
JEC Europe 2014 Review
The composites world met again in Paris, vibrant, stronger, and more forward-looking than ever before.

Biggest and busiest yet: JEC claimed 32,000 attendees toured two halls that housed a record 1,200 exhibitors. Source: HPC/Photo: Jeff Sloan

Fokker Aerostructures exhibited the latest iteration of this fuselage panel demonstrator made with carbon fiber/PEEK prepreg. It is layed up in a female tool, with the vertical stringers placed first and the skin placed on top via automated tape laying (ATL). The skin and stringers are cocured, after which the horizontal frames are induction welded (see next image, a closup of the stringer/frame intersection). Source: HPC/Photo: Jeff Sloan

The Fokker Aerostructures thermoplastic fuselage panel's skin and stringers are cocured, after which the horizontal frames are induction welded. Source: HPC/Photo: Jeff Sloan

A JEC Innovation Award winner, Expliseat’s (Raispal, France) Titanium Seat is the first composite aircraft passenger seat to pass dynamic 16G crash tests, yet it tips the scales at half the weight of its nearest competitor. Source: TenCate
Carbo Tech (Salzburg, Austria) celebrated the opening of its second production facility in Žebrák, Czech Republic, a highly automated HP-RTM plant that can deliver 50,000 carbon fiber/epoxy parts per year, like the passenger “tub” (above) for the Volkswagen LX1. Source: Volkswagen

Exterior view of Coexpair SA's (Namur, Belgium) re-engineered composite nose landing gear doors, representative of that currently used on the Airbus A350 XWB (also see next two images). Source: Coexpair SA
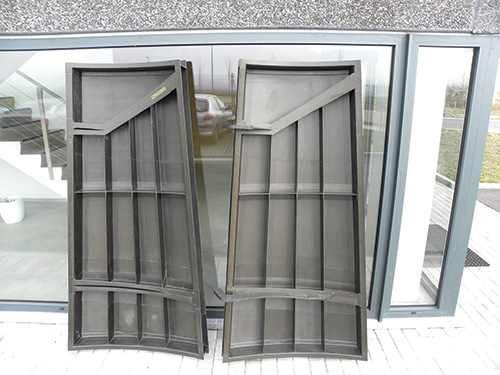
Interior view of Coexpair composite nose landing gear doors. The parts were molded out of the autoclave, in one shot, using Salt Lake City-based Radius Engineering’s same-qualified resin transfer molding (SQRTM) process. Source: Coexpair SA

Coexpair used I-, J- and T-section stiffeners to provide greater mechanical performance process. The doors also features molded-in reinforced slots that accept unique composite hinge brackets. Source: Coexpair SA

Herakles (Le Haillan, France) showed off this prototype ceramic-matrix composite engine exhaust cone for the next-generation LEAP jet engines. The cone is 30 to 50 percent lighter than metal versions.Source: HPC/Photo: Ginger Gardiner
FACC AG (Ried im Innkreis, Austria) touted its reception of the 2014 JEC European Innovation Award in the Aeronautics category for a lightweight, carbon composite annulus filler for jet engines

UHT Unitech C. Ltd. (Zhongli, Taiwan), established in 2011, offers not a new fiber but a graphitization service for composites fabricators who purchase T700-grade PAN-carbon fiber from existing manufacturers. UHT Unitech’s president, Ben Wang, gave a presentation at JEC, describing the company’s business model.

SMTC (Bouffere, France), a manufacturer of transportation interiors using composite panels since 1983, announced the launch of DYNATECH thermoplastic sandwich technology — which needs no potting for fasteners — for aircraft and rail interiors. Source: SMTC

Harper International (Buffalo, N.Y.) followed up its preshow announcement of $38 million (USD) in new contracts that include, but are not limited to, advanced 3m/10-ft wide Oxidation Ovens like these. Source: Harper Int'l

Molding machinery supplier Pinette Emidecau's (Chalon-sur-Saône, France) president Jérôme Hubert announced a new company, Global RTM, which focus on marketing a complete high-pressure resin transfer molding (HP-RTM) production line. Pinette's collaborators in the effort are three other France-based firms: toolmaker Compose (Bellignat), injection systems specialist Isojet Equipments (Lyon) and process control/monitoring specialist S.I.S.E (Oyonnax). Source: HPC/Photo: Mike Musselman



The 2014 edition of JEC Europe (March 11-13, Paris, France) was the biggest and busiest iteration of the show yet, with more than 1,200 exhibitors and, according to show organizer JEC Group (Paris, France), 32,000 attendees passing through the doors. Spread for the first time across two floors at the Paris Expo’s Porte de Versailles exhibition center, the event proved, again, the dynamism, creativity and ingenuity of the composites industry. (JEC is considering adding a third floor in 2015.) HPC was there and offers this glimpse of the materials and technology highlights. (HPC presents a sampling of new products from the show, here.)



