
High-temp thermoplastics: Higher Expectations
As the drive to greater fuel efficiency under the hood catches fire, fiber-reinforced thermoplastics prove they can take the heat.


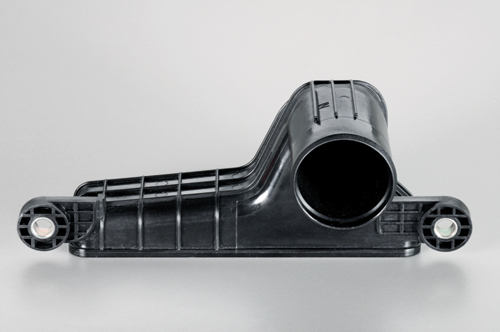
The first large-volume, commercial applications for high-temperature thermoplastic auto parts, like this air intake manifold, with upper operating temperatures of about 170°C/338°F, were introduced in the 1990s. Today, automakerss are seeking thermoplastic composites capable of long-term performance at temperatures of 190°C/374°F and above. Source: Asahi Kasei

Rochling Automotive (Kelsterbach, Germany) used a combination of blowmolding and injection molding to make this charge air duct for 2009 Volkswagen AG (Wolfsburg, Germany) vehicles equipped with 2-liter diesel engines. The duct is blowmolded from a 15 percent glass-filled grade of Ticona Engineering Polymer’s (Florence, Ky.) Fortron polyphenylene sulfide (PPS). Source: Ticona Engineering Polymers
Tata Toya (Pune, India) manufactures three different charge air coolers installed on four different vehicles built by a major Indian automotive OEM. The coolers are made from a grade of DuPont Plastics’ (Wilmington, Del.) 35-percent glass-filled Zytel PLUS and meet a continuous service requirement of 180°C/356°F. Source: DuPont

Automaker Scania AB (Södertälje, Sweden) became the first vehicle manufacturer to integrate a thermoplastic oil pan module/sump on a commercial truck line. Made from heat-stabilized, 35 percent glass fiber-filled Zytel nylon, it is installed on Scania’s 13-liter Euro-6 engine. Source: DuPont

Bruss North America (Russell Springs, Ky.) injection molded this cam cover for Chrysler LLC’s (Auburn Hills, Mich.) 2011 Pentastar engine from a grade of 35 percent glass fiber-reinforced Ultramid nylon 6/6 supplied by BASF Corp. (Ludwigshafen, Germany). Source: BASF


The acceleration of two trends is driving the growth of high-performance/high-temperature thermoplastics in automotive: longer warranties and new government fuel economy mandates. Lengthier warranties mean thermoplastic parts designated for high-temperature operation must be validated for longer service lives. As fuel-efficiency standards rise, the auto industry generally can expect to pack smaller, hotter-running engines into lighter, and therefore tighter, engine compartments. The tight spaces will put many underhood components into closer proximity to the engine. Therefore, when automakers replace parts made of metal with lighter reinforced thermoplastics, there are notable consequences for part design. Where, in the past, thermoplastic parts used in a variety of underhood applications were validated to heat-aging performance with an upper limit in the range of 170°C to 190°C (338°F to 374°F), newer powertrains and newer applications within them now often require parts capable of long-term, continuous operation at temperatures above 200°C/392°F, with peak temperatures as high as 230°C/446°F.
Automotive OEMs, therefore, are seeking composite parts capable of extended performance at elevated temperatures that can be in contact with aggressive chemicals and oils. Suppliers are responding with technologies that combine design, manufacturing and materials innovations to achieve unprecedented levels of performance.



