
GE Aviation, Batesville, MS, US
With a supply chain busy making commercial jet engines like the GE90, GEnx, LEAP and GE9X, GE Aviation has invested heavily in its composites capabilities in Batesville.


Aeroengine expansion: GE's Aviation's plant in Batesville, MS, US opened in 2009 and fabricates composites and metallic parts for the GE90, GEnx, LEAP and GE9X commercial jet engines. Source: GE Aviation

Workforce with emphasis on those who do the work: Plant manager Jackie Clark (at center, in photo) says GE Aviation Batesville strives to develop a workforce that is highly invested in the composites work it does. Source: GE Aviation
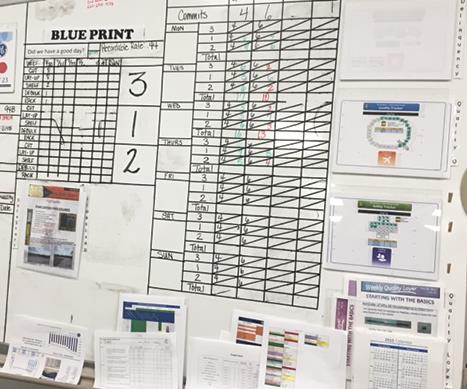
Tracking well-coached teams: GE Aviation Batesville’s team-oriented part fabrication system relies on this Cell Control Center to help the facility’s “coaches” track team progress and spot technical “opportunities.” Source: GE Aviation

Cleanroom cutting and kitting: Ply layup at GE Aviation Batesville is performed in one of several modular cleanrooms located on the factory floor. Many use cutting tables like this one from Gerber Technology (Tolland, CT, US) to prepare kitted material in preparation for layup and subsequent resin transfer molding (RTM). Source: GE Aviation

Resin transfer molding focus: All of the RTM work done at GE Aviation Batesville is performed using equipment supplied by Radius Engineering (Salt Lake City, UT, US), which provides system consistency from platform to platform. Source: GE Aviation
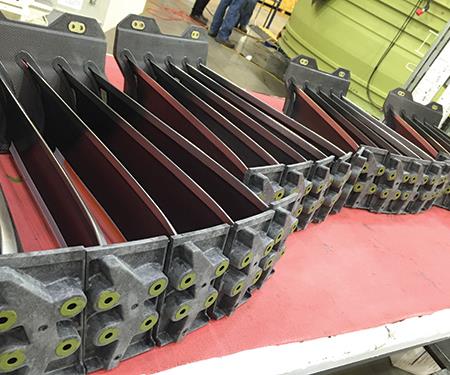
From fan blades to OGVs and beyond: GE Aviation has come a long distance since pioneering composite fan blades two decades ago in its GE90 engine. These outlet guide vanes (OGVs) are emblematic of the type of complex carbon fiber composite structures that GE Aviation Batesville now manufactures for a variety of high-performance commercial jet engine platforms. Source: GE Aviation

Critical cure for fan case: A fully bagged fan case is positioned, ready for cure, in one of GE Aviation Batesville’s four autoclaves. The facility’s largest autoclave (6m by 12m) can hold two fan cases. The cure cycle is 24 hours. Source: GE Aviation

Braiding a big fan case: The largest composite structure made by GE Aviation Batesville is the carbon fiber fan case for the GEnx. It features a dry, braided carbon fiber material from A&P Technology (Cincinnati, OH, US) that is wound onto this mandrel. Tiles of epoxy resin are then placed on the outside edge of the mandrel and the entire structure is overwrapped with a silicone bladder and bagged for autoclave cure. Source: GE Aviation

Assembled and ready to ship: A finished composite fan case (black) is mated with a metallic aft fan case (green). Once this is done, technicians work inside the fan case to cut fan blade grooves, and outside to attach brackets, tubes, tanks and other equipment. Finished fan cases are shipped to another GE Aviation facility in Peebles, OH, US, for testing and final assembly. Source: GE Aviation



In many advanced manufacturing facilities, there is a great emphasis on managing equipment and technology — much of it automated — with a secondary emphasis on the people who run such machinery. In composites manufacturing, however, especially in the aerocomposites realm, where touch labor is still integral to many fabrication operations, people are as important as equipment to timely, profitable plant operations.
That was certainly the case when CW visited Batesville, a small town of about 7,500 inhabitants located in the northern half of the US state of Mississippi, an hour south of Memphis, TN. It was here, in 2008, that GE Aviation (Cincinnati, OH, US) decided to build its latest aerospace manufacturing plant, with facilities for both composites and metals fabrication — primarily for aircraft engine applications.