The shape of things to come
Clear from the first day were several trends that show all the earmarks of transforming the way composites industry suppliers and parts fabricators approach their common goals in the future. Significant among them were the following:
Snap-cure resins: A molding system is only as fast as its resin, and it was clear at JEC that materials suppliers are getting that message. Dow Automotive Systems (Schwalbach, Germany and Auburn Hills, Mich.) introduced VORAFORCE 5300, a low-viscosity epoxy for resin transfer molding (RTM) that offers a sub-90-second cycle time, and claims that 60-second cycles are within reach. Henkel (Toulouse, France and Bay Point, Calif.), Momentive Specialty Chemicals (Columbus, N.Y.), Cytec Industries (Woodland Park, N.J.), Huntsman Advanced Materials (The Woodlands, Texas), Gurit UK (Isle of Wight, U.K.) and Bayer MaterialScience AG (Levekusen, Germany) were all on hand with thermoset materials in the same cycle-time range, for RTM, pultrusion, infusion and compression molding processes. Although most were developed with the auto industry’s part-per-minute production standard in mind, aerospace composites manufacturers who are seeking to reduce cost and rely less on capital-intensive autoclave processes were taking note.
Thermoplastic-friendly carbon fiber: Carbon fiber-reinforced thermoplastics: Fokker Aerostructures (Hoogeveen, the Netherlands) pioneered the use of glass fiber-reinforced thermoplastics more than a decade ago with Airbus (Toulouse, France) on the wing leading edges of its A330-340 and, later, A380 commercial jets. Now carbon fiber-reinforced thermoplastics (CFRTPs) are finding increased use in aerospace and automotive applications. Fokker explored this new territory in the JEC Innovation Awards display, with a CFRTP fuselage panel demonstrator. Although the part was not an award winner, Fokker’s R&D director Arnt Offringa told HPC that the panel comprises a carbon fiber/PEEK prepreg provided by Cytec Aerospace Materials (Tempe, Ariz). The panel is layed up in a female tool, with the vertical stringers placed first and the skin placed on top via automated tape laying (ATL). The skin and stringers are cocured, after which the horizontal frames are induction welded (see close-up image of stringer and frame intersection at left). Fokker is part of the Thermoplastic Affordable Primary Aircraft Structure (TAPAS) consortium, which is entering its second phase of life and is working with Airbus and other suppliers to develop thermoplastic aerostructures for real-world application.
The SGL Group (Wiesbaden, Germany) and Toho Tenax (Wuppertal, Germany and Rockwood, Tenn.) each introduced at JEC Europe a new carbon fiber sizing optimized for thermoplastic resins. Toho Tenax VP of sales Greg Olson said the sizing is formulated for use with PEEK (polyetheretherketone) in aerocomposites, but he added that the company also is looking at oil and gas and medical applications. He notes that the new sizing does not burn off during processing and is compatible with weaving or braiding. The company is working on additional sizings for use with other thermoplastics.
Engineered plastics supplier Victrex USA Inc. (Cleveleys, Lancashire, U.K.) reported success in the commercial aircraft market since Airbus qualified is VICTREX PEEK 90HMF40 in the summer of 2013 along its entire supply chain.
Reinforced with high-modulus fibers, the polymer is a reportedly easily processed, high-flow material that results in parts with a high modulus. It delivers several key benefits standard grades cannot — up to 100 times longer fatigue life and up to 20 percnet greater specific strength and stiffness compared to aluminum 7075-T6 under the same conditions.
Used the material to produce brackets for structural aircraft components that, using thermoset composites, take several hours to produce, Bristol, R.I.-based Tri-Mack Plastics Mfg. Co. reportedly achieved manufacturing cycle times measured in mere minutes. “That speed, paired with the ability to recycle the material for other applications, takes us to a whole new level of processing efficiency that isn’t achievable with thermosets,” said Tri-Mack’s director of sales Tom Kneath.
The snap-cure and carbon fiber/thermoplastics trends made it was all the more noteworthy that Paul Mackenzie, VP research and technology at U.S. based aerospace carbon fiber and prepreg supplier Hexcel (Stamford, Conn.), introduced a new high-modulus carbon fiber (HexTow HM63), a new epoxy (HexPly M92) and, notably, a new snap-cure prepreg epoxy targeted toward automotive applications. Characterized as a response to thermoplastics’ incursions into automotive molding, HexPly M77 offers a two-minute cure. (Detailed data for Hexcel’s new materials are available here.)
Shortly after the JEC show, Fokker Landing Gear (FLG, Helmond, The Netherlands), part of Fokker Technologies (Papendrecht, The Netherlands) and the Dutch National Aerospace Laboratory (NLR) announced that they had signed a Letter of Intent to establish a highly automated, state-of-the-art manufacturing facility for composite landing gear components at NLR’s site in Marknesse. The 500m2 (5,382 ft2) facility is scheduled to be operational in third-quarter 2014, and will continue to refine technology that FLG and NLR have been developing since 1995.
