
Engineering Insights: Hybrid Composite Panel Unlocks Hidden Value
SMC and flax/polypropylene come together in a single component to add functionality to Nissan’s Sentra.




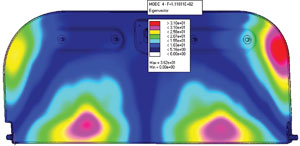
Source: Meridian Automotive Systems Stress plot for the loaded condition of the assembly in the constrained (latched) position.

Source: Dale Brosius This view of the trunk divider in lowered (open) position, shows the hidden compartment and water-resistant SMC inner panel.

Source: Nissan Motor Co. Certain trim packages available on Nissan's popular Sentra model feature the innovative Divide-N-Hide trunk system.
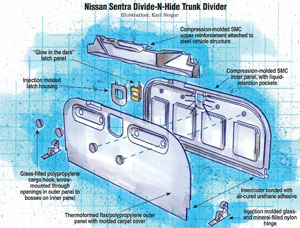
Source: Karl Reque Engineering challenge: Design and manufacture a multifunctional trunk divider system that not only provides hidden storage for sensitive or seldom-used items but balances structural and aesthetic requirements with weight and cost objectives as well. Design solution: A hinged, fold-down divider that integrates a structural sheet molding compound (SMC) inner panel with a natural fiber-reinforced thermoplastic outer in a removable hinged panel that accommodates a dual-opening latch and recessed cargo hooks.