Uber underhood polymer
Polyamide (PA, or nylon) compounds have been the vanguard of composite-for-metal replacements under the hood. Those who make them are leading the charge by pushing PA’s high-temperature limits. BASF SE (Ludwigshafen, Germany), for example, introduced a new family of high-temperature, glass-filled PA 6/6 resins, Ultramid ENDURE, at the 2010 K Trade Fair (Oct. 17-Nov. 3, 2011; Düsseldorf, Germany). Ultramid ENDURE D3G7, the first product in the line, has a glass content of 35 percent and is designed for continuous use (3,000+ hours) at 220°C/428°F, with temporary temperature peaks as high as 240°C/464°F. The material is said to be especially suitable for components near the engine, particularly for the charge air (heat exchange) systems of turbocharged engines. BASF began actively promoting the high-temperature resin in North America this year and launched a new grade of the polyamide at Fakuma 2011 called Ultramid ENDURE D3G10. BASF contends that this 50 percent glass-filled PA 6/6 is almost 50 percent stiffer than the D3G7 version. It is specifically targeted toward intercooler end caps and other parts in charge air systems. For comparison, current heat-stabilized grades of the company’s established line of PA 6/6 resins, Ultramid, are capable of continuous use at temperatures of 180°C to 190°C (356°F to 374°F) with short-term exposure up to 230°C/446°F. Behr Automotive (Troy, Mich.) used Ultramid A3W2G10, a 50 percent glass-reinforced grade, to manufacture the first commercial end caps of charge air intercoolers on the 1.8-liter turbo diesel engines in Ford Motor Co.’s (Dearborn, Mich.) 2009 Transit Connect/Tourneo Connect vans.
Scott Schlicker, BASF’s market segment leader for powertrain applications, reports that a major OEM is using Ultramid ENDURE in a commercial application and that several more applications are expected to be in production for 2013. The key enabler is a stabilization technology that protects the resin system against surface oxidation. “We believe Ultramid ENDURE is on par with all competing high-temperature technologies for nylon 6/6,” says Schlicker, noting that the material’s continuous operating temperature of 220°C/428°F exceeds the upper limit of 210°C/410°F for most competing ultrahigh-temperature nylon grades on the market.
DSM (Evansville, Ind.) latest line of nylon 4/6 resins, Stanyl ForTii, was introduced to the electrical and electronics market in late 2008, and then entered the automotive market in 2010. A 30 percent glass-filled version of the semi-aliphatic polymer has a higher heat deflection temperature (HDT) than an identically filled grade of DSM’s long-established nylon family, Stanyl 4/6 — 325°C/617°F vs. 295°C/563°F, respectively. The improved heat performance of Stanyl ForTii is a result of the addition of an aromatic group to the C4 aliphatic chain, as well as a unique glass-and-additives package. The material also has a low coefficient of linear thermal expansion (CLTE) of approximately 3.5 x 10-5 mm/mm/°C, compared to 2.0 x 10-5 mm/mm/°C for aluminum. When parts made from Stanyl ForTii are joined to aluminum parts, the nylon 4/6 resin’s low CLTE provides better surface sealing characteristics than can be had with parts made of other conventional nylon grades, which typically have CLTEs of 5 or above. Jim Conkey, DSM product manager for Stanyl, says the low CLTE is a product of the composite’s uniform expansion. “Usually, when you add glass to a thermoplastic you get a lot of anisotropic properties arising from random orientation of glass fibers,” he says. The slight CLTE difference between Stanyl ForTii and aluminum, in most cases, can be accommodated by modifying the geometry of the sealing surface and coupling the parts with a dynamic sealing element made of silicone. Conkey says the material provides customers with an opportunity “to push the conventional boundaries of powertrain applications for thermoplastics.” In automotive applications, DSM is targeting the material exclusively to composite-for-metal conversions of parts that must endure operating temperatures from -40°C/-40°F to 180°C/356°F, with short peaks to 300°C/572°F.
Currently, the cost per pound of Stanyl ForTii is about twice that of aluminum. But DSM says preliminary part redesign projects have shown that wall thickness can be reduced by as much as 50 percent vs. a die-cast aluminum part and still meet stiffness and strength requirements. The greater design flexibility of injection molded parts and the fact that such parts require much less postprocess machining than aluminum parts further narrows the cost differential. The material is under commercial evaluation and validation at a number of electronics and automotive OEMs and suppliers, Conkey reports. The company is looking for new product development partners.