In 2001, they were the first to flight test an F-16 composite landing gear drag brace, and in 2010, received a contract with United Technologies Aerospace Systems (UTAS, Charlotte, N.C., previously Goodrich Landing Gear) for the development and qualification of a composite drag brace for the F-35 Lightning II main landing gear. (See “Complex Composites Lighten NATO Copter,” and “2011 International Paris Air Show,” under Editor’s Picks,” at top right.
The technology going into production includes braided carbon fiber preforms with additional placed plies of unidirectional fabrics at cutouts and high load areas and resin transfer molding (RTM) using high-toughness epoxy resin with a six to eight hour cycle time. The drag brace (or trailing arm) structures comprise 20mm to 55mm (0.8-inch to 2-inch) thick laminates, designed to withstand 140J/103 ft-lb of impact energy.
FLG’s composite components are targeted to reduce weight by up to 30 percent and be cost-competitive with aluminum but with lead times a fraction of those for high strength steel (HSS) and titanium forgings, which can be up to two years. Other benefits include improved manufacturability, lower operational and maintenance costs (aluminum and HSS have corrosion and maintenance issues), improved damage tolerance, and noise reduction. FLG reportedly understands the pros and cons of both metals and composites, having manufactured and serviced all types of landing for over 30 years, including units for the F-16 fighter jet, the Boeing Apache AH-64 helicopter, and the Bombardier Dash 8 Q400 turboprop commuter aircraft.
With interest in carbon fiber/thermoplastic applications so high, pre-show rumors of yet another new PAN-based carbon fiber manufacturer piqued HPC interest. The rumors proved untrue, but HPC found that the subject of the rumors, UHT Unitech LLC (Zhongli, Taiwan), established in 2011, offers not a new fiber but a graphitization service for composites fabricators who purchase T700-grade PAN-carbon fiber from existing manufacturers. UHT Unitech’s president, Ben Wang, gave a presentation at JEC, describing the company’s business model. Briefly, Wang’s process unspools PAN carbon fiber (3K to 48K) purchased from other sources, burns off the factory-applied sizing, then graphitizes it in Unitech’s patented 2000°C/3632°F microwave ovens, reapplies fiber sizing (Wang says he specializes in sizings compatible with thermoplastic resins for sporting goods and industrial applications) and re-spools the product. The result? Wang quips that “no one believes it” but he says he can deliver the equivalent of T800 or T1000 fiber at 15 to 30 percent lower cost, because the microwave technology consumes 30 percent less energy than conventional graphitization ovens and processes fiber 50 percent faster. Further, he claims his process generates no water or air pollution. Most intriguing, he says test results indicate that his UT800 and UT1000 products are roughly equivalent to those now on the market. He also emphasized that he’s not planning to engage in spinning or carbonization of raw PAN fiber and is willing to partner with other carbon fiber manufacturers interested in adapting his microwave process.
Elsewhere on the show floor. thermal processing equipment supplier Harper International (Buffalo, N.Y.) followed up its pre-show announcement of $38 million (USD) in new contracts with a few new details: Although the customer was not named, the order calls for its production-scale carbon fiber conversion line. The contracts include, but are not limited to, advanced 3m/10-ft wide Oxidation Ovens (see photo at left), LT and HT carbonization systems, waste gas abatement systems, fiber handling and integrated additional unit operations, controls, and services.
System integration: This third trend defined the proverbial handwriting on the wall. Touch labor is out, automation is in, as suppliers unite to offer OEMs complete manufacturing systems. Several consortiums introduced or emphasized turnkey manufacturing cells. Each promised lots of automation, shorter cycle times, and greater consistency/repeatability — and emphasized that merely selling equipment is a strategy long out of date.
FIDAMC (Madrid, Spain) and MTorres (Navarra, Spain) scored an aerospace “first,” unveiling jointly developed technology that enables the automated layup and in situ consolidation of carbon fiber-reinforced polyetheretherketone (PEEK). The target? Aircraft primary structure, including fuselage panels with integrated stiffeners. The unique equipment and process has already resulted, they say, in composites with 35 to 40 percent crystallinity in the matrix and a degree of consolidation (DOC) sufficient to require no further heat, vacuum bag or autoclave processing. Currently, real-time temperature control is being integrated into the equipment. Materials involved, to date, have been supplied by Cytec Aerospace Materials (Woodland Park, N.J.) and Toho Tenax America Inc. (Wuppertal, Germany).