The 37,161m2 plant opened in 2009 and joined the more than 80 other GE Aviation manufacturing facilities in the company’s supply chain. Like all the other facilities, Batesville shares the GE Aviation name but also operates independently. All GE Aviation plants are internally responsible for winning and keeping work and, therefore, must compete for it against not only fabricators who compete with GE but fellow GE facilities as well.
Plant manager Jackie Clark, who led CW on the plant tour, says the competitive culture instilled by GE Aviation senior leadership helps make for a robust, demanding work environment in which a premium is placed on employees who are truly vested in the work — those who have, as Clark says, “skin in the game when it comes to performance. We’re not looking for clock punchers.”
Seeing to flight-critical engine CFRP
What is GE Aviation Batesville making that requires such rigorous attention to detail? Anyone with even a passing interest in aerospace propulsion knows that GE Aviation was the first jet engine manufacturer to use carbon fiber composite fan blades, in its GE90, which entered service 21 years ago on the The Boeing Co.’s (Chicago, IL, US) original 777. It was followed, in 2006, by the even more composites-intensive GEnx, developed to power the Boeing 787 and 747-8. Next came the LEAP engine, developed by CFM International (Cincinnati, OH, US), which is a GE Aviation/Snecma (Safran, Paris, France) joint venture. And, coming soon is the GE9X, which will feature a next-generation carbon/epoxy fan blade design on board the revamped Boeing 777X aircraft (read “GE9X engine for the 777X to feature fewer, thinner composite fan blades” online under "Editor's Picks" at top right).
A host of carbon fiber composite parts, big and small, for these engines are made by a well-coached, well-developed, cohesive workforce to fabricate flight-critical parts to tight specifications.
On a very large floor
Our tour starts on the shop floor on the composites side of the Batesville facility, with an introduction to the Cell Control Center. To the unpracticed eye, it is just another bulletin board — but an important one, as on closer inspection, it maps every activity on the shop floor and exemplifies the culture of the Batesville operation. Every part manufactured at Batesville is fabricated in a team (Cell) environment in or near one of 13 modular cleanrooms. The daily performance of each Cell — cycle time, throughput, technical problems, successes — is tracked through the Cell Control Center. At 3:15 p.m. everyday, there is an assessment: All of the “coaches” (there are no “managers” in Batesville) gather at the Cell Control Center to review production opportunities (there are no “problems”) and production successes. At the Cell Control Center, and throughout the plant, the rule is simple: If you have a “production opportunity,” attempt first to solve it within your team; if that fails, escalate it to higher authorities. “A team,” says Clark, “is a good one when it regularly solves its own problems.”
Each cleanroom on the shop floor provides the same basic thing: A clean, well-conditioned environment for the hand layup of dry carbon fiber fabric preforms in preparation for resin transfer molding (RTM). The first cleanroom into which we enter is making LEAP 1B fan platforms, the carbon fiber for which is cut on a Gerber Technology (Tolland, CT, US) automated flatbed cutting table and then kitted. The kits are laid up by hand for preforming. Preforms are then loaded into a series of two-cavity tools.
The in-cavity layup for the LEAP 1B fan platform part comprises three preforms, a foam core, and another three layers of preforms. Each tool is then press-loaded, resin is injected via RTM, and the part is cured under pressure for about 5.5 hours. To ensure consistent processing, all of GE Aviation Batesville’s RTM equipment is acquired from a single source, Radius Engineering Inc. (Salt Lake City, UT, US).
There are 18 fan platforms per LEAP 1B engine, and the LEAP is being specified for the Airbus A320neo and the Boeing 737 MAX, which means CFM International will, by 2020, manufacture 1,800 LEAP shipsets per year. That engine program will put a lot of pressure on suppliers, including GE Aviation Batesville, and Clark notes that the facility’s biggest challenge will be meeting these full-rate production requirements. Clark says the facility is looking closely at options for automating every production step, from layup to nondestructive evaluation (NDE). In the meantime, she says, “I’m excited by what’s happening here. Our employees are ‘getting’ what we’re trying to do and provide a quality product. They understand that they’re going to be a part of a major ramp-up on LEAP.”