DSM’s Stanyl nylon 4/6 family has been commercially available for more than 25 years, but recently the company has seen an uptick in sales of glass-filled grades to replace ultrahigh-temperature thermoplastics, such as polyetheretherketone (PEEK), in drivetrain wear and friction applications. These products include thrust bearings, bushings, chain guides and timing chains at operating temperatures in the range of 150°C to 180°C (302°F to 356°F). Conkey reports strongest growth for Stanyl 4/6 in the manufacture of wear surfaces for transmission timing chains and guide chains, where the polymer’s high crystallinity (70 to 80 percent) provides excellent lubricity and wear-resistance. DSM developed an in-house finite element analysis (FEA) program that enables customers to input frictional load parameters of timing chains and compare the effect that substitution of different materials has on transmission performance. “With the stringent fuel economy standards, the ability to save even a half-mile per gallon is significant,” says Conkey.
Launched commercially in 2010, DuPont Protection Solutions’ (Wilmington, Del.) Zytel PLUS is targeted for parts operating in high-temperature environments of 150°C/302°F to 210°C/410°F. The family of polyamides comprises various grades tailored for specific applications. The resins are manufactured with DuPont’s patented Shield Technology, which features a new polymer backbone, polymer-chain modifications and different permutations of additives that enhance long-term resistance to heat-aging, motor oil and hydrolysis, compared to conventional grades of nylon 6 and nylon 6/6. DuPont claims the family’s core product, 35 percent glass-filled Zytel PLUS nylon 95G35, suffers no loss in tensile strength or impact resistance after air-oven aging at 150°C/302°F for up to 4,000 hours, a two-fold improvement over most current polyamides.
The first commercial product made from the material was a turbo engine cover on the General Motors Co. (Detroit, Mich.) 2010 Cadillac SGM. The part had to meet a continuous service temperature requirement of 180°C/356°F, with a peak of 200°C/392°F. Since then, the resin has been used by automotive OEMs to manufacture a growing number of parts exposed to high temperatures.
One recent use is in hot- and cold-side charge air coolers made by Tata Toyo, a Pune, India-based heat exchange technology supplier. Tata makes three charge air coolers installed on four 2012 vehicles built by a major Indian automotive OEM. The parts are made from a Zytel PLUS grade that has a 35 percent glass-filled PA 6/6 aromatic copolymer. It can handle continuous service from 150°C to 190°C (302°F to 374°F). Steven Mok, DuPont’s global engine cooling development manager, says the selected grade performs better, is easier to process and requires less postmold finishing than the specialty nylon it replaced, resulting in overall lower part costs.
In 2008, Daimler AG (Stuttgart, Germany) became the first car company to use a thermoplastic oil pan on a production vehicle. The module was made from Zytel HSLRA4 nylon and was introduced in Daimler’s C-class cars. More recently, Scania AB (Södertälje, Sweden) became the first vehicle manufacturer to integrate a thermoplastic oil pan on commercial trucks. The oil pan/sump module was used on the company’s 13-liter engines. Introduced in spring 2011, the engines comply with the European Union’s Euro-6 regulations (2007), which place caps on nitrogen oxide and hydrocarbon emissions for diesel engines. The pan is made from 35 percent glass fiber-reinforced Zytel HSLX, a heat-stabilized, lubricated PA 6/6 with an upper operating temperature of 150°C/302°F. Its size — 847 mm long by 467 mm wide by 203 mm deep (33.4 inches by 18.4 inches by 8 inches) — made dimensional stability throughout the operating temperature range, which peaks at 200°C/392°F, a paramount design criterion. Superior dimensional stability was a prerequisite of the tight tolerances required to maintain a consistently tight seal between the sump and the engine. Ribbing on the underside of the sump acts as structural reinforcement and aids dimensional stability. At about 6 kg/13.2 lb, the module is 50 percent lighter than its aluminum predecessor. Franz Spitznagel, DuPont’s global oil segment senior development manager, says it is far more challenging to formulate a material for an oil pan on a commercial truck than a on production passenger car, because a truck module normally has an operational life up to 10 times longer than that of a car module.
Scoring firsts and pushing limits