A preshow announcement by molding machinery supplier Pinette Emidecau Industries (Chalon-sur-Saône, France) requested HPC’s presence at its press conference Tuesday, March 11, to hear an announcement about formation of a new consortium made up of four companies combining technologies to provide global solutions for automated and high speed RTM production technology. What wasn’t revealed until that morning was that after 10 years of close collaboration, the four had incorporated a new multinational company, Global RTM, to focus on marketing a complete high-pressure resin transfer molding (HP-RTM) production line. Focused, for now, in the aerocomposites market, the system, says Pinette’s president Jérôme Hubert, who will also head Global RTM, will make an eventual entry into the automotive market as well.
Headquartered in Bellignat, France, Global RTM will build and market turnkey production systems, drawing on the expertise of three other France-based partners, toolmaker Compose (Bellignat), injection systems specialist Isojet Equipements (Lyon) and process control/monitoring specialist S.I.S.E (Oyonnax). GLOBAL RTM will operate out of two assembly plants, one in France (Chalon-sur-Saône), the other in Germany (Zernien). Ownership, respectively, will be shared between Pinette and Isojet (33 percent each), Compose (24 percent) S.I.S.E. (10 percent).
According to Hubert, Global RTM develops the general layout of the full RTM line, which integrates ply preparation, preforming, tool preparation, injection and forming, postcuring and finishing, for shop floor product flow inside the customer plant. GLOBAL RTM provides engineering, prototype and run trials to support the customer on product and tool development. Core system modules are built at each partner’s center, then the complete cell is integrated, tested and commissioned in one of the GLOBAL RTM facilities. Customer benefits include a single contact for all activities. The goal is to supply systems capable of producing up to 150,000 parts per year. Product targets include helicopter and aircraft doors and rotorcraft blades.
Although thermoset composites are in the sights now, Hubert says Global RTM intends to develop systems for thermoplastic composites as well, and is awaiting development of an appropriate resin system. Globla RTM, he added, expects, in the next three years, to be able to enter the automotive market.
Similarly, turnkey systems were touted by Dieffenbacher (Eppigen, Germany), Krauss-Maffei Corporation (Munich, Germany), Fives Cincinnati (Hebron, Ky.), ENGEL AUSTRIA GmbH (Schwertberg, Austria) and Roctool Inc., each working in collaboration with other suppliers to meet automotive industry demands for the speed, consistency, repeatability and quality they can maintain with legacy metals and metal-forming processes.
Fives Cincinnati revealed that it is working on development of a highly automated system for autocomposites molding. It comprises a Small Flat Tape Layer HV machine, which places carbon fiber prepreg charges and then cuts them to net or near-net shape. The cut charges are then transferred to a Form & Cure HV machine, which uses compression molding to form the finished parts. Fives is working on the system with Continental Structural Plastics (North Baltimore, Ohio) and Cytec Industries (Woodland Park, N.J.) — the latter of which is prepregging a PPG Industries (Cheswick, Pa.) glass with a Reichhold (Durham, N.C.) vinyl ester. Fives says two-minute cycles times are within reach.
SMTC (Bouffere, France), a manufacturer of transportation interiors using composite panels since 1983, announced the launch of DYNATECH thermoplastic sandwich technology for aircraft and rail interiors. In cooperation with Advanced Materials Advisory & Consultancy (AMAC, Achen, Germany), SMTC has acquired the Formed In-situ Thermo-formable Sandwich technology from FITS Technology (Driebergen, The Netherlands) inventor and CEO, Martin de Groot (see “Thermoformable Composite Panels, Part II,” under “Editor’s Picks”). The technology enables automated mass production of sandwich panels that feature fiber-reinforced polyetherimide (PEI) skins and PEI in-situ foam panel core. SMTC claims DYNATECH offers 20 to 40 percent weight savings and 10 to 30 percent cost savings vs. current honeycomb sandwich constructions. Because DYNATECH panels are thermoformable, edge finishing and assembly of multiple flat panels can be eliminated. Moreover, the use of PEI foam cancels the need for potting in fasteners (currently required for honeycomb interiors). Based on test data, SMTC claims DYNATECH meets all flame, smoke and toxicity (FST) requirements and outperforms comparable Nomex honeycomb panels in bending, compression and tensile properties. SMTC also claims the new material can improve thermal and acoustic insulation at reduced thickness, a boon to interior designers who need to eke out more interior space. SMTC has installed pilot production lines, qualifications at major customers are in process, and automated manufacturing of panels has, so far, demonstrated a six-minute total cycle time for shaped panels (e.g., a baggage bin door) with less than one minute for edge closeout and less than 30 seconds per fastener installation, using automated equipment. Full commercial production is scheduled for 2016.
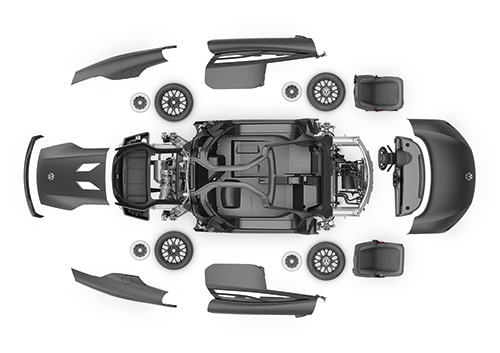
Passenger protection cells: This fourth trend could be the tip of the proverbial auto industry iceberg — without the negative connotation. Taking a page from builders of Formula 1 race cars, whose carbon fiber composite safety cells for drivers are well established on the world’s racing circuits, automotive composites fabricators seemed to have determined collectively that the best way to alert automakers to their molding proficiencies was to mint a monocoque carbon fiber composite passenger protection cell (“tub” for short), either for a real car (high-end sports) or as a capability demonstrator. The HPC staff counted no fewer than 10 tubs on display.