Source: Dale Brosius The divider in latched (closed) position exposes the carpeted natural fiber panel, which matches the texture and color scheme of the other trunk liner components.
When an automotive buyer opens the trunk of a Nissan Sentra equipped with this option, nothing looks different on first glance. The interior is fully carpeted, as one would expect, and four cargo hooks are evident on the forward wall of the trunk. But a closer look reveals, in the top center of the wall, a latch that, when opened, allows the “wall” — a full-width door — to fold down flat, revealing a hidden compartment behind the rear seat. About 300 mm/12 inches deep, the enclosed space can be used to hide valuables or store seldom-used items, such as road emergency kits. In the open position, the compartment adds a foot of extra depth to the trunk. Further, the open door’s uncarpeted inner panel forms a tray suitable for storage of wet or muddy items, and it can be removed entirely for cleaning or use outside the vehicle.
Introduced for the 2007 model year, Nissan’s trademarked Divide-N-Hide system is the first midtrunk divider in a passenger vehicle. The divider system consists of a main folding panel composed of a structural sheet molding compound (SMC) inner, bonded to a carpeted, flax fiber/polypropylene outer panel on the trunk-side surface. The bonded panel is secured in place with glass-reinforced plastic hinges on the floor, and the latch locks into an SMC upper reinforcement that serves as the interface between the panel and the steel body structure. All of the divider’s composite parts — the panel and its associated mounting components — are molded by Meridian Automotive Systems (Allen Park, Mich.) for Nissan’s Aguascalientes, Mexico, assembly plant, where the vehicles are built.
Although the divider is offered as an option and is available, at present, only on the Sentra, about 75,000 vehicles were equipped with the divider the first year, says Meridian’s engineering manager Matt Vagi. The key to the system’s successful development was its unique hybrid of thermoset and thermoplastic composites, which enabled Meridian to meet all the structural, aesthetic, weight, and cost targets demanded by Nissan without sacrificing any of Nissan’s target functional objectives.
ENGINEERED FOR MULTIFUNCTIONALITY
The project started in August 2003 when Nissan provided the concept for the divider panel and tasked Meridian with detailed design, analysis and development work. The core element of the system is the main dividing panel, which measures 1,100 mm by 460 mm by 30 mm (43.3 inches by 18.1 inches by 1.2 inches). The panel design presented a host of challenges, says Vagi. Because the panel is used both within the vehicle and needs to be removable, the mass target was limited to 4.5 kg/9.9 lb. Within the confines of the trunk compartment, the panel would have to survive shifting loads up to 667.5N/150 lb over a temperature range of –40ºC to 70ºC (-40ºF to 158ºF). Packaging guidelines limited the maximum panel thickness to 30 mm/1.2 inch, with a further requirement that the inner panel’s tray be able to retain 1.98L (67 oz) of liquid when folded flat. Further, the cargo hooks could not interfere with the fold-flat requirement, so they would have to be recessed. Finally, the total assembly would have to meet Nissan’s standards for quietness during service. To tackle the engineering of the divider, Meridian created the design in Unigraphics (Siemens PLM Software, Plano, Texas) and performed finite element analysis in LS-Dyna software, from Livermore Software Technology Corp. (LSTC, Livermore, Calif.).
“Our original design needed significant cross-ribbing to meet the deflection targets, which put the panel over the mass requirement,” notes Vagi. “Changes to the panel geometry, done in conjunction with Nissan engineering and studio support, allowed us to eventually meet all the targets.” Most of the panel’s structural properties are provided by the use of compression molded SMC in a nominal 2.5-mm/0.1-inch thickness, with locally thicker areas for attachment points. The 30 percent (half 25 mm/1.0 inch, half 12 mm/0.5 inch) glass-reinforced material is produced by Meridian in Grabill, Ind., and molded at Meridian’s Celaya, Mexico facility, where the final system assembly is completed.
Molded with an appearance-grade textured finish, the compound employs a polyester resin and catalyst package supplied by Ashland Performance Materials, Composite Polymers (Dublin, Ohio). Because the component is mounted inside the vehicle, a special low-odor catalyst is used, which greatly reduces any residual styrene in the part. Cycle time is 120 to 150 seconds at 9 MPA to 10 MPa (1,300 psi to 1,500 psi) mold pressure. The design includes the pivot/mounting features that interface with the floor hinges, bosses for the cargo hooks and two-way latch attachments, recessed pockets to meet the liquid retention requirement, and a hand-hold to lift the divider up from the horizontal position.
NATURAL FIBER, COMOLDING CONTROL WEIGHT AND COST
Most structural SMC panels are bonded to cosmetic SMC outer panels, but in this case, Nissan and Meridian went the natural fiber/thermoplastic route for the trunk side closeout panel. Natural fibers are increasingly specified for interior automotive components, including door panels, package trays and spare wheel covers. The natural fiber mat is also lower in density than SMC, helping achieve the mass target. For this panel, Meridian opted to go with a needled mat of 50 percent flax fiber and 50 percent polypropylene fiber. Originally produced and supplied by Meridian’s Canandaigua, N.Y., facility, the material is now sourced from FlexForm Technologies LLC (Elkhart, Ind.).
The flax mat is comolded with a 220 gsm/5.6 oz polyester carpet in a two-station press located at the Celaya plant. One station of the press is equipped with a platen heated to 200ºC to 230ºC (392ºF to 446ºF) to preheat the flax/polypropylene, and the second station holds a cool forming tool maintained at 15ºC/59ºF to minimize damage to the carpet fibers during the consolidation process. To avoid carpet wrinkles in the finished product, the carpet is held under tension across the forming tool while it closes. Consolidation takes place at 0.3 MPa to 0.4 MPa (50 psi to 60 psi) for 60 to 90 seconds. The demolded panel is trimmed and holes are punched to permit attachment of the cargo hooks and two-way latch. Vagi emphasizes that comolding the carpet with the flax mat is advantageous because the molten polypropylene commingles with the carpet fibers to create a mechanical bond, eliminating a secondary adhesive step.
The upper reinforcement panel, with a nominal wall thickness of 2.5 mm/0.10 inch, has dimensions of 865 mm by 115 mm by 125 mm (34.0 inches by 4.5 inches by 4.9 inches). It is compression molded from the same SMC compound as the fold-down divider panel. Its main function is to provide a support structure for latching the door, but it also distributes the impact of shifting cargo loads in the trunk.
The body of the latch and the cargo hook caps are injection molded by Meridian from 45 percent glass-filled polypropylene supplied by Delta Polymers (Sterling Heights, Mich.). The latch paw itself is molded from the same glass-filled polypropylene on the trunk side and a glow-in-the-dark unfilled polyamide on the cabin side, supplied by LNP Engineering Plastics (Exton, Pa.), now part of SABIC Innovative Plastics (Pittsfield, Mass.). The latter is used to meet regulations that require the latch to be visible in the event a person is locked in the enclosed space (also a requirement for the trunk on all passenger vehicles).
FLAX FIBERS FACILITATE PP ADHESIVE BOND
Assembly of the hybrid divider panel follows trimming of the SMC and flax/polypropylene (PP) panels. The two are joined together with a Pliogrip ambient-cured urethane adhesive, supplied by Ashland Composite Polymers. Fixture time at room temperature is approximately five minutes. While polypropylene’s low surface energy typically makes adhesive bonding very difficult, the presence of the flax fibers ensure that a reliable bond is obtained, verified through lap shear testing at -30ºC/-22ºF, ambient temperature and 80ºC/175ºF. Next, the molded latch is installed using screws through the mounting plate into molded bosses in the SMC panel, and the four cargo hooks (molded caps with two-way threaded studs) are secured with screws that pass through the prepunched holes in the flax panel and into bosses in the SMC.
The divider panel is mated to the vehicle by the structural SMC upper reinforcement assembly and hinges located on the floor of the trunk compartment. The latter are injection molded from Minlon 10B40, a glass- and mineral-filled polyamide supplied by DuPont Engineering Polymers (Wilmington, Del.). The hinges are molded with a slot that allows installation and removal of the divider panel at a 45° angle. During vehicle assembly, the upper reinforcement is temporarily held in place with two bayonet clips and a locating pin molded into the part, then permanently affixed with two M6 bolts.
TESTING TELLS THE TALE
Deflection testing of the assembled panel, conducted by Meridian, yielded results that were well within the FEA-predicted design deflections at all temperatures. Durability testing included 20,000 latch cycles and thermal cycling of the overall assembly with no loss of function. While there is speculation that Nissan may opt to make the Divide-N-Hide system standard on all Sentras, for now it remains an option. Meridian’s Vagi sees a lot of advances in the introduction of the hybrid divider panel. He cites the versatility of the system in that it can create two trunk compartments, fold flat, or be removed and used outside the vehicle, thereby offering considerable consumer value.
The combination of materials — thermoset, thermoplastic and natural fiber composites — creates a panel that is very strong, lightweight and attractive. “This unconventional use of materials, the hybrid design, is what enabled us to ultimately meet all of our customer’s objectives without compromise,” Vagi says. “Finding the right balance within that combination is the ‘designed solution’ approach that gives rise to innovation and allows us to meet the competitive challenges of this industry head on.”











.jpg;maxWidth=300;quality=90;format=webp)




Related Content
SMCCreate 2023 invites attendees, presentation speakers
The SMC/BMC-focused event will take place from Nov. 7-8 in Prague, targeting experienced designers and those that may be new to applying SMC/BMC materials.
Read More
Improving carbon fiber SMC simulation for aerospace parts
Simutence and Engenuity demonstrate a virtual process chain enabling evaluation of process-induced fiber orientations for improved structural simulation and failure load prediction of a composite wing rib.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Price, performance, protection: EV battery enclosures, Part 1
Composite technologies are growing in use as suppliers continue efforts to meet more demanding requirements for EV battery enclosures.
Read MoreRead Next

From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More