowl, was approximately 115 ft2/10.7m2, and the smallest was about 24 ft2/2.2m2. Cure, at 108°F/42°C, was complete in about one hour, compared to eight hours for a typical open-mold manufacturing method. The parts, on average, were about 0.25-inch/6.4-mm thick.
“One of the benefits of CCBM compared to open molding is a lot less post-mold finishing,” Wilson says, reporting that the slide parts required minimal trimming in the flange areas and only touch-up sanding at the injection ports. The final step in the process was hand spraying the B side with the gel coat used on the A side.
SplashTacular was keen to tap the benefits of JRL’s CCBM process but did not want to sacrifice surface quality on the flume’s B side, which is visible to park visitors. (In the bowl, the A side is visible.) Ultimately, Wilson says, his team was pleased with the B side, reporting that the parts had “some typical orange peel” but no fiber print through. Long says JRL conducted preproduction trial-and-error runs with different fabrics to obtain the smoothest possible B-side finish in production.
Multi-project capability
The tooling was finished in May 2011, and JRL molded the 134 parts for the slide over a four-week period. The 360Rush was operational at Spring Valley Beach amusement park in Blountsville, Ala., in time for the July 4 weekend.
Since then, SplashTacular has moved its manufacturing to a new site and molded two slides for Hawaiian Falls, The Colony, near Dallas, Texas, with the same molds and bags used for the 360Rush. And JRL is seeking to solidify its market position by developing a closed-mold process that will provide a better B-side finish.














.jpg;maxWidth=300;quality=90;format=webp)

Related Content

Toray rCF from Boeing 787 is incorporated into ultra-light laptops
Torayca-based aerospace components have successfully been repurposed into the Lenovo ThinkPad X1 Carbon Gen 12, highlighting the ongoing application of recycled composites.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read More
Lighter, stronger, faster bionic hand aided by composites design
Psyonic’s touch-sensing prosthetic hand leverages bionic technology, 3D printing and a carbon fiber composite exterior for light weight, high strength and high-tech functionality.
Read More
Cycling forward with bike frame materials and processes
Fine-tuning of conventional materials and processes characterizes today’s CFRP bicycle frame manufacturing, whether in the large factories of Asia or at reshored facilities in North America and Europe. Thermoplastic resins and automated processes are on the horizon, though likely years away from high-volume production levels.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More