Among them was Mubea Carbo Tech’s (Salzburg, Austria), impressive display of a carbon fiber monocoque cell and wheels, the latter in both hybrid carbon fiber/aluminum and all-carbon-fiber versions. The company manufactures tubs for the McLaren MP4-12C supercar, the Porsche 918 Spyder and Volkswagens XL1. It has recently opened its second production facility in Žebrák, Czech Republic, which it says is highly automated and can deliver 50,000 parts per year, using epoxy HP-RTM.
Its wheels are made using polyurethane and a “very complex” set of RTM tools for the all-carbon-fiber version. Starting with an 11 kg/24-lb high-end aluminum wheel, a weight savings of almost 20 percent is achieved by switching to the aluminum/CF hybrid at 9 kg/20 lb per wheel and almost 30 percent is saved by using an 8 kg/17 lb all-carbon fiber wheel, the latter measuring 20 inches/508 mm in diameter with a 9.0-inch/229-mm rim. The global market for carbon composite wheels is estimated at roughly 1 million units per year, with a rising trend. Mubea Carbo Tech’s Salzburg production is currently targeted at a fraction of that: 20,000 units per year.
Taking a different approach, Axon Automotive Ltd. (Wollaston, U.K.), a subsidiary of Far Composites (Nottingham, U.K.), showed a carbon fiber monocoque, which won the 2012 JEC Innovation Award as a composite automotive Body in Black (BiB) system. Its patented AXONTEX technology uses carbon fiber braids over a flexible foam core and resin infusion under vacuum pressure. Axon claims low tooling and part cost while manufacturing shapes with high complexity.
This technology is already finding application in bespoke, lightweight wheelchairs where the ability to tailor the shape and location of wheel axles and seat beams improves comfort, minimizes energy expenditure and reduces stresses on the body. Working with Liverpool, U.K.-based Da Vince Mobility, Far Composites’ goal is to adapt the AXONTEX technology into a novel forming process to produce very light, customized wheelchairs at an affordable price by eliminating one-off tooling.
In the air and on the ground
At its annual JEC Europe press conference, Hexcel followed up on its 2013 press event — when it unveiled the extent to which its materials are in use on the Airbus A350 XWB ($5 million USD per shipset) — with revelations of new applications in jet engines and (as noted above) in automobiles. Hexcel’s VP and general manager Thierry Merlot, reported on use of Hexcel fiber and resin in CFM International’s LEAP 1A (Airbus A320neo), 1B (Boeing 737 MAX) and 1C (COMAC C919) engines, which feature carbon fiber blades and containment cases using HexTow IM7. Hexcel, he noted, “is preparing and ramping up for the challenge” of the LEAP engine program, which by 2020 is expected to consume 1,800 shipsets per year.
Nick Stanage, president of Hexcel, said the company anticipates revenues of $2.5 billion by 2017, pointing to backlogs of 10,000 units combined between customers Boeing and Airbus as evidence of good long-term demand for its fiber and prepreg. Hexcel officials refused to quantify the company’s carbon fiber manufacturing capacity, but did note that activity in aerospace and automotive guarantee strong long-term demand and that the industry should expect the firm to spend “several hundred million dollars” on expansion in the next several years.
On display at the Hexcel stand was a demonstration aircraft fuselage fabricated with the company’s HiTape dry fiber reinforcements. Hexcel worked with Aerolia SAS (Saint-Nazaire, France) and Coriolis Composites (Quéven, France) to design and manufacture the self-stiffened skin that was designed by Aerolia to meet the mechanical performance requirements for primary structures. Coriolis Composites developed the dry AFP process for the panel and the dry preforms were made at Compositadour’s (Bayonne, France) facilities. The HiTape preform skin and stiffeners were infused with HexFlow RTM6 resin at Hexcel’s new Applications Laboratory in Les Avenieres, France, close to Lyon, using a co-infusion process that was developed in-house.
Scoring a first, The Aquitaine region of France stand displayed a model of an exhaust cone made using ceramic matrix composites (CMCs). Designed and built by Herakles (Le Haillan, France), a subsidiary of Safran (Paris, France), the ARCOCE (ARrière-corps COmposite CEramique, or afterbody ceramic composite) engine exhaust cone comprises a cone-shaped plug or centerbody and a corrugated mixer. Fastened directly to the aft flange of the engine’s turbine frame and interfaced with the nacelle, the mixer improves the output from, and efficiency of, the engine’s exhaust system. Its complex “lobed” shape ensures optimal mixing of the hot gases from the engine with the cold bypass air.
The ARCOCE prototype (see photo, at left), measures 1625 mm/5 ft in length and 655 mm/2 ft in diameter, weighs 24.5 kg/54 lb and is currently undergoing an extended 5,000-hour testing campaign on an Air France aircraft’s CFM56 engine. According to CMC Exhaust program manager Yann Richard, Herakles had previously used CMCs only on military aircraft. However, due to their performance at temperatures up to 1,500°C/2732°F and potential weight savings of 30 to 50 percent, Herakles reports that CMCs are set to replace certain hot-zone metal parts in the next generation of LEAP engines as well as on other Safran designs scheduled for the 2020 to 2030 timeframe.