Widely used to mass-produce neat plastic bottles, blowmolding is not the first thing that comes to mind in the context of automotive composites. But Rochling Automotive (Kelsterbach, Germany) recently became the first to blowmold a charge air duct from polyphenylene sulfide (PPS) for an extremely high-temperature application on a commercial production vehicle. The duct was used by Volkswagen AG (Wolfsburg, Germany) on 2009 vehicles equipped with 2-liter diesel engines supplied by Rochling. It was made from two grades of Ticona Engineering Polymer’s (Florence, Ky.) glass-filled Fortron PPS: the duct is blowmolded from Fortron PPS 1115LO with 15 percent short-glass fiber content, and the brackets are injection molded with Fortron PPS FX4330T7 with 30 percent short glass fiber. The duct has a serviceable peak temperature up to 230°C/446°F and is about 30 percent lighter than the aluminum assembly it replaced. Says Bob Newill, Ticona’s market development engineer. “By blowmolding, we were able to get good rigidity and the intricate shape needed to tightly package it around the engine.”
Ticona introduced a patented blowmoldable Fortron PPS in June, derived from work with Rochling Automotive on an air duct so geometrically complex, reports Rochling’s advanced projects engineer Paolo Curci, that it “can only be shaped through the 3-D robotically manipulated blowmolding process.” The first PPS used with this process, it achieves higher melt strength, improved impact resistance, greater blow-up ratio, longer handling time, a CLTE comparable to aluminum, and continuous service to 240°C/464°F.
Elsewhere, Bruss North America Inc. (Russell Springs, Ky.) recently used a grade of BASF’s traditional nylon, 35 percent glass-filled Ultramid A3WG7 HP bk20560, to achieve what it claims is “groundbreaking injection molded part tolerances” for a thermoplastic cam cover installed on Chrysler LLC’s (Auburn Hills, Mich.) 2011 Pentastar engines. Key enabling innovations include a flexible seal solution for the cam cover actuator face and independent datum pin positioning on the thermoplastic cover. Bruss achieve traditional machined tolerances of less than ±0.05 mm/±0.002 inch on the injection molded cover right out of the mold. BASF’s Schlicker says the selected grade of Ultramid can do continuous service to 170°C/338°F, the top of the part’s expected operating temperature range. He reports that the good flow properties of the Ultramid grade also enabled Bruss to fill the complex part cavity through one gate, thereby avoiding the need to use the larger tonnage press normally required with standard PA 6/6 materials.
Bruss and BASF collaborated on the cam cover design, using ULTRASIM, BASF’s proprietary FEA software developed for fiber-reinforced injection molded thermoplastics and used primarily to characterize glass-fiber orientation and localized properties in the cylinder head cover’s gasket flange. The analysis helped engineers produce a final design that ensures a proper long-term seal along the part’s flange. Schlicker says BASF’s customers can use the software’s computer-aided engineering tool to efficiently tailor materials, part geometries and gating locations.
Freudenberg Performance Materials (Plymouth, Mich.) recently produced an injection molded, highly filled thermoplastic transmission accumulator piston, a first for the company in North America. The piston, used in all Chrysler vehicles equipped with automatic transmissions, is made of 65 percent filled (50/50 glass/mineral) Ryton R-7-120 PPS supplied by Chevron Phillips Chemical Co. LP (The Woodlands, Texas). Chrysler had been using an in-house casting and machining process to manufacture an aluminum piston for which
Freudenberg-NOK had been supplying a polytetrafluoroethylene (PTFE) seal. Chrysler was looking for an alternate design, and Freudenberg-NOK conducted FEA studies, materials testing and bench and in-vehicle validation for a drop-in replacement. It weighs 29.07g/1.03 oz, compared to 49.96g/1.76 oz for the aluminum piston — a weight savings of 47 percent. The thermoplastic piston is validated to 200,000 miles (almost 321,870 km) at operating temperatures up to 150°C/302°F. Rory Pawl, Freudenberg-NOK’s director of future technology, says the key was finding a material that could provide dimensional stability and long-term durability when exposed to hot transmission fluid. “There are two springs that reside within the accumulator piston, and the material’s resistance to wear from the spring action was essential to the long-term performance required,” says Pawl. The new piston saved Chrysler $1.53 per transmission, or more than $2 million per year.
Prepared for the road ahead
As auto OEMs face an increasingly hostile underhood environment, the evidence suggests that OEMs have at least one less thing on their plate to cause concern: composites materials and parts suppliers appear ready, willing and technically able to develop the new resin and processing technologies necessary to meet the increasingly difficult manufacturing challenges — today and tomorrow.













.jpg;maxWidth=300;quality=90;format=webp)

Related Content

Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
Protecting EV motors more efficiently
Motors for electric vehicles are expected to benefit from Trelleborg’s thermoplastic composite rotor sleeve design, which advances materials and processes to produce a lightweight, energy-efficient component.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More