Legacy line
Our next stop is the cleanroom occupied by the team that manufactures GE Aviation Batesville’s highest-volume product, the fan platform for the GE90 engine. Attached to the rotating hub of the GE90, the fan platform acts as a spacer between each of the 22 fan blades. Given a build rate of 230 GE90 engines in 2015, GE Aviation Batesville is currently manufacturing fan platforms at a rate of about 5,060 per year.
Fan platform fabrication begins on one of this cleanroom’s three flatbed cutting tables, one from Gerber and two from Eastman Machine Co. (Buffalo, NY, US). These are used to cut dry carbon fiber fabrics that are subsequently kitted for preforming. Each kit is hand-laid in one of two female molds mounted in each of six Radius layup machines (12 molds in all). When layup is complete, a binder is applied, the molds are bagged and the preforms are put through a 20- to 30-minute debulk cycle. When this is complete, the debulked preforms are removed from the cleanroom and taken out to a Radius machine for RTM.
Curt Curtis, technical leader at the Batesville Composites Operation, manages the fan platform fabrication line and says each fan platform comprises five to seven preforms, depending on size and configuration. The molding process is monitored and controlled via a GE informatics system that captures and analyzes the RTM profile on the fly, helping make sure that parts are neither under- nor over-cured. The rules, says Curtis, are pretty basic: “Get the best possible vacuum and the most possible pressure, and you’ll get a good part.”
After RTM, a fan platform is sent to be trimmed and cut on one of three Mazak Corp. (Florence, KY, US) machining centers. Following this, GE Aviation Batesville employees add wear strips, linings and silicone rubber trim for erosion protection, at which point the fan platform is ready for shipment.
Really big fan cases
In terms of size, no product manufactured at the GE Aviation Batesville facility is larger than the 2.8m diameter fan case for the GEnx engine. It’s also the first carbon fiber composite fan case ever developed for a commercial jet engine application.
It represents a massive step-change in weight savings, compared to its aluminum predecessor — 159 kg per engine and a total of 363 kg per aircraft as weight savings cascade to other aircraft components. The GEnx engine is exceptional for other reasons as well. With its 2.8m diameter fan, the GEnx on 787 aircraft offers a takeoff bypass ratio of 8.8:1-9.0:1 and takeoff thrust of 69,000-76,100 lb, placing it among the most powerful and efficient aircraft engines on the market. GE is manufacturing about 300 GEnx engines per year, which means GE Aviation Batesville must turn out roughly 6 fan cases per week.
Curtis looks back on the overall effort to convert the fan case from aluminum to composites and says the challenge, historically, always boiled down to cost. In short, composites were too expensive: “It was a constant battle,” he says. However, materials and process advancements gradually nibbled away at the cost difference, and so did the weight savings. “That 350 lb [159 kg] is a game-changer,” he contends. Compared to aluminum, CFRP “offers less hanging weight and less rotational weight. Today, cost is now, probably, very competitive.”
The layup of the fan cases is substantially automated, consisting of a mandrel fed by a roll of dry braided carbon fiber, supplied by A&P Technology Inc. (Cincinnati, OH, US). The mandrel rotates in front of the fixed spool of carbon fiber, allowing the braid to lay over the mandrel’s surface. Then, over this braid is placed a series of epoxy resin tiles. These tiles are held in place with a silicone bladder that overwraps the entire exterior of the mandrel. The wrapped mandrel is cured for 24 hours. GE Aviation Batesville has four autoclaves, supplied by Taricco Corp. (Long Beach, CA, US) and ASC Process Systems (Valencia, CA, US), two of which are used to cure GEnx fan cases. The largest, a Taricco autoclave, is 6m in diameter by 12m long and can cure two fan cases, simultaneously.