Nearby, FACC AG (Ried im Innkreis, Austria) touted its reception of the 2014 JEC European Innovation Award in the Aeronautics category for a lightweight, carbon composite annulus filler for jet engines it developed with partners Rolls-Royce (London, U.K.) and University of Applied Sciences (Rapperswil, Switzerland) with funding by the European Union through the CleanSky Initiative. This complex-shaped part sits between the engine fan blades. It guides airflow for optimum aerodynamics during operation, and weighs 40 percent less than the machined forged-metal component it replaces. At 18 to 22 fillers per engine, their use results in a lower load on the fan disk to which the fillers are anchored, offering additional material, cost and energy savings. The prototype is currently undergoing extensive ground testing before trials on a flying engine in 2014. FACC reports that patents are pending for both the part and production method. Because the composite filler is compatible with existing attachment features, it could (when proven) serve as a retrofit to in-service engines.
Betting on infusion of aerospace parts
At a Cytec Industries (Woodland Park, N.J.) press conference, Ammar Alsalih, program manager, Aerospace Materials noted that backlogs at aerospace primes are motivating calls for materials that can process faster and reduce part cost. In response, Cytec introduced its PRISM TX1100 Dry Tape system for automated fiber placement (AFP). Developed specifically for Moscow, Russia-based Aerocomposit’s MS-21 single-aisle passenger jet, on which resin infusion will be used for the aircraft’s wing and wingbox structures, TX1100 is designed for use on AFP machines. (Cytec says it’s also under evaluation by other OEMs.)
A unidirectional split tape, TX1100 requires no off-axis fibers to hold it together. According to Alsalih, it’s the only split tape now available for AFP. Heated as it is applied, its binder secures the tape. Thus, compaction steps are eliminated, and the tape’s low fuzz reduces machine stoppage for head cleaning.
The resulting preform is infused with the PRISM system’s EP2400 Infusion Resin, which was introduced in 2010. Fully compatible with the TX1100 binder, EP2400 is a single‐part epoxy resin infusion system with low injection viscosity and reactivity, extended pot life, low reactivity and a low cure temperature. Its proprietary technology improves resin penetration. In tests, parts yielded fiber volume fractions of nearly 60 percent. Further, Alsalih reported that machine operators, in validation tests, confirm that the dry tape enables AFP machines to run at their fastest rates. (See other Cytec product introductions here.)
Automated tape and fiber placement machinery supplier Ingersoll Machine Tools Inc. (Rockford, Ill.) announced at JEC Europe 2014 that it has established a partnership with the McNAIR Center at the University of South Carolina (Columbia, S.C.) to help the latter in its efforts to enhance aerospace activity in the Southeast U.S. As part of this effort, Ingersoll will place at the Center a production-level, 16-tow Lynx AFP machine for use by students and staff who wish to study and experiment with the process. It will be used for placement of carbon fiber/thermoset prepreg, carbon fiber/thermoplastic prepreg and dry fiber. Ingersoll is providing three tools to the center as well.
Ingersoll also has been working with the National Center for Defense Manufacturing and Machining (NCDMM, Blairsville, Pa.) on development of a vision-based AFP inspection system. To date, the companies have worked on evaluation of layups of quarter-inch carbon fiber tows prepregged with bismaleimide (BMI) resin. The vision-based inspection system is designed to check the layup, while still on the tool, for gaps, foreign object debris (FOD), twists, bridging, edge accuracy, starts/stops and folds. The ultimate goal, says Clarissa Hennings, composites business development at Ingersoll, is commericialization of an independent inspection system that can run on any AFP machine built by any manufacturer. She says Ingersoll will develop the technology and work with aerospace fabricator ATK (Clearfield, Utah) to prove the system’s capabilities. Ingersoll hopes to bring it to market by the end of 2015.
Cutting tool supplier Sandvik Coromant (Sandviken, Sweden and Fair Lawn, N.J.) emphasized its ability to meet the needs of trimming, routing and drilling composite structures as well as stacks of composites and metals. Among the products on display was CoroMill Plura, a brazed end mill available in diameters of 6 to 18 mm, with internal cooling and 5° ramping capability. Mohamed Hammadi, global application manager for composites at Sandvik Coromant, said that in the past few years, the composites machining segment has seen a distinct shift in emphasis from quality alone toward quality at lower cost. The large aero programs (787, A350 XWB, C919 and MS-21) are consuming many tools, he noted, putting pressure on suppliers to reduce cycle time and cost. As part of this shift, Hammadi said, there is increased interest in dry drilling, which eliminates the cost and mess associated with traditional cooling fluids, but poses new heat-management challenges (see “Machining update: One-shot dry drilling of stacked materials,” under “Editor’s Picks”). Sandvik Coromant, he noted, is working with thermal imaging and high-speed cameras in an R&D effort to optimize this process.
Present at the show because The Netherlands was JEC’s “Country of Honor” in 2014, the Dutch Minister of Economic Affairs Henk Kamp was on hand to witness the signing ceremony, as Airborne Technology Centre and NLR forged a contract on the JEC show floor for opening an Airborne branch on the NLR premises and to intensify research cooperation. The contract was signed by Arno van Mourik, CEO Airborne and Michel Peters, CEO NLR. The Technology Centre is responsible for all R&D and innovation within Airborne. The contract reportedly covers the opening of a branch of Airborne at the Composites Manufacturing Technology Centre of NLR, which will act as an extension of the Airborne Technology Centre. Airborne’s ambition is, among others, to extend its product range for the aerospace industry and, therefore, it is looking for a closer cooperation with NLR in order to enhance its competitiveness. Airborne sees this cooperation in the light of growing sales in a positive market. NLR will make available facilities and capacity for technology development and the first series production. The cooperative effort will carry the name Airborne NLR Technology Centre (ANTC).
One-shot nose landing gear door demonstrator
Coexpair SA (Namur, Belgium) displayed a re-engineered composite nose landing gear door, representative of the door currently used on the Airbus A350 XWB. Notably, the part was molded out of the autoclave, using Salt Lake City-based Radius Engineering Inc. same-qualified resin transfer molding (SQRTM) process. The development was the result of a collaboration with SLCA, a division of the Safran Group (Paris, France) and was funded under the European Commission’s Seventh Framework Programme (FP7), which is the European Union's chief instrument for funding research during the period 2007 to 2013.
The complex part, featuring an integrally stiffened double-curvature, was produced in one-shot, and the process is said to be viable for serial production. The sandwich construction of the original was eliminated to reduce cost — I-, J- and T-section stiffeners reportedly provide greater mechanical performance. The door required no postmold assembly, secondary bonding or mechanical fasteners. and no stitching of preforms and no secondary bonding. One-shot processing was enabled by a complex tool that features 50 inserts.
Made from Hexcel’s A350 program-qualified Hexply M21 prepreg (eliminating the need for time-consuming stitching of preforms) the door’s process parameters, Coexpair contends, are identical to the qualified autoclave process and the resulting mechanical performance also matches the autoclaved part. Automated fiber placement can be used to automate layup, and the door also features molded-in, reinforced slots that accept unique composite hinge brackets (see close-up photo at left).
Coexpair also claims that expected quality was achieved during the first trial run, and contends that the part demonstrates that complex integrated structures can be developed with an acceptable lead time and using the same tough prepreg used in the rest of the fuselage structure (rather than relatively brittle RTM resins) — two outcomes not previously demonstrated.
Composite Data Management Project update
Granta Design Ltd. (Cambridge, U.K.) product director Dr. Will Marsden was on hand at the Granta stand to discuss the outcomes of the recent Material Data Management Consortium (MDMC) meeting, hosted by Northrop Grumman (Falls Church, Va.) in January. This meeting saw the launch of Phase II of the Composite Data Management Project, which looks to provide additional tools and traceable workflows for simulation and multi-scale modeling in ICME. This will smooth the transition between the test data generated by materials and process groups and its application (and re-application) in simulation tools and virtual product development systems.
Marsden emphasized that Phase I of the Composite Data Management Project had already delivered and validated a robust solution for managing the complete materials data lifecycle, in the company’s trademarked GRANTA MI software. It ensures that information is easily accessible, traceable, and available for use in further analysis and simulation, and that the results of such analysis can then be stored in the same system. A key advantage of this material data workflow is its ability to combine in-house materials expertise with world-leading reference data. Thus external material property data, such as the latest Composite Design Data, can be provided alongside the complete range of managed in-house composite materials information.