After a fan case is cured, its inside diameter is lined with a series of eight honeycomb sandwich panels to provide an abradable surface against which the fans will rotate. As with many engines, the fans rotate in a space that must be held to very tight tolerances so as to minimize the space between the tip of the fan blade and the inside of the fan case, without impinging on the rotation of the blades. The abradable panels provide a surface into which a fan blade path will be cut, after case assembly, to allow that final measure of clearance.
Also installed are a series of hat stiffeners and metallic inserts for load spreading. In the next step, the composite fan case is mated with the aft fan case, the green structure atop the composite fan case in the bottom photo. The aft fan case, an aluminum/honeycomb structure supplied to GE Aviation Batesville by a third party, eventually will be bonded to the engine core.
After the two fan cases are mated, technicians work on the inside diameter of the fan case to cut the final fan blade path. Other technicians will add to the exterior of the fan cases a variety of brackets, tubes, oil tanks and other equipment. At this point, GE Aviation Batesville’s work is done and the entire structure is shipped to another GE Aviation plant, in Peebles, OH, US, for testing and final assembly.
What the future might hold
The big question GE Aviation Batesville faces going forward is how much work it will win on the forthcoming GE9X, which, when it comes to market on the 777X, will be one of the largest and most powerful commercial jet engines in the world. It features an 3.6m diameter fan with 16 carbon fiber composite fan blades. It offers a 10:1 bypass ratio, up to 102,000 lb of thrust and will be 10% more fuel efficient than the GE90-115B that powers the current Boeing 777-300ER. Clark says Batesville is in the running to provide acoustic panels, stator assemblies and OGVs for the GE9X, which was expected to undergo its first tests in March. Whatever the outcome, with a team-oriented workforce that is clearly invested in the technologies it uses and the products that result, Batesville is well-positioned to absorb a variety of composites work over the next several years. And, with workforce-development partnerships with Northwest Mississippi Community College (Senatobia, MS) and the University of Mississippi (Oxford, MS), there appears to be a strong network in place to ensure that GE Aviation Batesville will continue to attract the type of coachable and invested employees that have made the facility the success that it is.
To be sure, on the technology side, GE Aviation Batesville is not sitting still. Clark says GE Aviation is considering adding multi-cavity RTM capabilities, and there is room for another large autoclave. And entirely new technologies might also be in store. The sheer quantity and quality that will be required of commercial jet engine manufacturers during the next 30 years promises that the Batesville plant will be a busy one.
“We are trying to create an environment and a workforce and facility that is lean, flexible, adaptive, knowledgeable and invested in the work and the product,” says Clark. “We think we are in a very good position to do just that.”



.jpg;maxWidth=300;quality=90;format=webp)










Related Content

Sulapac introduces Sulapac Flow 1.7 to replace PLA, ABS and PP in FDM, FGF
Available as filament and granules for extrusion, new wood composite matches properties yet is compostable, eliminates microplastics and reduces carbon footprint.
Read More
Composite rebar for future infrastructure
GFRP eliminates risk of corrosion and increases durability fourfold for reinforced concrete that meets future demands as traffic, urbanization and extreme weather increase.
Read More
Novel dry tape for liquid molded composites
MTorres seeks to enable next-gen aircraft and open new markets for composites with low-cost, high-permeability tapes and versatile, high-speed production lines.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read MoreRead Next

Aeroengine Composites, Part 2: CFRPs expand
Proven in fan blade/case applications, carbon fiber-reinforced polymers migrate to previously unanticipated destinations nearer the engine “hot zone.”
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More