An ongoing challenge, especially for the finite element community, comes from the additional data processing, testing, or validation needed to meet the specific needs of their software tools and element formulations. In the program’s Phase II, the leading aerospace, energy, and defense organizations that make up the MDMC are working to make it even easier to meet these needs by maintaining complete “pedigree” information for data generated from simulation. This means storing the metadata, which describes not just the sources of material property data, but, for example, parameter settings and details about how and when simulations were run. Drawing on this expertise, Phase II is expected to help reduce risk and save time in the development of composite structures and the products that use them.
Weight-saving aircraft passenger seat
TenCate Advanced Composites (Nijverdla, The Netherlands) shared a JEC 2014 Aircraft Interiors Innovation Award for the Titanium Seat, built for OEM by Expliseat (Raispal, France) with partners Hexcel, RocTool (Paris, France), and A&P Technology (Cincinnati, Ohio). Its composite-titanium structure and simple assembly reportedly make it the market’s top-performing seat: It’s the first composite aircraft seat to pass dynamic 16G crash tests and, at 4 kg/8.8 lb per passenger, is half the weight of its nearest competitor. Potential reductions in fuel consumption are estimated at €200,000 to €400,000 ($274,370 to $548,775) per year per aircraft.
TenCate worked closely with Expliseat’s team to establish the best resin/fiber combination for optimal mechanical performance, while adhering to stringent FST requirements. TenCate Cetex TC1100 thermoplastic resin was combined with Hexcel’s compatible HexTow AS4 12K fiber.
Titanium Seat award co-winner RocTool supplied its 3iTech induction heating technology, in which inductor coils are directly integrated into a steel tools for compression molding processes, for the Expliseat project. At a JEC press conference on March 12, RocToll CEO Alexandre Guichard and CTO José Feigenblum showcased other parts mass-produced with the technology. Most noteworthy was a smartphone back cover for Motorola. Produced in a four-cavity mold at a rate of 15,000 parts per day, the cover also earned a JEC Innovation award in the Mobile Devices category.
RocTool also called attention to a “100 percent ecological” luggage shell that features flax fiber reinforcement, which was produced, Guichard claimed, in world record time by heating the mold from 60°C to 160°C in 5.3 seconds. Feigenblum credited a 10-bar vacuum bagging system for much of the success, noting that it is ideal for natural fiber-reinforced, and the system’s heating and cooling quickly prevents degassing. And Guichard pointed out that 3iTech is “not, theoretically, limited by part size.”
Guichard also reiterated the company’s aspiration to place systems with 30 major brands of the same stature as Motorola and notes that Electronic applictions account for 60 percent of its business. To support this goal, RocTool recently opened a subsidiary in Taiwan, and, at the show, announced two new subsidiaries in Japan and Germany. Guichard also emphasized that France now accounts for only 5 percent of RocTool’s business: “We are 95 percent international.”
RocTool recently received a capital infusion of €3.6 million from investors and changed its strategy, going directly to the OEM, rather than approaching molders — a strategy change adopted by more than one exhibitor at the show.
Composite cockpit modules for Airbus
A JEC Innovation Award in the "Design" category went to Hutchinson SNC (Ingrandes-sur-Vienne, France) for its carbon fiber cockpit modules, developed in collaboration with Airbus. Produced in a single operation, they are said to be 30 to 45 percent lighter than the current metal-based solutions. Hutchinson's composites' strategy, aimed since 2007, at the aeronautics and automobile sectors, is supported by its CTeC (Composite Technical Center, Châlette-sur-Loing, France), an innovation center dedicated to the development of new composite products, materials and processes. By the end of 2014, it will employ 50 personnel.
JEC Europe 2015 will be held in Paris March 10-12, 2015.






.jpg;maxWidth=300;quality=90;format=webp)









Related Content

The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
PRF Composite Materials introduces RP570 FR eXpress cure prepreg system
Ultra-fast, fire-retardant formulation targets snap cure press molding of structural components.
Read More
Saint-Gobain, Roctool join efforts to boost composite 3D textile preform parts manufacturing
3D automated knitted preform layup technology and heat and cooling technologies for additional curing efficiency open a new window of application opportunities for composite and thermoplastic parts.
Read More
Materials & Processes: Tooling for composites
Composite parts are formed in molds, also known as tools. Tools can be made from virtually any material. The material type, shape and complexity depend upon the part and length of production run. Here's a short summary of the issues involved in electing and making tools.
Read MoreRead Next

2011 International Paris Air Show
At the 49th event, records are set for attendance and aircraft orders, and airframers go on record about composites-related developments.
Read More
Machining update: One-shot dry drilling of stacked materials
Tool design innovations tighten tolerances and cut costs for those who drill composite-metal assemblies.
Read More
Complex Composites Lighten Nato Copter
Dutch consortium develops advanced composite critical landing gear that meets NH90 helicopter performance requirements.
Read More